A technika előre haladásával számos olyan műszaki megoldás kerül hanyagolásra vagy akár elfeledésre, melyek egy-két szempontból jobbnak bizonyulnak. Ez nem azt jelenti, hogy „általában véve” jobbak, pusztán azt, hogy vannak olyan helyzetek, amikor alkalmazhatóságuk újra előtérbe kerülhet.
A gyártástechnológiák között is számos olyan szerszámkialakítás vagy gép van, melyeket egyáltalán, vagy alig lehet felfedezni a gyártóműhelyekben. Egy adott technológiát számos tulajdonsággal lehet jellemezni: gyorsaság, megtérülés, széleskörű alkalmazhatóság, stb. Mindig a piaci körülmények határozzák meg, milyen tulajdonságú technológiák bizonyulnak a „legkorszerűbbnek”. Ám vannak olyan speciális helyzetek, amikor egy adott tulajdonság sokkal nagyobb hangsúlyt kap, a „modern” technológiákkal ezen helyzetben felbukkanó akadályok nehezen áthidalhatók, ilyenkor érdemes leporolni a régi technológiákat és szétnézni közöttük. Ebben a cikkben egy olyan szerszámgépet mutatunk be, mely egy nagyon régen alkalmazott technológiára épül, a tárcsás vezérlésre.

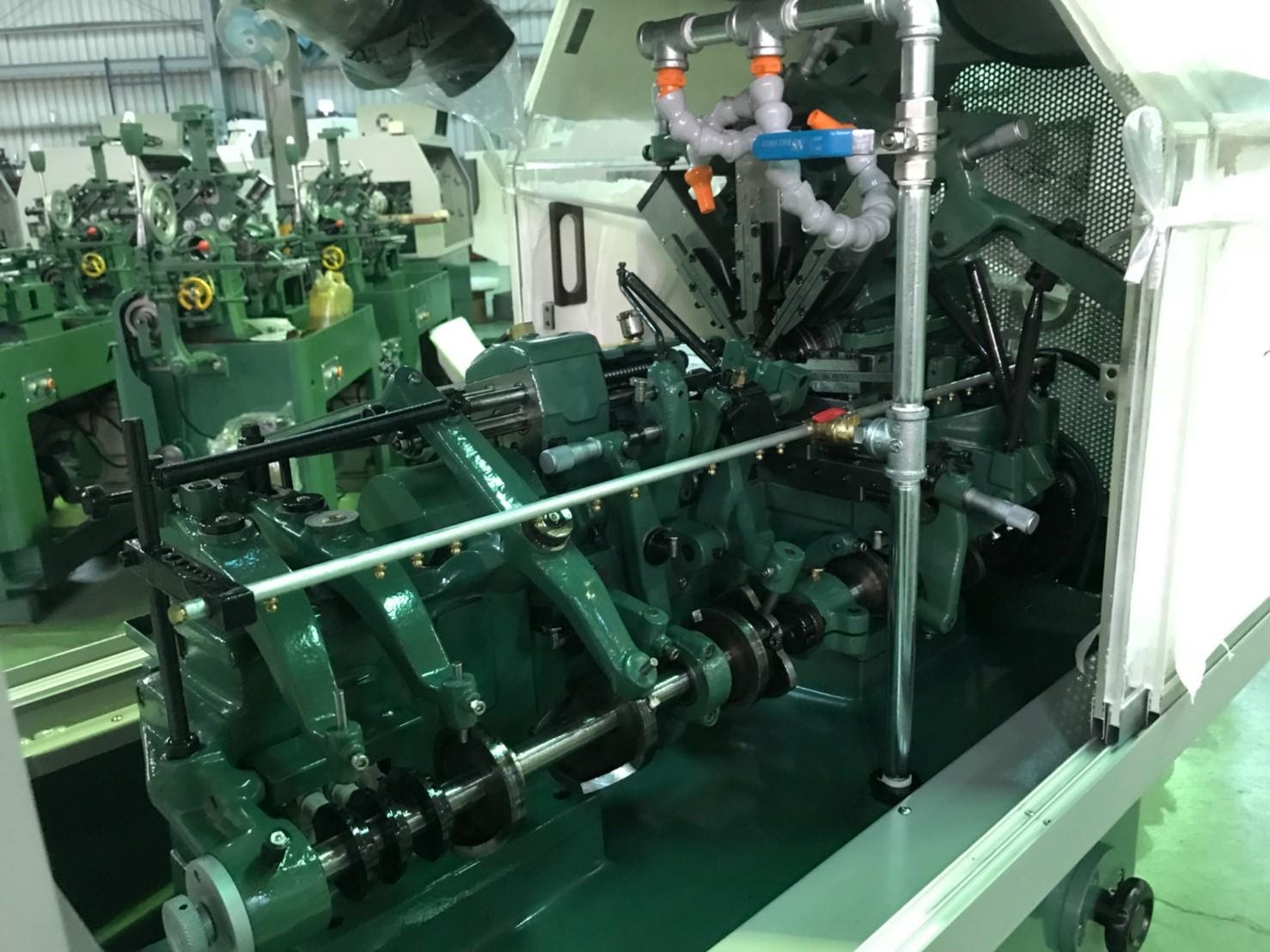
1. ábra: Automata eszterga felépítése
1. A vezértárcsás automata-eszterga felépítése
A gép mozgó egységeit vizsgával egy hossz-esztergára hasonlítanak. A főorsó vízszintes elhelyezkedésű, a munkadarab előgyártmánya rúdanyag, melyet a főorsón keresztül lehet adagolni. A szerszámok elhelyezkedése a főorsó körül is hasonlít a hosszesztergákéhoz. A főorsó szíjon keresztül kapja a hajtást az orsómotortól. A főorsóban a rúdanyag rögzítése patronos megfogású.
Az első különbség, hogy ebben a géptípusban csak egy darab motor van, és ez az egy motor adja a hajtást a fő – és mellékorsóknak, a szivattyúnak, egyéb perifériális egységeknek. A főorsó és a mellékorsók mozgásának vezérlése vezérlőtárcsákkal történik. Mindegyik adott mozgássorhoz (kvázi programhoz) tartozik egy tárcsasor. A vezérlőtárcsák tengelye szinkronban forog – adott áttétel mellett – a főorsóval. A vezértárcsa tengelyén található tárcsákra kimunkált pályák határozzák meg a mellékmozgásokat, főorsó patronszorításokat-oldásokat, rúdadagoló előtoló-jel leadásokat, stb., mely mozgásokat különböző karos mechanizmusok követik le, így vezérelve a mellékmozgásokat. Mindegyik alkatrészhez így külön tárcsasor tartozik, melyet egyedileg szükséges legyártani. Megtervezésük ezen tárcsáknak elsőre bonyolultnak tűnnek, ám alapvető összefüggések ismeretében könnyen kivitelezhetők.

2. ábra: Automata eszterga vezértárcsás tengelye
A szánok vezetékezése csúszóvezetékes kialakításúak, így biztosítva maximális pontosságot és merevséget. A gépváz öntött vasból van kiöntve, így kiváló a rezgéscsillapító tulajdonsága.
2. Technológiai lehetőségek, tulajdonságok
Az eszterga alapvetően kisméretű (általában: Ø 15-40 mm, hossz 100 mm), egyszerűbb geometriájú alkatrészek gyártására alkalmas. A technológiai repertoár közül az alábbiak kivitelezhetők ezzel a géptípussal: homlok- és palástesztergálás, le- és beszúró esztergálás, váll- és letörés esztergálás, központfúrás, opcionálisan a központfuraton menetfúrás. Homlokesztergálást mind az öt szerszámférőhellyel képes, palást esztergálást két szerszámférőhellyel. A letörések alakos késsel munkálhatók meg.
Az öt darab, a főorsó körül radiálisan elhelyezkedő szerszámférőhelyek közül mind az öt radiális mozgást végez, közülük kettő állítható be axiális irányú mozgásra is, így lehet vállakat kimunkálni. Mindegyik szerszámférőhelybe egyedileg, az adott darabhoz készített esztergakés helyezhető be.
3. ábra: A vezértárcsás tengely a szán mögött helyezkedik el
Az ilyen szerszámgép előnye a többi esztergagépekhez képest (legyen akár CNC gépről szó) a gyorsasága, a nagyon rövid ciklusidők. Ezen esztergagépnél a mellékmozgások mechanikusan vannak szinkronizálva, így a különböző műveletek között nincs holtidő. Egyszerre is mozoghatnak a kések, a megmunkálási műveletek párhuzamosíthatók, hiszen a szerszámok mozgási pályáin csupán egy hely van, ahol ezek metsződnek, az pedig a főorsó (így a munkadarab) középvonala, a szerszámok munkadarab körüli radiális elhelyezkedésének köszönhetően. Mivel egyszerű geometriák forgácsolására alkalmas a gép, így a mellékmozgások is viszonylag egyszerűek, gyorsak.

4. ábra: Automata eszterga egyszerre több forgácsolási műveletet végez el
A másik kiemelkedő tulajdonsága az egyszerűsége. Mivel a legtöbb eleme a gépnek mechanikus így a karbantartása, javítása egyszerű és gyors. Továbbá, egyszerűbb gépkialakításnak, a teljesítményelektronikai elemek hiányában a beszerzési ára is lényegesen alacsonyabb, mint például egy azonos mozgástartományú CNC hossz-esztergái, így a megtérüléséi rátája is jelentősen kedvezőbb. Például, egy ilyen automata eszterga szervós rúdadagolóval ötöd annyiba kerül körülbelül, mint egy hasonló tulajdonságú CNC gép, ugyanis az ilyen jellegű automata esztergákhoz is illeszthetők szervós rúdadagolók .
Mivel a gép kezeléséhez, munkadarabra állásához alapvetően mechanikus ismeretek szükségesek, így a gép üzemeltetése sokkal egyszerűbb, nem igényel speciális szaktudást az alapvető forgácsolástechnikai ismereteket leszámítva. A szerszámkorrekció a mikrométerek segítségével történik.
A gyártó 4 típúsban gyárt ilyen jellegű szerszámgépeket, maximálisan Ø40 mm-es rúdátmérőig.
A gépek forgalmazását a Robot Rent D.o.o. végzi. Jelenleg Magyarországon megtekinthető ilyen jellegű gép kérésre.
SzerzőVecseri Gábor
További információ:
Gábor Vecseri
Robot Rent D.o.o
Fő utca 11., 9220 Lendava ,Slovenia
Tel: +36 20 618 8911
e-mail: info@rrmachine.eu
Web: rrmachnie.eu
Facebook: https://www.facebook.com/robotrentmachine