Kedves Olvasó! Folytatom a 2019. február 8-án közzétett CNC szerszámgépek szerkezeti felépítése cikkemet. Következik a 2. rész, melyben a CNC esztergák-esztergaközpontok szerkezeti kialakításait taglalom, a teljes részletesség igénye nélkül.
A sorozat 1. részét ITT tudják elolvasni.
1. CNC esztergák

1. kép
A CNC esztergák első generációja a hagyományos esztergákból fejlődött ki. Jellemzően megmaradt az addigi gép-morfológia, a burkolás sem lett „eltúlozva”, a forgács eltávolítás a géptestből még nem automatikus. Vízszintes gépágy kialakítás, főorsóház a gépágy bal oldalán, X-Z szánrendszer és szükségszerűen szegnyereg (1. kép).
A fő szerkezeti elemek többségében gömbgrafitos öntöttvasból készülnek, előfordulnak hegesztett-acél kivitelek is, valamint voltak más anyagok irányába is próbálkozások: cement-beton illetve műgyanta-beton gépágyak kialakításában. Ezen próbálkozások termékei a várt műszaki és gazdaságossági eredményeket nem teljesítették, így teljesen megszűnt ezek alkalmazása a gépépítésben. Az automatizáltság növelése érdekében radikálisan kellett csökkenteni az emberi beavatkozás mértékét a gépek kiszolgálása területén is. Ennek kapcsán meg kellett oldani az esztergák munkaterének zárttá tételét is, mely így két fontos feladatot lát el:
- egyrészt a keletkezett forgács (és hűtőfolyadék) irányítottan a forgácskihordóba kerül a munkatérből,
- másrészt a mellékhajtások védelme nagyot javul (golyósorsok, szervomotorok, megvezetések…).
Erre a kialakításra mutat példát a 2. kép, melyen már látható a ferde gépágy, melynek kifejlesztését az előbb említett okok is indokolták.
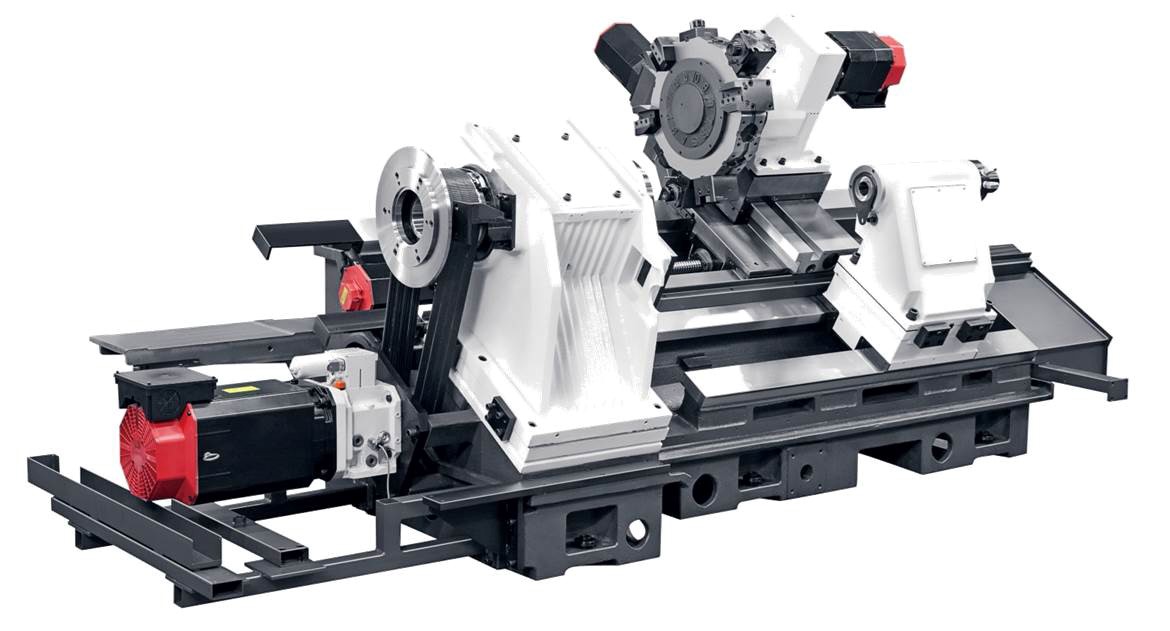
2. kép
A következőkben nézzük meg, hogy általánosságban milyen kialakításúak a CNC esztergák fő egységei.
1.1. Főhajtás
Manapság jellemzően hajtómű nélküli kivitel az uralkodó, szíjhajtással vagy a főorsóval egybeépített motoros, ún. motororsós kivitellel készülnek a gépek (3. kép).
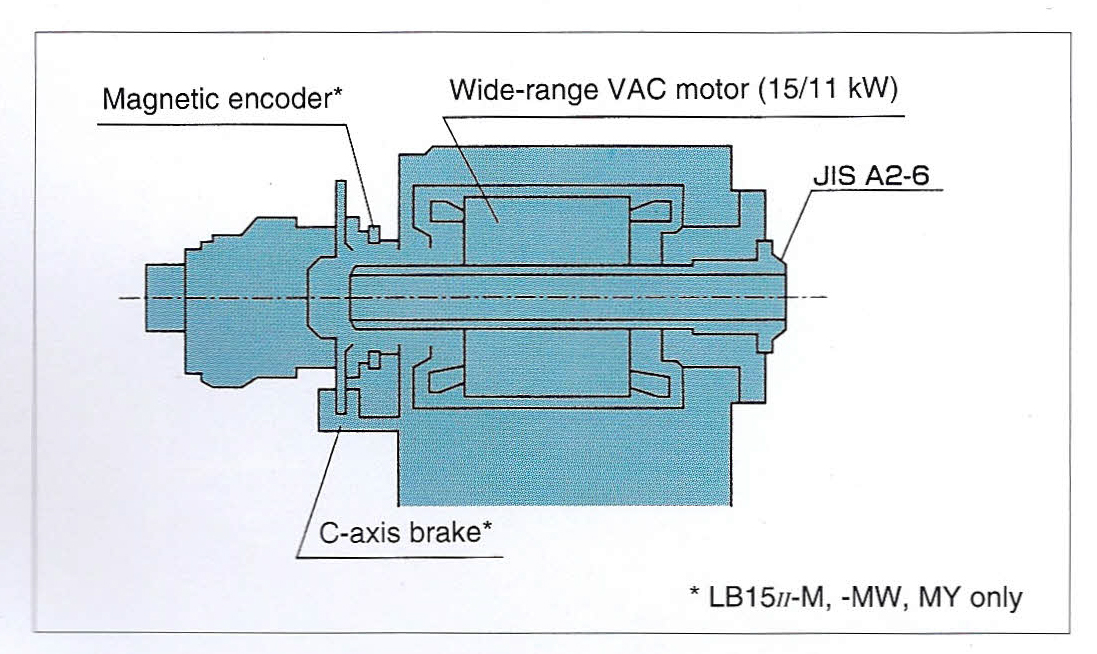
3. kép
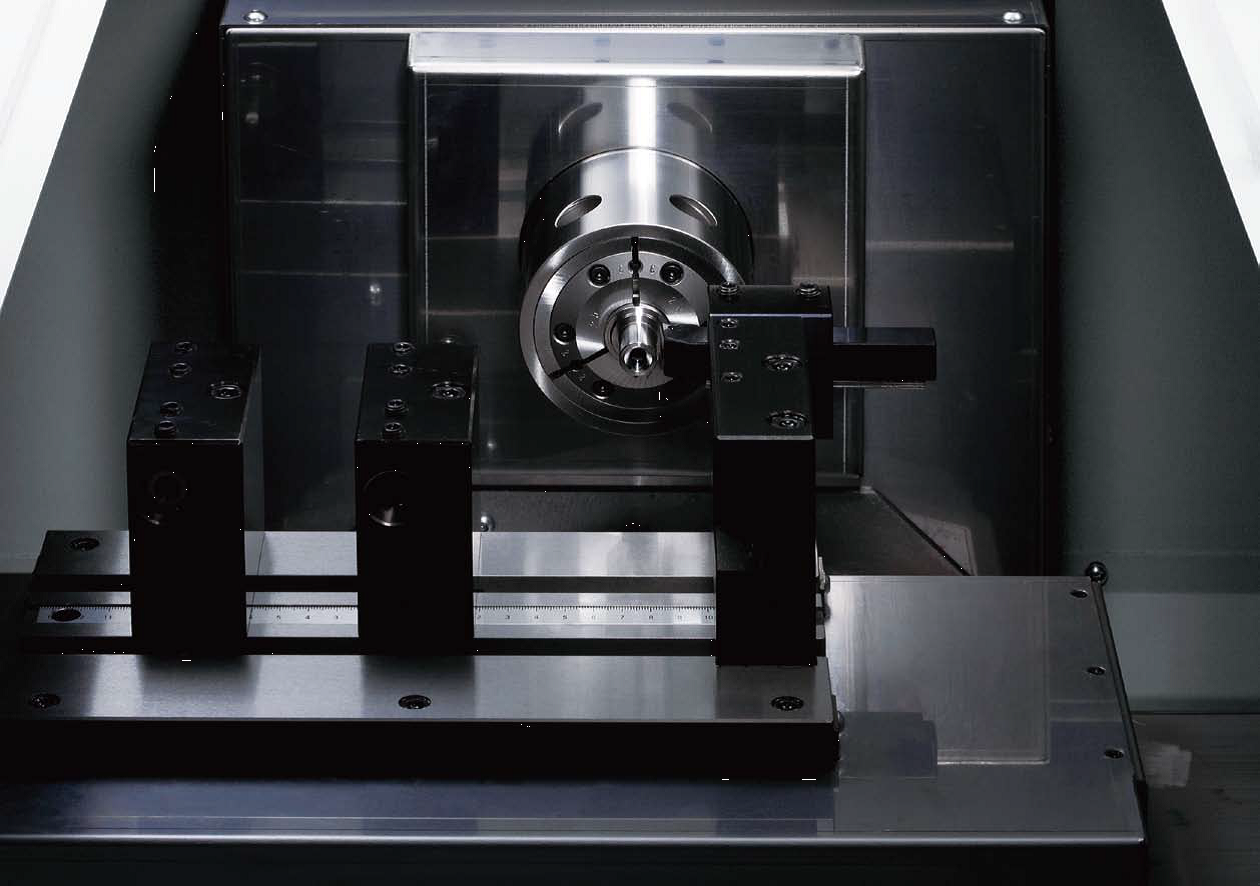
Ez a gyökeres változás egyértelműen az elektromos-elektronikai fejlődésnek köszönhető, mely a nagy teljesítmény-sűrűségű motorok és nagy dinamikát biztosító hajtás-szabályozás formájában jelentek meg. A főorsó fordulatszámnak és a dinamikának a munkadarab megfogó egységek szabnak határt. A tokmányok, patrontokmányok tekintetében és azok automatikus működtetésében is jelentős fejlesztések történtek (4. kép), de a fizika „legyőzhetetlen”, a főorsó forgásából származó gyorsulások és erők erős határt szabnak a maximális fordulatszámnak.
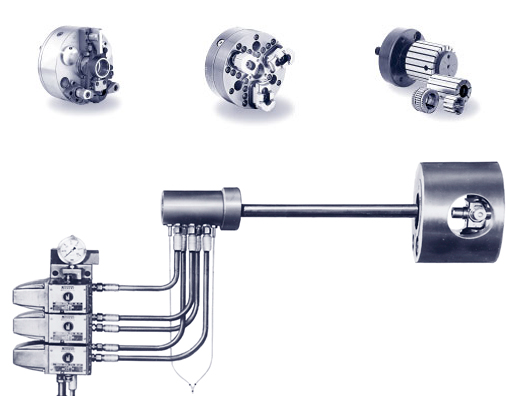
4. kép
1.2. Mellékhajtás
Klasszikus kialakítás a hossz- és keresztszánok egymásra építése, mely a CNC esztergákon is alapkivitel ( Z-, illetve X-szán). A CNC fejlődése, a műveleti koncentráció növelés igénye együttesen eredményezte, hogy a gépfejlesztések során megjelent az esztergákon is a harmadik lineáris tengely (Y). Az Y szán illetve hajtás kialakítására két megoldás lett kidolgozva:
- 1. önálló szán lett kialakítva erre a célra,
- 2. speciális kialakítású keresztszán, melyen egymással nem derékszöget (30°, 45°) alkotó 2 darab hajtás van.
Az egyik hagyományosan az X mozgást végzi, a másikkal együtt mozgatva pedig létre lehet hozni az Y irányú elmozdulást (5. kép).
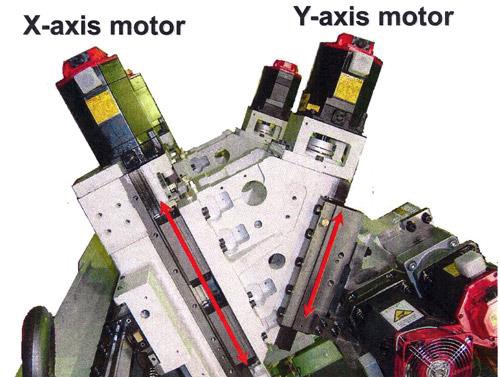
5. kép
A CNC hosszesztergák esetében „elszabadult a pokol”, a mellékhajtások száma szinte a végtelenhez közelít (6. kép); ez nagyon nagy műveleti koncentráltságot jelent, mely az elkészíthető alkatrészek bonyolultságában érzékeltethető a legjobban.
6. kép (Forrás: CITIZEN)
1.3. Szerszámozás
A CNC esztergák szerszámozása merőben eltérő a hagyományos gépekétől. Ezért a szerszám tartó- egységek is merőben más kialakításúak. Legelterjedtebb a vízszintes forgástengelyű revolverfej. A revolver-tárcsába befogott szerszámokat a megmunkáló programnak megfelelően lehet beváltani munkapozícióba. A tárcsa forgatása lehet szervomotorral, hidraulikus-motorral, vagy egyéb elektro-mechanikus illetve hidro-mechanikus szerkezetekkel (7. kép).

7. kép (Forrás: OKUMA)
Másik jellemző szerszámozás a kiterített szerszámtartó alkalmazása. Ezt a rendszert hosszesztergáknál vagy az ehhez hasonló kialakítású, szegnyereg nélküli gépeknél használják előszeretettel (8. kép).
8. kép (Forrás: CITIZEN)
2. CNC esztergaközpontok
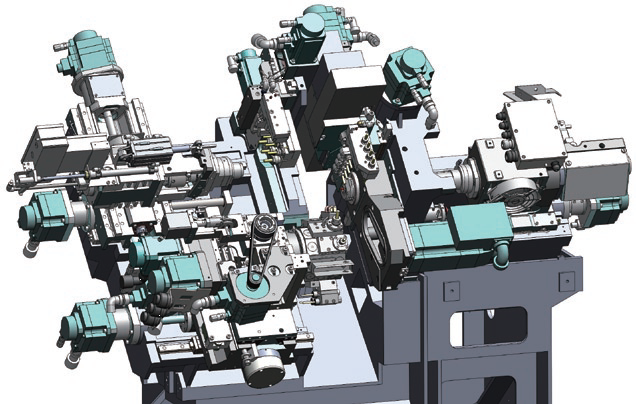
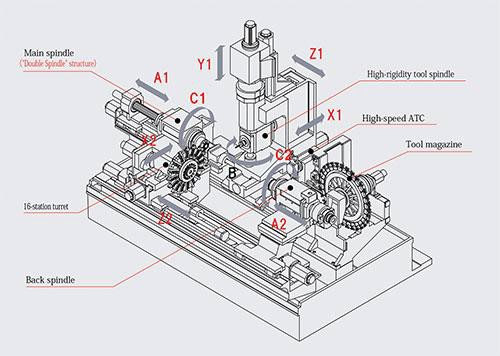
Ezeknek a gépeknek a magyar elnevezése az esztergákkal meglévő „hasonlóságból” keletkezett, de lényegüket az angol elnevezés jobban kifejezi: multi task. A különböző megmunkálási feladatok, esztergálás, fúrás, marás, menetmegmunkálás, fogazás, stb. egy befogásban illetve átfogással a két főorsó között. Ez a legkevesebb bázisváltással járó megmunkálás, mely a munkadarabok állandó minőségét garantálja. A gépek konstrukciója ötvözi az esztergák és a marógépek megoldásait. Gépi működtetésű tokmányokkal szerelt motororsó-főorsók adják a munkadarab megfogást, a mellékhajtások X, Y, Z és B alapkivitelben, valamint a főorsók adják a C tengelyeket. Ennyiféle megmunkáláshoz természetesen szükséges szerszámozás kettős:
- egyrészt szerszámtár, előkészítő és cserélő egységekkel, melyből a B tengelyre szerelt maró-motororsó szerszámellátása biztosított,
- másrészt revolver fejek az eszterga-főorsókhoz (9. kép).
9. kép
A burkolat teljesen zárt, a forgácseltávolítás automatikus, illetve a munkadarab áramlás is automatizálható igény szerint. (10. kép).
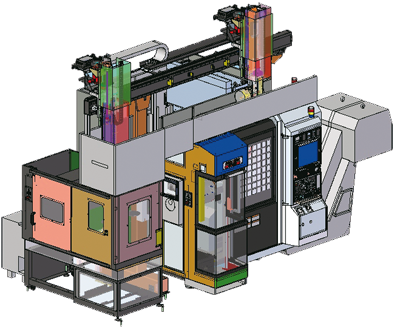
10. kép
SzerzőCsepregi Dezső