Probléma felvetés
Ahogyan korábbi cikkünkben említettük, néhány szerszámcserével kapcsolatos lehetséges hibára és azok kiküszöbölésére szeretnék alkalmazási példát mutatni.
Új alkatrész gyártásának indításakor, illetve kopás, törés vagy szerszám élettartam lejárta miatt cserélik a szerszámot. Minthogy minden kézi beavatkozásnál, itt is fennáll emberi tévedés lehetősége, így előfordulhat, hogy nem a megfelelő tárhelyre töltik be a befogóba szerelt szerszámot. Ha a szerszám geometriája jelentősen eltér a vezérlőben megadott értékektől, a megmunkálási műveletek nem a várt módon fognak végbe menni. Ez a hiba a szerszám, a munkadarab, a készülék, rosszabb esetben a megmunkálógép sérüléséhez is vezethet.
Hasonlóan, ha a szerszámot nem megfelelően szerelik a szerszámtartóba és a szerszám kinyúlás jelentősen eltér a tervezettől, szintén problémákat okozhat. Nagyobb kinyúlás esetén csökken a szerszám merevsége, terhelés alatt nagyobb lesz a kihajlás, ami a megmunkálás pontosságát rontja. Rövidebb kinyúlás esetén a férőhely csökkenése miatt megnő a fentebb említett sérülések kockázata.
A szerszámok bemérése mindig terheletlen állapotban történik. Függetlenül attól, hogy külső eszközben, vagy a megmunkáló téren belül történik, a forgácsoló erő hatására fellépő kihajlás nincs számításba véve, ez a kisebb eltérés szűk tűrésmezők esetén nem mindig elfogadható.
![]()
Ne hagyja ki a Renishaw soron következő webinárját. Regisztráljon itt!
![]()
Megoldások
A megmunkáló gépbe telepíthető automatikus szerszámbemérő segítségével határozzuk meg a szerszám hossz és átmérő/sugár geometriáját, amikor szerszámot cserélünk. Mintegy biztonsági ellenőrzésként a mért értékeket összehasonlítjuk egy előre megadott értékkel. Ha az eltérés a megadott tűrésen kívül esik, úgy van lehetőségünk biztonságosan megállítani a megmunkálási folyamatot elkerülve a selejt darabok gyártást, illetve a sérüléseket.
A munkadarab bemérő segítségével megmérünk egy-egy jellemző aktuális méretét és frissítjük az adott szerszám korrekciós értékeit. Sokszor hatékony megoldást jelent, ha szándékosan hagyunk ráhagyást – a szűkebb tűrésű jellemzőkön – az elősimítási stratégia részeként, majd ezen ráhagyások mérési eredménye alapján valós időben tudjuk frissíteni a szerszámkorrekciót, még a simítást megelőzően.
Előnyök
Szerszámhossz ellenőrzés:
- Biztonságosan „fülön csíphetők” az emberi hibák, még a megmunkálás megkezdése előtt, elkerülve a sérüléseket
- Nem jár ciklusidő növekedéssel, mivel az ellenőrzés a szerszámbemérő ciklus része
Valós idejű szerszám korrekciózás:
- A folyamat pontos beállítása a névleges értékre minden ciklusban
- Nincs késleltetés, a visszacsatolás és a korrekció azonnali
- A valós felületek összehasonlítása a programozott értékkel ugyanabban a koordináta rendszerben
- Automatikus szerszámadat frissítés, következetesen, emberi hibák nélkül
- Lehetővé teszi az operációk folyamatosságát leállás vagy várakozási idő nélkül
- A műveletek pontosságára vonatkozó információk automatikusan generálódnak, biztosítva a minőséget és a folyamatképességet
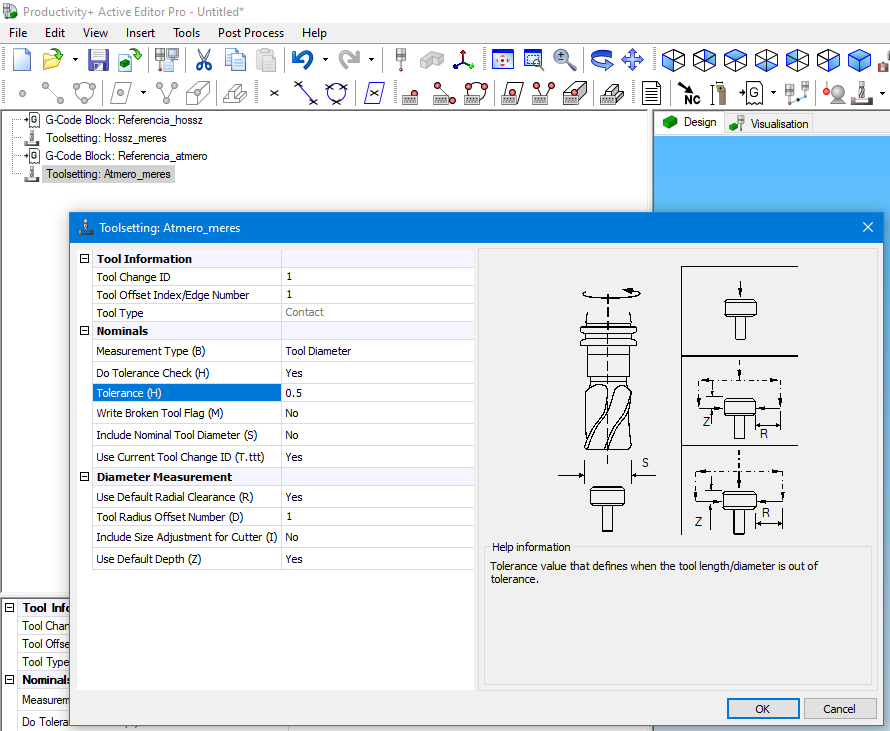
Példa a szerszám hossz és átmérő ellenőrzésre
Szerszám adatok:
- 6 mm szármaró, tárhely 1, hossz korrekció 1, átmérő korrekció 1
- Referencia hossz 150 mm
- Megengedett hossz eltérés 1 mm
- Referencia átmérő 6 mm
- Megengedett átmérő eltérés 0.5 mm
Programozás Productivity+ szoftverben:
Programozás Set & Inspect szoftverben:

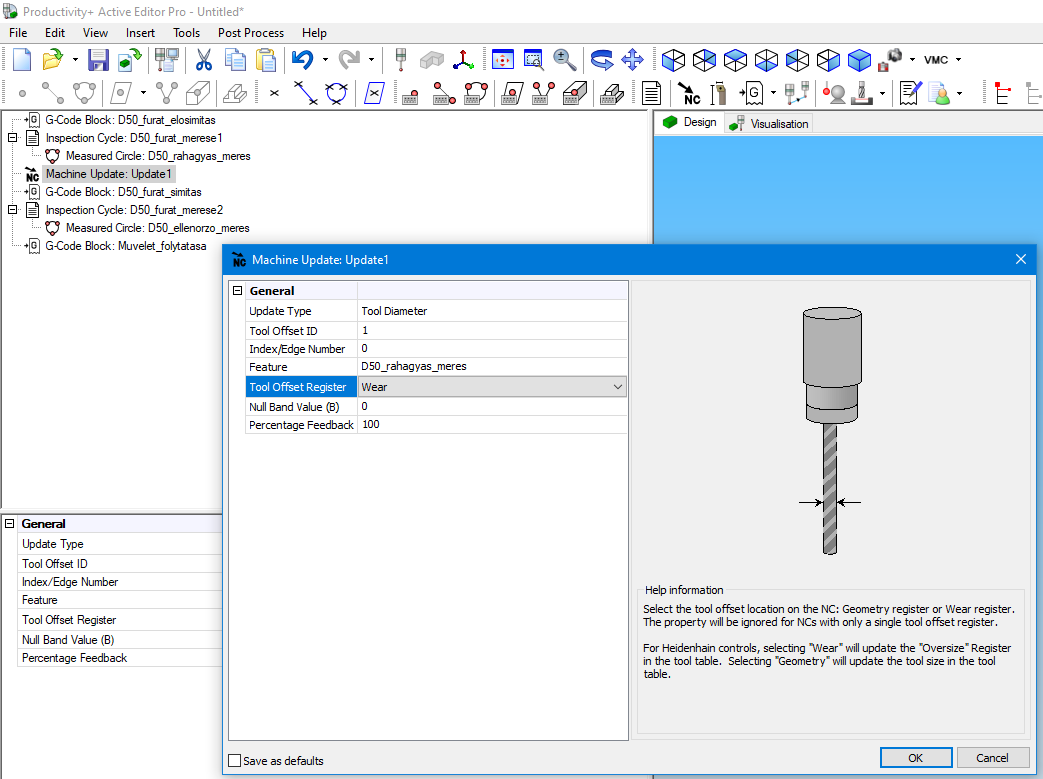
Példa a szerszám átmérő korrekcióra
∅ 50 mm furat megmunkálása 1-es szerszámmal, elősimítás mérése, ez alapján a szerszámsugár korrekciózása, majd a furat simítása és ellenőrző mérése.
Programozás Productivity+ szoftverben:
Programozás Set & Inspect szoftverben:
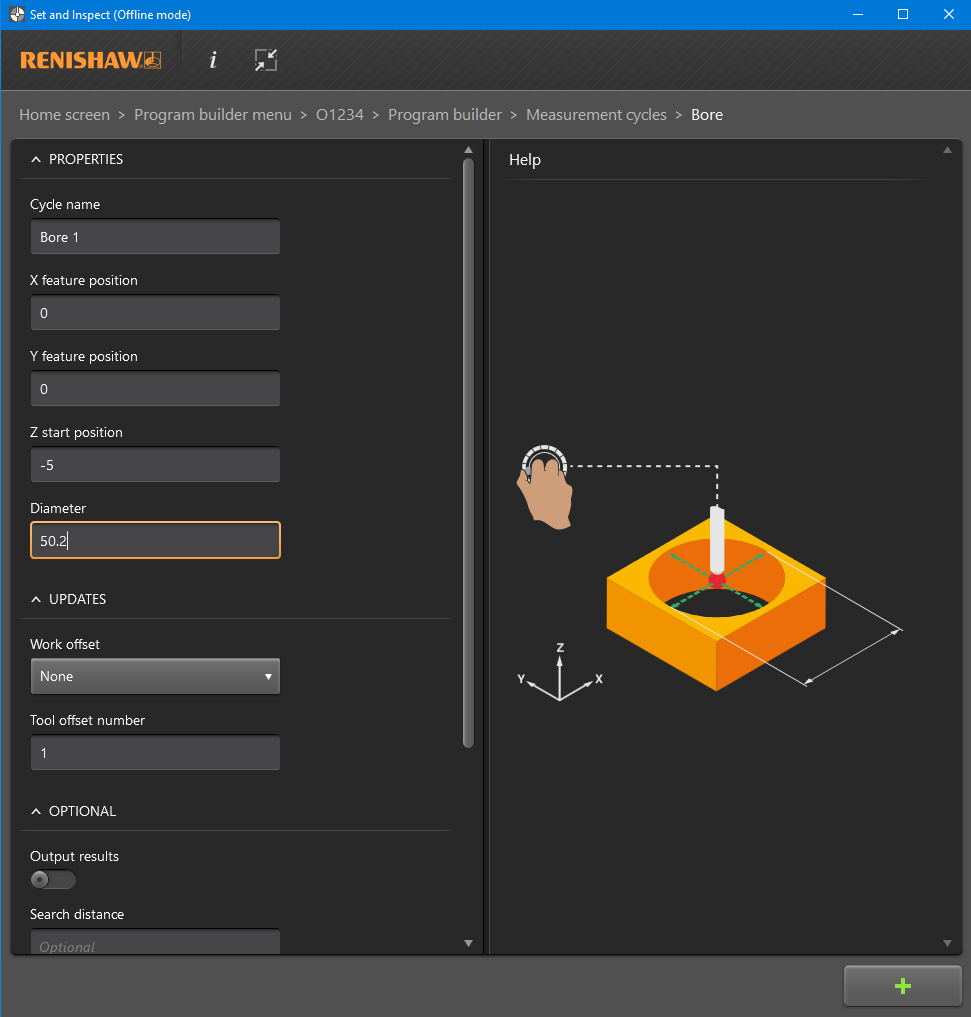
![]()
Kérdése van a témával kapcsolatban?
Regisztráljon most a Renishaw Magyarország Kft. következő webinárjára, ahol szakembereik válaszolnak!
![]()
SzerzőBurján Tamás – műszaki vezető, Renishaw Hungary Kft.