A gazdasági és ökológiai fenntarthatóság növelése szempontjából az LMD technológia kulcsfontosságú szerepet tölthet be. Ha új szerszámok és alkatrészek készítése helyett a javítás a cél, a Laser Metal Deposition/LMD egy bevált technológia, melynek potenciálja egyre nő, és egyre újabb alkalmazási területeken vetik be. A CHIRON Group OPEN HOUSE 2022 “reFORM” workshopja az LMD javítási folyamatok automatizálására összpontosított. A technológia bevezetése a gyártási, javítási folyamatokba jelentős előnyökkel járhat, hiszen a műveleti idők lecsökkennek, így aki sikeresen beépíti portfóliójába a technológiát, annak cége sokkal fenntarthatóbb működésre lehet képes.
Az LMD technológia fémpor, vagy huzal segítségével képes anyagot felvinni ezzel additív gyártást megvalósítva. A művelet meghatározó tulajdonságai a pásztázási sebesség és a rétegvastagság. Akár forgácsolással, akár additív gyártással, a nap végén az alkatrészt a kívánt minőségben és költséghatékonysággal kell előállítani, szem előtt tartva emellett az energetikai és fenntarthatósági követelményeket.

Kiemelkedő hozzáértés és szakértelem az LMD technológiával kapcsolatosan, a »reFORM« workshopon, Tuttlingenben (balról jobbra): Till Oeschger (CHIRON Group SE), Cedric Badenhagen (Siemens AG), Dominik Hipp (Hammerwerk Fridingen GmbH), Dr. Michael Nolde (Capilla Schweißmaterialien GmbH), Prof. Dr. Hadi Mozaffari-Jovein (Furtwangen Egyetem) és Axel Boi (CHIRON Group SE).
LMD folyamattechnológia – automatizált javítási műveletek
A CHIRON Group “reFORM” workshopján a németországi Tuttlingenben számos szakértő képviseltette magát, akik az automatizált LMD-folyamatok követelményeiről és azokban rejlő lehetőségekről beszélgettek. Cedric Bardenhagen, a Siemens AG Key Account Managere az additív gyártási folyamatok programozásáról tartott előadásában a következőkről beszélt: Egy újonnan gyártott, 500 mm átmérőjű és 230 kg tömegű fogaskerék teljes gyártási folyamata során majdnem 2000 kW/h-ra volt szükség. Az energia 90 százalékát az acélgyártás és a szerszám kovácsolása igényli, a fennmaradó tíz százalékot a megmunkálás és az utókezelés. Ehhez képest egy újrahasznosított acélból készült fogaskerék a gyártási energiájának „csak” 39 százalékát fogyasztja. Ha pedig egy ilyen fogaskereket automatizált LMD-eljárással javítunk, akkor egy új fogaskerék energiaigényének mindössze 17 százalékára, illetve egy újrahasznosított fogaskerék energiaigényének 42 százalékára lesz szükség ahhoz, hogy ezzel a javított alkatrésszel például egy szélturbinát újra üzembe helyezzünk. Látható, hogy az additív gyártással történő alkatrészjavítás rendkívül pozitívan hat az ökológiai lábnyomra.
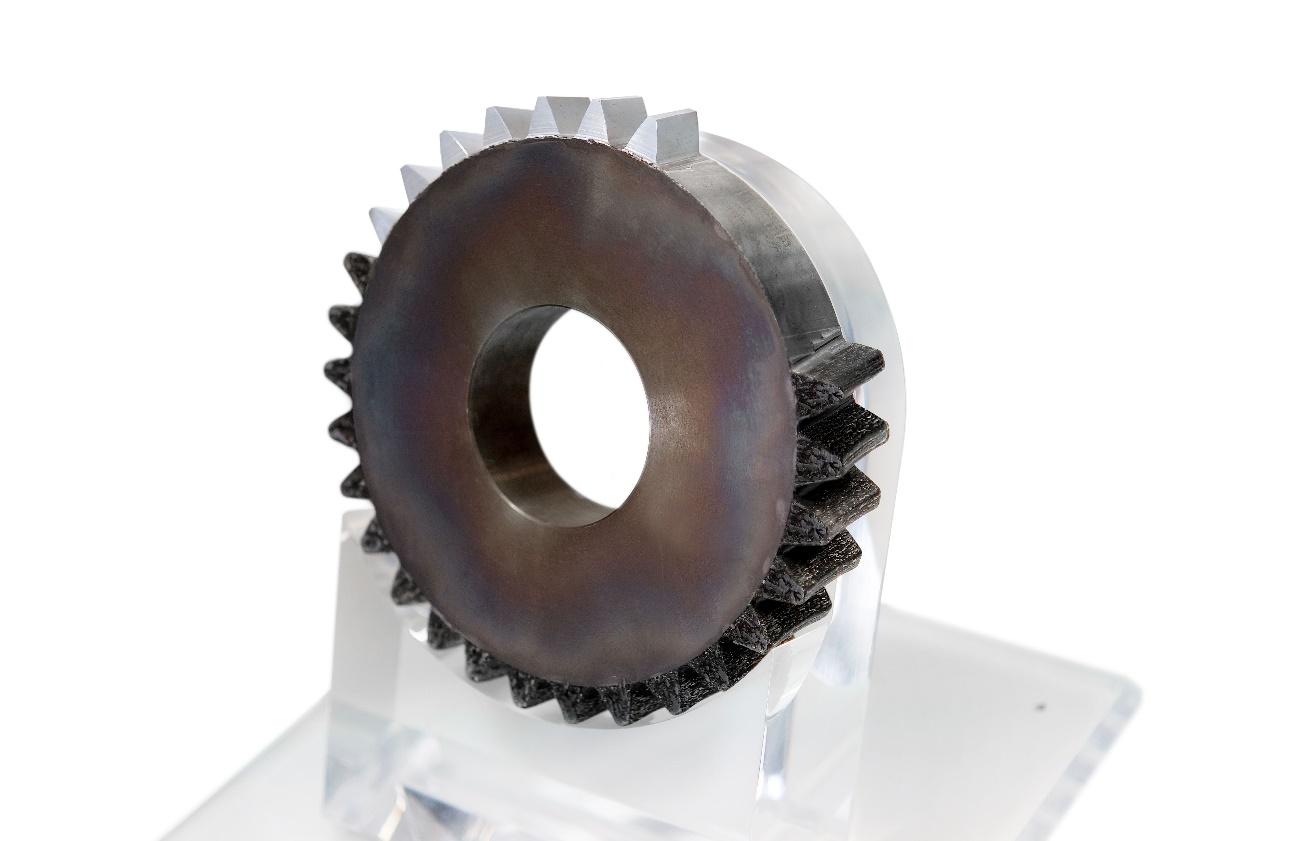
Fogaskerék a fenntartható, automatizált LMD technológiával gyártott új fogazattal.
Alapanyagok és hegesztés – azaz mennyit számít a gyártástudomány
A fémmegmunkáláshoz, kovácsoláshoz használt szerszámokhoz általában hőálló krómacélokat használnak. A feszültségek, amelyeknek egy alakító szerszám ki van téve, nagyon eltérőek lehetnek. Legyen szó akár egy 250 tonnás generátortengely gyártásához használt hegesztőszerszámról, akár egy varrat nélküli gyűrűk gyártásához használt kúphengerről – a fellépő igénybevételek minden esetben eltérőek. Dr. Michael Nolde, a Capilla Schweißmaterialien GmbH igazgatósági tagja ezt egy teljesen automatizált kovácsolóüzem példáján keresztül mutatta be, a kovácsolási nyersdarabtól a kész alkatrészig levezetve. Az ülék és a szerszám kopásállóbbá tétele érdekében különböző hegesztési eljárásokkal vas-, kobalt- vagy nikkelötvözetekből készült védőrétegeket alkalmaznak. Az, hogy mit kell figyelembe venni anyag- és eljárástechnológiai szempontból új szerszámok gyártásakor, vagy az elhasználódott szerszámok javításakor (pl. törések és kopott lyukasztószerszámok) önmagában is komoly feladat. Ez azonban az egyetlen módja a jó forma- és szerszámminőség elérésének, melynek eredménye a hosszú élettartam. Az ilyen eljárással kezelt elemek meghaladják az új, nem hegesztett kovácsszerszámok élettartamát. Ez az egyik előnye az automatizált LMD-folyamatok használatának. A workshop mintegy 30 résztvevője az elmúlt 40 év tapasztalatával gazdagodhatott egyazon rendezvényen, az előadók révén.
Többfunkciós rendszer az automatizált LMD folyamathoz – az AM Cube 3D fémnyomtató a gyakorlatban is bizonyított
A CHIRON Group Additive Manufacturing csapata, akik a workshop házigazdái is voltak, fejlett, hegesztéssel kapcsolatos tudásanyagot használtak fel az AM Cube kifejlesztéséhez. A manapság rendelkezésre álló anyagok széles választéka miatt a rendszer rugalmassága fontos kritérium egy automatizált LMD-eljárás esetében: A mindennapi gyakorlatban használt sok eltérő geometria és alapanyag okán előnyös, ha a rendszer egyszerűen cserélhető fúvókákkal rendelkezik, melyekből akár három is helyet kaphat a gépen. Néha a fémpor a preferált hegesztőanyag, máskor a huzal, így a felhasználónak minden lehetősége megvan a megfelelő kombináció kiválasztására.

Az AM Cube 3D fémnyomtató munkatere a rögzített dugattyúhajtókar-szerszámmal, melyet a demonstráció előtt előmelegítettek a megmunkálási hőmérsékletre.
Dominik Hipp, a Hammerwerk Fridingen GmbH szerszámgyártási vezetője a technológia egyik felhasználója. Feladata, hogy garantálni tudja a napi 200 tonna körüli gyártási mennyiséget. A CHIRON Grouppal együtt számos projekten dolgozik, többek között kivágógyűrűk javításán. „Az AM Cube automatizált hegesztése megfelel a minőségi követelményeinknek, és 2,5-3-szorosára növeli az élettartamot.” számol be előadásában Hipp. „Az LMD-vel végzett javítás automatizálásának másik döntő tényezője az volt, hogy a kézi hegesztéshez alig áll rendelkezésre szakember. Most, hogy az automatizált folyamat már működik, fontos, hogy a dolgozókat megismertessük az LMD eljárással, hogy a jövőben még több szerszámot tudjunk javítani, így erősítve termékeink minőségét és emellett csökkentve az ökológiai lábnyomunkat” – mondja Dominik Hipp.

Kivágógyűrű automatizált javítása. Az eredmény kevesebb anyaghasználattal és megnövekedett élettartammal jár.
Az adat kulcsfontosságú – alapismeretek, vezérlés és digitális rendszerek kombinációja
„A folyamatirányítás és a hatékony adatáramlás elengedhetetlen az automatizált LMD-megoldásokhoz” – erről Till Oeschger, a CHIRON Group AM Cube projektmenedzsere is meg van győződve. A téma mikéntjét Prof. Dr. Hadi Mozaffari-Jovein, a Furtwangeni Egyetem anyagtudósa rendkívül meggyőző előadásában mutatta be A workshop résztvevői az előadásban számos hasznos témakörről hallhattak, az anyagok fizikai-, kémiai- és mechanikai követelményeitől egészen az ötvözött anyagok felrakóhegesztéséig. Számos tényező játszik össze, melyek közé végül azok a paraméterek és adatok is beletartoznak, amelyeket az alkatrész felépítésénél fel kell használni ahhoz, hogy az automatizált LMD-folyamatok biztonságosak és reprodukálhatók legyenek.

Till Oeschger, a CHIRON Group Projekt Managere a vizuális és termikus monitorozási rendszert, a VisioLine AM-et ismerteti a workshopon résztvevőknek.
Ezek az adatok több szinten is értékesek. A Siemens NX CAM segítségével a megmunkálási folyamatok kényelmesen programozhatók a rendszer- és munkadarabadatokkal, és a digitális iker segítségével előre szimulálhatók. A hibamentes és már optimalizált program 1:1-ben átvihető a berendezésre. „Egy kivágógyűrű CAD/CAM programozásának időigénye jó 90 perc, és ez már gyorsnak mondható” – hangsúlyozza Quentin Leibinger, a CHIRON Group alkalmazásmérnöke. Az adatok a gépen történő megmunkálás során is fontos szerepet játszanak. A CHIRON Group két új digitális rendszerén keresztül minden releváns folyamatadatot rögzít: A DataLine AM azt jelenti, hogy az összes releváns folyamatadat folyamatosan és valós időben megjeleníthető, rögzíthető és dokumentálható egy kompakt jelentésben. Ez lehetővé teszi a termék- és folyamatminőség pontos értékelését. A VisioLine AM több kamerarendszer által rögzített videofájlt jelenít meg és ment el. A paraméterek és tűréshatárok bevitele után ezek referenciaadatként szolgálnak, és bármilyen eltérés esetén a rendszer azonnali, célzott lépéseket tehet. Ez rendkívül nagy előny a dolgozó számára. Leibinger és Oeschger egyetértenek: az adatok folyamatos gyűjtése és elemzése nagyban segíti az ideális technológia meghatározását.

Különleges, LMD eljárást igénylő szerszámok Quentin Leibinger (a CHIRON Group Additive Manufacturing mérnöke) tolmácsolásában.
A kulcsrakész megoldás – gyártásindítás akár egy gombnyomásra
Ha egy mondatban kellene átadni a hallottakat egy cég dolgozóinak, a jelmondat a következő lenne: “Javíts, ne gyárts újat!” Az LMD technológia implementálása kétségkívül komplex feladat. A forgácsolási eljárásokhoz hasonlóan azonban a technológiai partnerek, a szakértői tudás és a közös projektekből származó tapasztalat új, innovatív megoldásokat tesznek lehetővé. A workshopon elért eredmények és a megszerzett ismeretek is jó alapot teremtettek ahhoz, hogy elinduljon ez a folyamat. A technológia a jövőbeli fenntarthatóság szempontjából kulcsfontosságú lesz.
Bernd Risse, a Werkzeugtechnik Plettenberg GmbH & Co. KG üzemvezetője és workshop résztvevő:
„Ez egy rendkívül érdekes workshop, amely átláthatóan mutatta be az LMD lehetőségeit a kovácsszerszámok javításában. Kovácsszerszám gyártóként, a workshop még inkább meggyőzött minket arról, hogy folytassuk és fokozzuk a CHIRON csoporttal már megkezdett együttműködésünket. Számunkra a 3D nyomtatás sorozatos alkalmazása a javítóhegesztéshez egy olyan további fejlesztés, amelynek mind stratégiai, mind technológiai szempontból nagy jelentősége van.”

ForrásRolatast
További információ:
A CHIRON hivatalos hazai forgalmazója, a Rolatast Kft. honlapján.