Probléma felvetés
Ahol a nyersanyag, illetve előgyártmány befogása – csak részben is – a gépkezelő gyakorlatán, vagy megítélésén múlik, ott mindig felmerül a hibázás lehetősége. Ezek a hibák pontatlan kiállításhoz, egyenetlen ráhagyáshoz, vagy az előző műveletekben már elkészült jellemzők helytelen pozíciójához vezethetnek, ezek az eltérések utómunkát, vagy az alkatrész leselejtezését eredményezhetik.
Rosszabb esetben a pontatlan kiállítás ütközéshez, a szerszám, vagy a megmunkálógép sérüléséhez vezethet, ami hosszabb állásidőt, termeléskiesést jelent. Ez megtörténhet olyankor, ha nem a befogott nyersanyagnak, előgyártmánynak megfelelő megmunkáló programot töltik be. Az előgyártmány nagy méreteltérései, illtetve a nagyon pontatlan befogás, szintén ütközéssel járhat. A munkadarab azonosítás mindkét esetben jól alkalmazható a nem-megfelelőségek felderítésére a megmunkáló program indítása előtt.
Bonyolult és drága készülékezéssel csökkenthető az alkatrész befogás pontatlansága, de számos tényező nem küszöbölhető ki teljesen ezekkel sem. Ilyenek például a gépkezelői hibák, forgács feltapadás, előgyártmány méretszórása.
A megoldás
Egy munkadarab bemérő segítségével mérési pontokat vehetünk fel a nyersanyagon (vagy az előzőleg már megmunkált felületeken), így azonosíthatjuk a munkadarabot, ellenőrizhetjük a befogás pontosságát és az előgyártmány méreteit. A mérési eredményeket összevetve az előre definiált határeltérésekkel eldönthetjük, hogy megállítjuk-e a folyamatot (elkerülve az ütközéseket és a selejtet), vagy megfelelő mérési eredmények esetén – akár a nullpont frissítése mellett – elindítjuk a megmunkálást.
Előnyök
- Az alkatrész befogás során előforduló gépkezelői hibákból adódó selejt arány és az ütközések, szerszám és gép sérülések csökkenése.
- Lehetővé válik az egyszerűbb, olcsóbb befogók, készülékek használata. Ez különösen lényeges lehet kisebb sorozatú, széles termékskála esetén.
- Megfoghatóvá válnak a „különleges okok”, a véletlenszerűen előforduló hibák, mint például az alkatrész alá került forgács, eltérés az előgyártmányban, vagy sorja okozta pontatlan befogás.
Példa
Kis méretű, nagy mennyiségben gyártott optikai leolvasófej ház gyártása két operációban történik. A második operációnál az alkatrészek tájolása a készülékben az előzetesen már megmunkált felületek és a készülék kapcsolódásától függ.

Leolvasófej ház a második művelet előtt
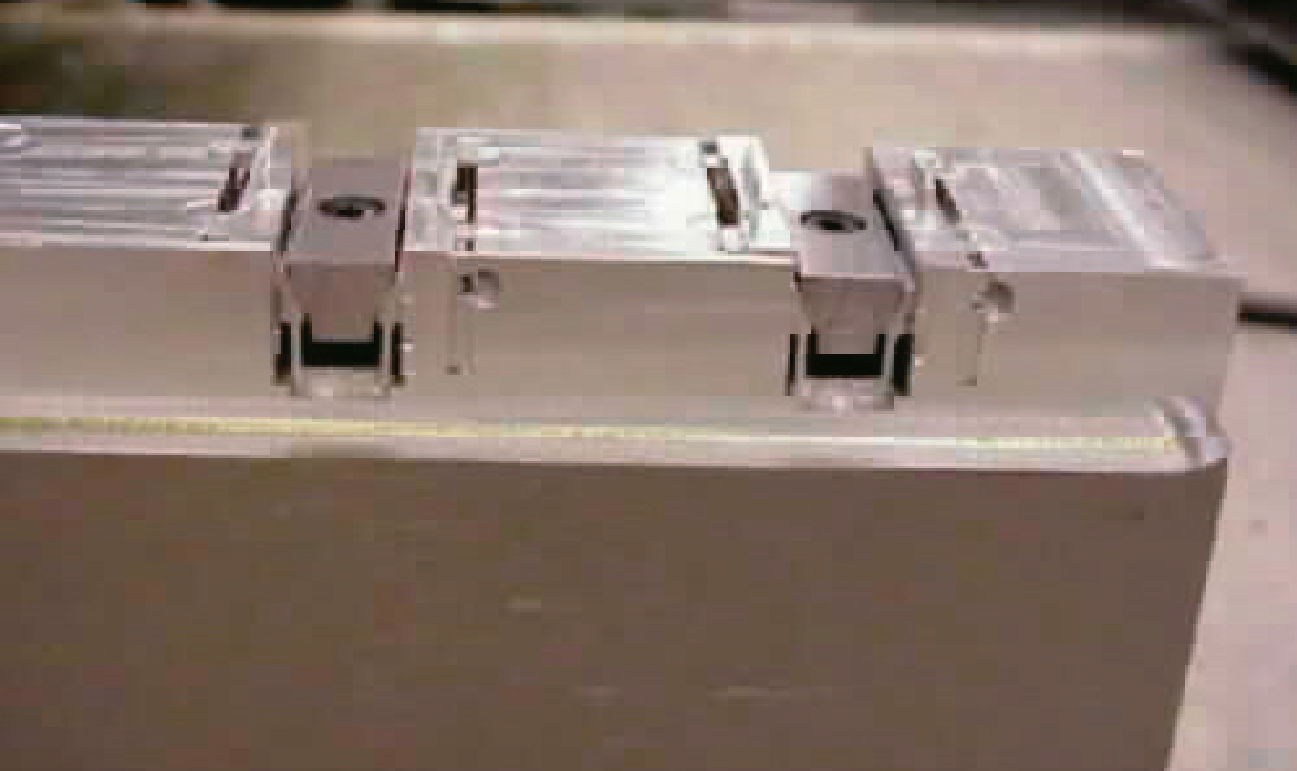
4 db ház a készülékbe befogva
A kicsi geometriai méret, a kétértelmű orientáció és a kis tömeg következtében az alkatrészek elhelyezkedése bizonytalan a készülékben.
A befogás pontosságát főleg a következő tényezők befolyásolják:
- A gépkezelő ügyessége és gyakorlata
- Az alkatrészek tisztasága
- Sorja az előző megmunkálás után
Munkadarab bemérőt használunk, hogy ellenőrizzük az alkatrész pozícióját és orientációját a készülékben:
- A tökéletlen pozícionálás korrigálható nullapont eltolással
- Ha a hibás orientáció nem korrekciózható, a folyamatot megállítjuk és a gépkezelő újra beállíthatja a munkadarabokat
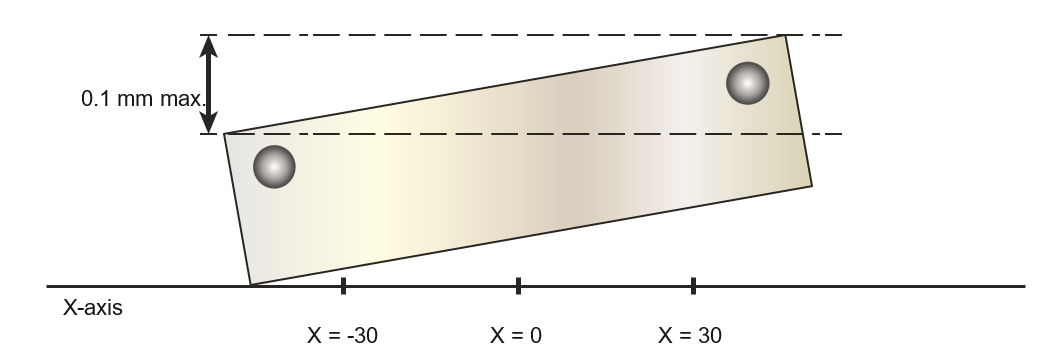
Az alkatrészek orientációjának ellenőrzése az X tengely mentén felvett két Y irányú tapintási ponttal történik, X=-30 és X=30 koordinátákon. Majd ellenőrizzük a két pont Y értékének különbségét, mely maximum 0.1 mm lehet. Nagyobb eltérés esetén a folyamatot megállítjuk.
Ennek megvalósítása Productivity+ szoftverben:

Illetve az Inspection Plus makrócsomag segítségével:

Amennyiben lehetőség van a nullapont, vagy az orientáció korrekciózására:


![]()
Kérdése van a témával kapcsolatban?
Regisztráljon most a Renishaw Magyarország Kft. következő webinárjára, ahol szakembereik válaszolnak!
![]()
SzerzőBurján Tamás – műszaki vezető, Renishaw Hungary Kft.