A Gépész Tuning Kft. épületének előterébe lépve és átsétálva a megannyi versenyautó alkatrész között, azonnal nyilvánvalóvá válik a tulajdonosok motorsport iránti rajongása. Ezen a kellemes kora őszi napon a vállalt ügyvezető igazgatójával, Csík Zoltánnal beszélgetünk a cég kezdeteiről, munkamódszereikről és a gyártásuk szoftveres hátteréről.

CNCMedia: Mesélnél egy kicsit a cég alapítási körülményeiről és a kezdeti időszakról?
Csík Zoltán: Édesapámmal közösen alapítottuk, amikor én még másodéves gépészmérnök hallgató voltam. Versenyautókhoz, illetve tuning autókhoz gyártottunk alkatrészeket. Egy otthoni garázsból, édesapám műhelyéből indultunk kisvállalkozásként.
Azok között, akiknek tuning alkatrészeket gyártottunk akadtak olyanok, akiknek volt cégük és kerestek forgácsolót. Így következett a különböző alkatrész gyártás. Felmerült, hogy ha egy autó alkatrészt megtudunk csinálni, akkor miért ne tudnánk 20 darab alátétet készíteni mondjuk valaki betonkeverőjéhez. Innen jöttek a korai munkák.
Ezután vettük meg az első CNC gépünket, ami révén kerültünk Attilával kapcsolatba. Az első CNC eszterga gépünkön már palástba szöveget gravíroztunk. Tehát nem egyszerű dolgokat kérdeztünk Attilától és ezek programozásában is tudtak segíteni.

CNCMedia: Most mivel foglalkoztok, mi a fő profil?
Cs.Z.: Egyedi és kis szériás gyártással foglalkozunk. Főleg a bonyolultabb, nehezebben gyártható alkatrészekkel. A kis szériánál 50-100 darabig vállalunk gyártást. Főként az egyedi rész az erősségünk. Célgépekhez gyártunk alkatrészeket, ahol minden alkatrészből egy vagy kettő darab kell.
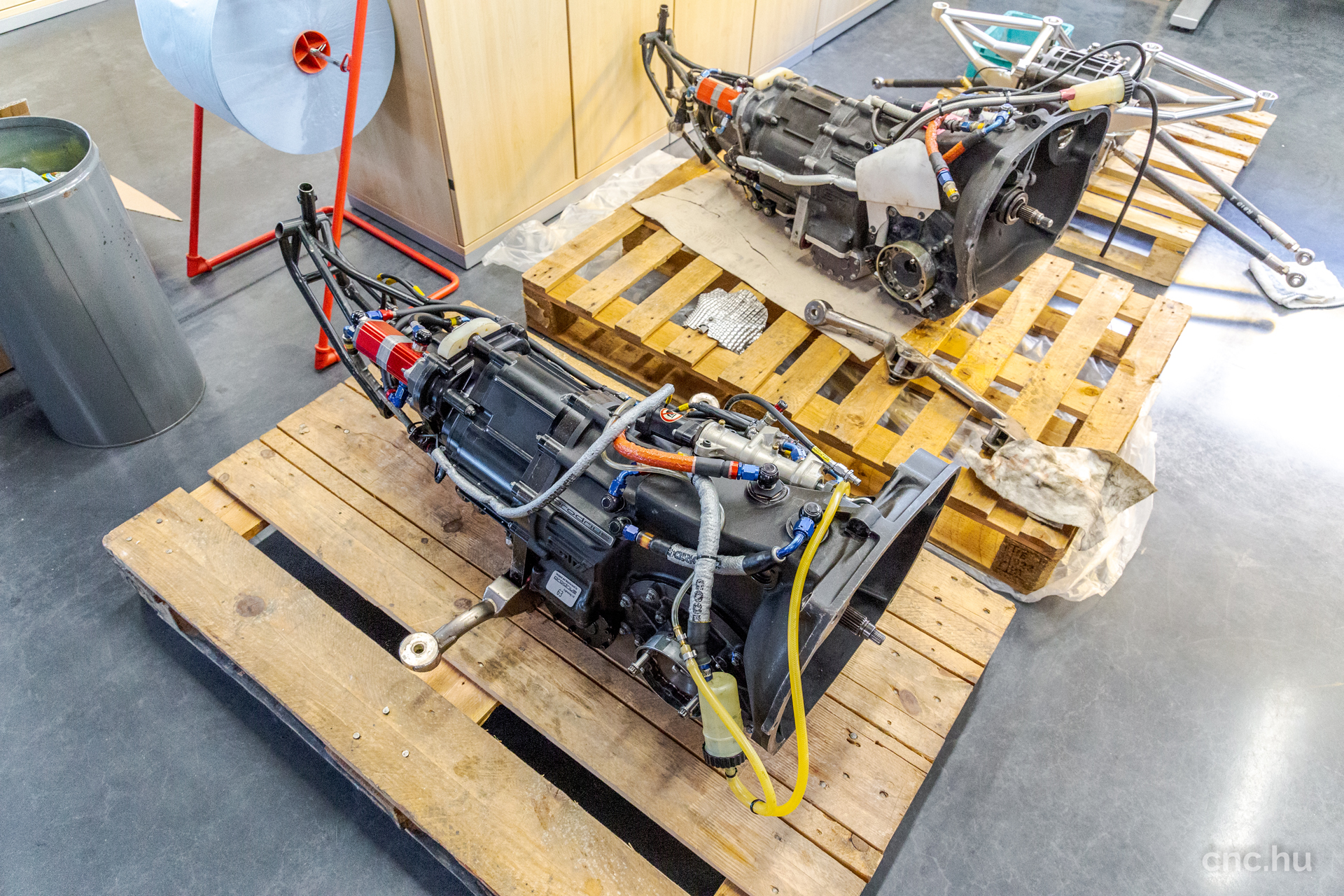
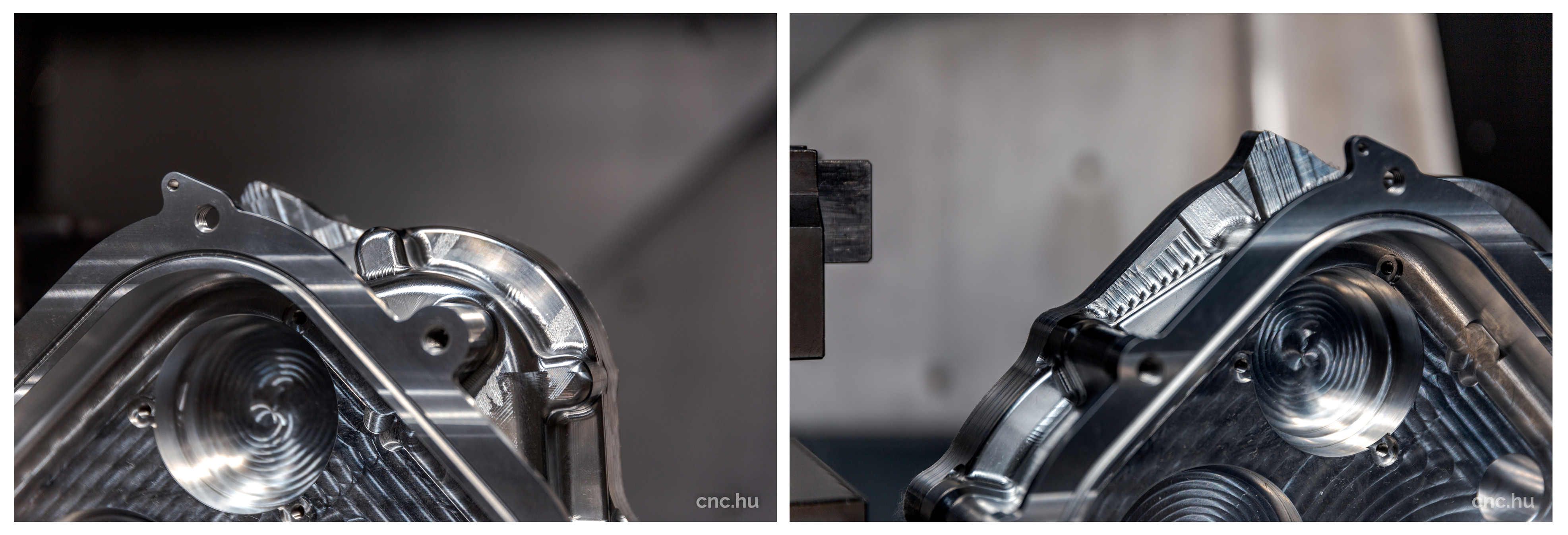
Mivel a szívem mindig motorsporthoz húz, ezért gyártunk motorsporthoz is alkatrészeket. A kint látható versenyautóknak váltóházakat, differenciálmű házakat, csonkállványokat, hengerfej beömlő csatorna marást is. Ezeket sajnos túlnyomórészt külföldre gyártjuk.
Pár éves szerszámgépeink vannak, amik a legmodernebb technológiát képviselik. Mellette a szoftverek is megvannak hozzá, illetve a különböző szerszámok. Ha ezeket mind összeadjuk komoly költség jön ki, amit sajnos itthon kevesen tudnak megfizetni. Sokan szeretnének olyan alkatrészeket, amiket mi tudunk gyártani, de amikor szembesülnek az árával, akkor elgondolkoznak, hogy mégsem fér bele nekik.
Akik hallottak a Gépész Tuning Kft-ről, általában mindenki azt mondja, hogy nagyon jól dolgoznak, szépen, nagyon gyorsan, viszont nagyon drágák. Ezt mindenhonnan megkapjuk.
Viszont így tudunk figyelni olyan dolgokra, hogy ha egy olyan alkatrész kell a vevőnknek, amin speciális menet van, akkor én megveszem a hozzá való kalibert és megnézzük. Ennek valahol az alkatrész árában benne kell lenni. Tudom, hogy az általunk gyártott munkahengert vagy egyedi célgép alkatrészt miután tőlünk elviszik, azt valaki össze akarja szerelni. Jó esetben idehaza, de kiküldhetik Németországba vagy Afrikába is. Ha ott derül ki, hogy ez a menet nem megy össze, akkor az nagyon drága lesz mindenkinek.

CNCMedia: Kik a fő megrendelők, milyen piacra gyártotok általában?
Cs.Z.: Festo, Knorr Bremse, Rehau akiknek gyártunk alkatrészeket. Sehol sem a nagy szériákat.
A Festonak például egyedi munkahengereket gyártunk. A Knor Bremsenek kísérleti részre gyártunk egy-egy darabokat, amit le tudnak tesztelni. Elindult egy közös együttműködés a Densoval is. Az utolsó gépbeszerzésünket velük egy közös pályázatban valósítottuk meg, melynek keretében több gépet, szoftvert és számítógépet vásároltunk. Ezek között volt az ONA huzalszikraforgácsoló és egy eszterga gép is. Ez egy beszállítói fejlesztési program volt, közepes és nagy szériákra.

Az egyedi alkatrészeken belül, nem csak multi cégeknek gyártunk célgépeket. A mérnökirodák közül az eCon Enginneeringgel vagyunk kapcsolatba és folyamatosan egyeztetünk, hogy milyen projektjeik vannak, milyen gépek kellenek.
CNCMedia: Szerinted mik a cég erősségei és mik a fő kihívások a gyártás során?
Cs.Z.: Ezeknél a célgép alkatrészeknél nekünk 1-2, nagyon jó esetben 3 hetünk van, hogy 2-300 darab különböző alkatrész elkészítésére. Napi szinten több programot írunk, több beállás, nullpont, több készülékezés van.
Ezek viszonylag bonyolultabb folyamatok, ezért is van úgy kialakítva a munkakörnyezetünk, hogy egy kolléga egy szerszámgépen, saját szerszámokkal, saját befogókkal dolgozik. Illetve mindenkinek van külön számítógépe, EDGECAM szoftverrel.
Ezt erősségünknek gondolom, hogy szinte minden kollegánk úgy dolgozik, hogy önállóan egy rajz alapján meg tudja írni a programot, el tudja dönteni, hogy milyen technológiát szeretne hozzá, milyen szerszámokat és megfogókat használjon. Bizonyos esetekben, ha nincs úgy kollega, akkor még az alapanyagot is olyat vág magának amilyet szeretne. A megírt programot szépen lefuttatja és legtöbbször a befejezést is ő csinálja meg. Tehát a sorjázást és a menetelést a végén, esetleg még az alkatrésznek az első átnézését is a MEO előtt.
Azt gondolom, hogy hiába nagyon elterjedt a CAM világszerte, mégis nagyon kevés műhelyben használják úgy, hogy minden egyes gépnél minden egyes kolléga használja.
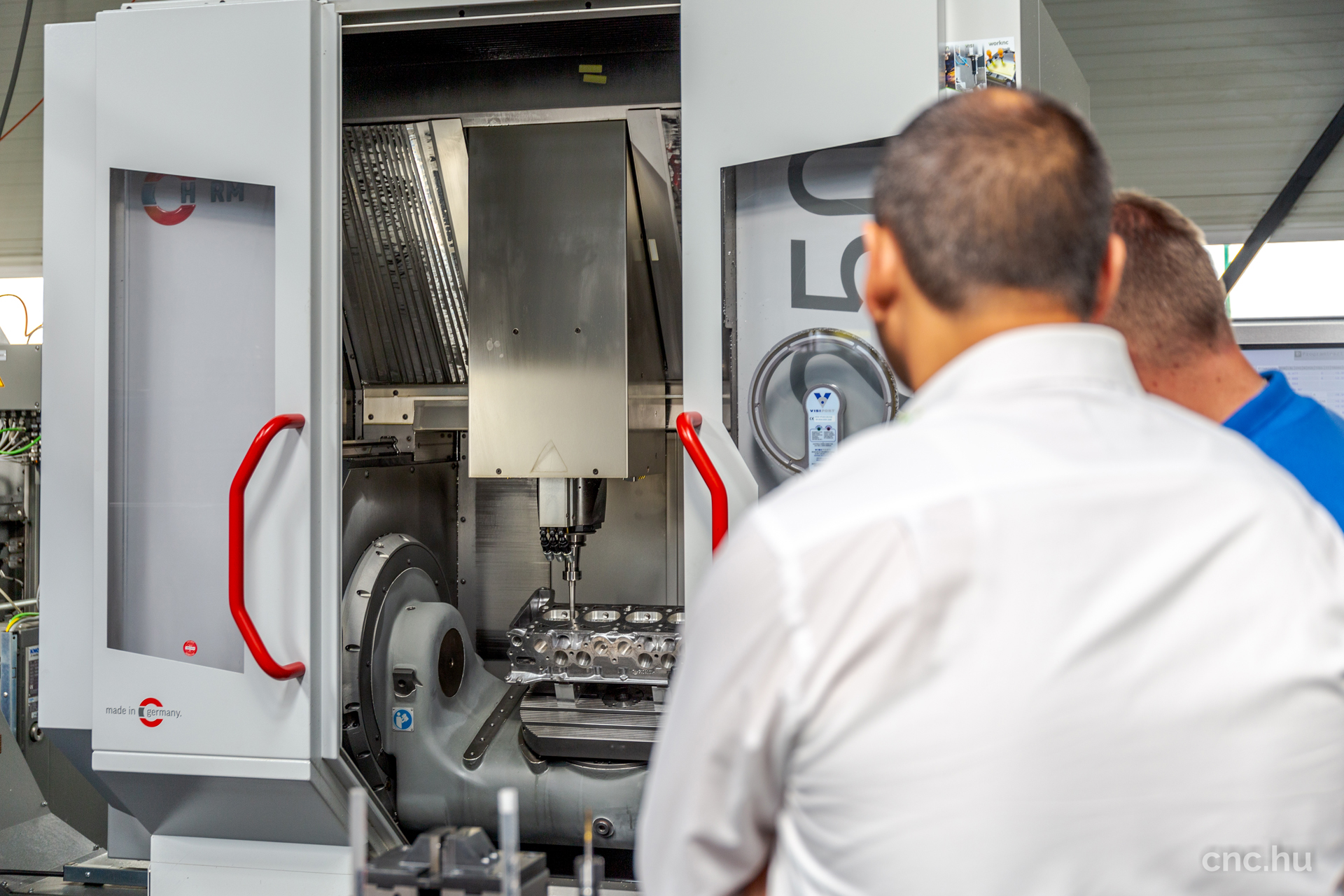
Amit még erősségként említenék, hogy mindig olyan gépet, olyan technológiát vásárolunk meg, ami a vevőnk igényeire van szabva. Olyan fejlesztésekbe megyünk bele, amin látjuk, hogy a vevőink ezt értékelni fogják. Ezért is van két szimultán öttengelyes marógépünk. Az alkatrészgyártó cégek többségének nincs öttengelyes marógépe, mert inkább a háromtengelyesen még kétszer befogják a darabot. A mi szakembereink tudják ezeket a gépeket használni, így annak ellenére, hogy egy öttengelyesnek magasabb óradíja van, mégis előbb elkészülnek vele, mintha egy olcsóbb rezsióradíjú gépen akár kétszer-háromszor megfognánk az alkatrészt. Emellett sokkal pontosabbak is lesznek az alkatrészeink.

Addig jó, amíg semmilyen munkafolyamatot nem kell kiadni külsős cégeknek, mert addig én tudok mondani határidőt, mert látom, hogy hogyan fogunk vele haladni. Huzalszikra is ezért lett, mert problémáink voltak a külsős cégekkel. Amint egy folyamat egy külsős céghez kikerül, akár felületkezelésről, akár szikraforgácsolásról beszélünk, már nem tudok pontos határidőt mondani a megrendelőnek. Ha a külsős cég esetleg csúszik, akkor tarthatom én a hátamat miatta.

Hugom és én is átlátjuk a napi munkafolyamatokat. Ha bármelyik megrendelőm felhív, akkor ki tudok menni, és meg tudom neki mondani, hogy hogyan állnak az alkatrészei.
Amit délelőtt ma megkaptunk rendelést, az délutánra már szét van szortírozva megmunkálás szerint, az alapanyagok le vannak rendelve hozzá. Gyakorlatilag vagy délután vagy másnap már tudunk a megrendelőnkkel kommunikálni, hogy körülbelül mikorra készülnek el a darabok. A megrendelőinkkel szinte napi kapcsolatban vagyunk. Ez is lehet erősségünk.
Vannak különböző gyártáskövetési rendszereink is. A rajzok hátulján különböző adatokat feltüntetünk, hogy ki csinálta, mikor csinálta, mennyi ideig, mikor volt ellenőrizve. Ez újra gyártásnál és utókalkulációnál is nagyon jól jön. Illetve amikor a megrendező kérdezi, hogy hogy állnak a darabok, akkor a megrendelés mappájából látom, hogy kb. 20 alkatrésze kész van, még 5 darab a marógépen van, 4 még esztergagépen és 20 mondjuk felületkezelésen van. Mindezt ugye napi szinten.

Egyébként mivel rövid határidővel dolgozunk, ezért mi is priorizálni szoktunk. Például előre vesszük az aluminimumot, hogy hamar vihessük felületkezelni. Végére hagyjuk a műanyagokat, amik esetleg nem igényelnek utókezelést. Amikor ezeket folyamatosan csináljuk, akkor van, hogy egy héten kétszer-háromszor megyünk eloxálásba. De természetesen mindig tartjuk a kapcsolatot a megrendelővel, hogy mik a fontosabbak a rendelt mondjuk kétszáz alkatrészből.
CNCMedia: Miért az EDGECAM megoldásra esett a választás, amikor szoftvert keresetetek? Miért az Enterprise Group PLM csapatát választottátok?
Cs.Z.: Én Attiláékat nagyon régóta, 15-16 éve ismerem. Még az egyetem alatt, amikor tanultam, akkor ismerkedtünk meg. Amikor megvettük az első Doosan szerszámgépet, volt hozzá egy diákverzió, amivel el tudtunk indulni a CAM részében.
Innentől kezdve én a diplomamunkámat is gyakorlatilag ebben és Ilyen témakörben csináltam. Mindig az volt a véleményem, hogy ha én magam tulajként se mernék egy olyan programot lefuttatni, amit nem én írtam és nem látom át, akkor, hogy várjam el ezt egy kollégámtól? Én megírom neki a programot, ő meg nyugodt szívvel nyomjon egy zöld gombot? Ha valami nem sikerült akkor meg nézünk egymásra, hogy ezt én írtam el vagy neki kellett volna jobban odafigyelni. Ezért van az, hogy nálunk nincs mutogatás, mert mindig az egyéné a felelősség.

CNCMedia: Mire használjátok pontosan az EDGECAM-et? Miket tartasz a rendszer fő előnyeinek?
Cs.Z.: A célgépekhez használt alkatrészeket általában háromtengelyben vagy pozícionált öttengelybe programozzuk és marjuk.
A viszonylag egyszerűbb prizmatikus alkatrészeknél könnyen tudunk vele programot generálni. Megfelelő számú paraméter van, amit be tudunk állítani. Gyorsan ráéreznek a kollégák, hogy mik azok, amiket be kell állítani, hogy egy jó alkatrészt tudjunk elérni.
A pozícionált öttengelynél is elég hamar elsajátítható, hogy ha azokat a síkokat külön rátesszük, beforgatjuk, akkor onnan megint egy háromtengelyes marásként tudunk vele dolgozni. Illetve elég sok ciklus van benne, ami számunkra nagyon jó.
A hullámmarás ciklussal nagyobb zsebeket tudunk kibontani kis átmérőjű szerszámmal is. Teljes fogásmélység mellett, pici oldalfogással, nagy előtolással teljesen kihasználjuk a szerszámot és nem csak az alsó pár millimétert használjuk. Ez is egy nagyon jó opció az EDGECAM-ben.

A szimulációja is jó. Az összes szerszám, amit használunk a szerszámtárban elérhető a programban. Ezekkel, hogy ha nagyon precízen akarunk szimulálni, akkor a befogót és a tényleges kilógásokat megadva tudunk ütközés vizsgálatot végezni. Ezt pozícionált öttengelynél vagy szimultán öttengelynél szoktuk használni. A szimulációt háromtengelyes marásoknál is le szoktuk futtatni, csak nem a tényleges szerszámkilógásokkal a szerszámgépben. Inkább azért, hogy a kiemelések rendesen megvannak-e.
Könnyen betehetők az előgyártmányok. Könnyen tudjuk azokat illeszteni a munkadarabra. Szinte mindenről kapunk 3D-s modellt, STEP-et. Ezeket nagyon jól be tudjuk olvastatni az EDGECAM-mel és erre a viszonylag egyszerű előgyártmányainkat rá tudjuk tenni. Illetve a második felfogását is, ha egymás alatt írunk több programot. Az első felfogásból ki is tudunk menteni műveletet, illetve az alkatrészt, amit már megmunkáltunk, módosított előgyártmányként fel tudjuk használni.
Nullpontokat is könnyen be tudjuk igazítani. A szerszámtárakat is jól tudjuk kezelni rajta. Többféle szimulációt is be tudunk állítani. Kiemelném, hogy Attiláéknak köszönhetően a gyártótól megkapott a szerszámgép modelljeink be lettek illesztve az EDGECAM-be. Az utolsó ajtó, kislámpa, felfogatás is látszik rajta.
Könnyen rakunk fel az asztalra készülékeket, előre megrajzolt satukat. A posztprocesszoraink testre vannak szabva egyedi igényeinkhez, így amikor kiposztoljuk a programot, az NC programba minden bekerül, amit pluszba kértünk, nem szükséges azt a vezérlőn szerkeszteni.
CNCMedia: Mennyire képzed a kollégákat, milyen sűrűn járnak CAM képzésre, oktatásokra? Kell-e őket tanítani?
Cs.Z.: Igazából kell tanítani őket. Tehát az olyan kolléga nagyon ritka, amelyik rögtön tud mindent. Azért szerencsére az is ritka, hogy aki CNC-s vonalon van és megemlítem neki az EDGECAM-et és azt mondja, hogy nem is hallott róla. Ilyen ember még nem dolgozott nálunk.

Sok kollégánk van, aki vezérlőn nagyon jól programoz. Akiket felveszünk hozzánk, annál alap, hogy vagy a vezérlőn tudjon nagyon jól programozni, vagy ismerje a CAM-et. Mert ha nem tud se a vezérlőn programozni, se a CAM-et nem ismeri, akkor itt csak nézegetné a gépet. Volt olyan kollégánk is, aki Mazatrolon nagyon jó volt, azt mondta mindent megcsinál rajta, neki CAM nem kell. Megmutattam neki az EDGECAM-et és szépen elkezdett változni, hogy egyre többet használta. Egy év után eljutottunk odáig, hogy a Mazatrolon gyakorlatilag semmit nem csinált. Ha egy alaplapba kettő darab furat kellett, akkor megnyitotta a Solid Edge-et, megrajzolt egy alaplapot két furattal, betöltötte a modellt és megcsinálta EDGECAM-be.
Sokkal egyszerűbb a monitor előtt ülni, nézni a szimulációt, a furatpozíciókat. Előfordul, hogy egy alaplapon van 30-40 darab furat. Azoknak legalább egy x,y pozíciója van. Ez jó esetben egész szám, rossz esetben nem az. Hibamentesen ennyit a vezérlőbe bepötyögni nem egyszerű. Az EDGECAM-be ezeket csak kijelöljük és kész. Az azonos furatcsoportokat felismeri. A hatos furatokat külön, a hármas meneteket megint külön. Így alkatrészcsoportokat tudunk megmunkálni.
CNCMedia: Mennyire vagytok kapcsolatba az EPLM csapatával Terméktámogatás tekintetében? Említetted, hogy több új gép lett, gondolom a posztprocesszorokat tőlük kaptátok. Milyen támogatást nyújtanak?
Cs.Z.: Attiláékkal egy elég szoros együttműködés van. Az összes posztprocesszorunkat ők írták, vagy közösen írtuk. Ebben elég sok munkája van mind a két félnek. Ezért is látsz ennyiféle gépet nálunk, mert kipróbáltunk minden gépet és megvan, hogy mi az, amiből most már vennék még egyet és mi az, amiből nem. Az összes workstationünk és az összes szoftverünk is tőlük van.
Illetve, ha bármi elakadásunk van menet közben, van egy telefonos ügyfélszolgálatuk, amit napközben, munkaidőben fel tudunk hívni. S ha bárhol elakadtunk, akkor Teamvieweren, telefonon tudnak segíteni. A régi kapcsolatra való tekintettel akár Attilát is fel tudom hívni és akkor Ő segít. Nem az, hogy megíratok vele egy programot, de ha valamiben elakadunk minden további nélkül tud segíteni.
Ami számomra nagyon fontos mind szoftvernél, mind hardvernél vagy szerszámgépnél, az a háttértámogatás.
Ha bármi meghibásodik, akár szerszámgépen, akár egy szoftveren, például frissítés kell hozzá vagy a posztprocesszorba valamit módosítani kell és ez a háttértámogatásunk nincs meg hozzá, akkor nem ér az egész semmit.
Nekem nagyon fontos, hogy egy olyan szoftvert használjunk, aminél ez a háttértámogatás megvan és felhívhassam a hivatalos EDGECAM supportot akiktől megkapjuk azt a – lehet csak kettő mondatot – amivel mi már megtudjuk oldani a problémánkat.
Olyan szoftver és hardvert nem vennék és nem is ajánlanék senkinek, ami mögött nincs egy magyarországi hivatalos képviselet, aki elérhető hétfőtől péntekig. Tehát nem az van, hogy egy titkárnő továbbítja külföldre és onnan majd válaszolnak és eltelik 2-3 óra, nap vagy egy hét.
CNCMedia: Milyen sűrűn vagytok kapcsolatban?
Cs.Z.: Próbáljuk azért minimalizálni és házon belül megoldani. Ha elakad egy kolléga, akkor első körben én próbálok meg neki segíteni. Ha nekem nincs időm, vagy én sem tudtam a megoldást, akkor vesszük igénybe az EPLM segítségét.
Ezen felül évente szoktak Attiláék jönni hozzánk oktatásra. Úgy egyeztünk meg, hogy egyszerűbb, ha kijön egy kolléga és akkor itt mindenki le tud ülni, projektoron ugyanúgy ki tudjuk vetíteni amit szükséges.

CNCMedia: Mik a jövőbeli tervek fejlesztési irányok?
Cs.Z.: A gyártási kapacitásunkat szeretnénk növelni. Azt látni kell, hogy ez az egyedi célgép gyártásban hullámvölgyek és hullámcsúcsok vannak a megrendeléseknél. Van, hogy egyszerre két három célgép megrendelés jön be, és akkor minden gépünk megy. Viszont vannak olyan hetek, kéthetek amikor két-három gép is áll, mert nincs akkora rendelésállomány.
Ezeket a hullámvölgyeket szeretnénk ezzel a közepes-nagyobb szériákkal kitölteni. Ahol már most látom, hogy jövő év január februárjába milyen darabszámokat kell szállítanom, és esetleg az ilyen könnyebb szakaszokban tudnánk előre dolgozni egy picit. Fordítva is, amikor a célgépes részben lenne nagyobb kapacitás lekötés, akkor a meglévő raktárkészletünkből tudnánk kiszolgálni ezeket a megrendeléseket.

Amin még fejlesztenünk kéne az a vállalatirányítási rendszer. Ezt is elkezdtük egy kicsit, egy raktárkezelő programmal, ahol az összes alapanyagunk fel van vonalkódozva. Rá tudunk keresni alapanyag, névre, típusra, átmérőre, méretekre. Ez is egy viszonylag nagyobb előrelépés.
Túl nem szeretnénk bonyolítani. Kis cégként, viszonylag jól látható mekkora a megrendelési állományunk és az alkatrészek mennyisége. Csak a közepes-nagyobb szériáknál már azzal is számolnunk kell, hogy milyen alapanyagkészletünk van. Nehogy az legyen, hogy két gépből is elfogy az alapanyagunk és amit megrendelünk csak egy hónap múlva kapjuk meg.
Illetve tudnánk fejlődni a szélesebb körű megmunkálás lefedésének terén is. A jövőbeni tervek között szerepel egy tömbszikraforgácsoló beszerzése, hogy a tömbös alkatrészeket is el tudjuk készíteni.
