Napjainkban egyre több vállalat alkalmaz automatizált megoldásokat. A szerszámgépek robot általi kiszolgálása sok előnnyel bír, viszont egy teljes robotcella kiépítése és fenntartása igen költséges.

Ez az innovatív, szerszámgépen belüli megoldás az automatizálás egyik költséghatékony alternatívája.
Amire nincs szükség:
- ipari robot
- operátor
- elektronikai egység
- pneumatikus rendszer
Amire szükség van:
- CNC szerszámgép (ATC-vel és orientálható főorsóval)
- mechanikus megfogó rendszer
- CNC ismeretekkel rendelkező szakember
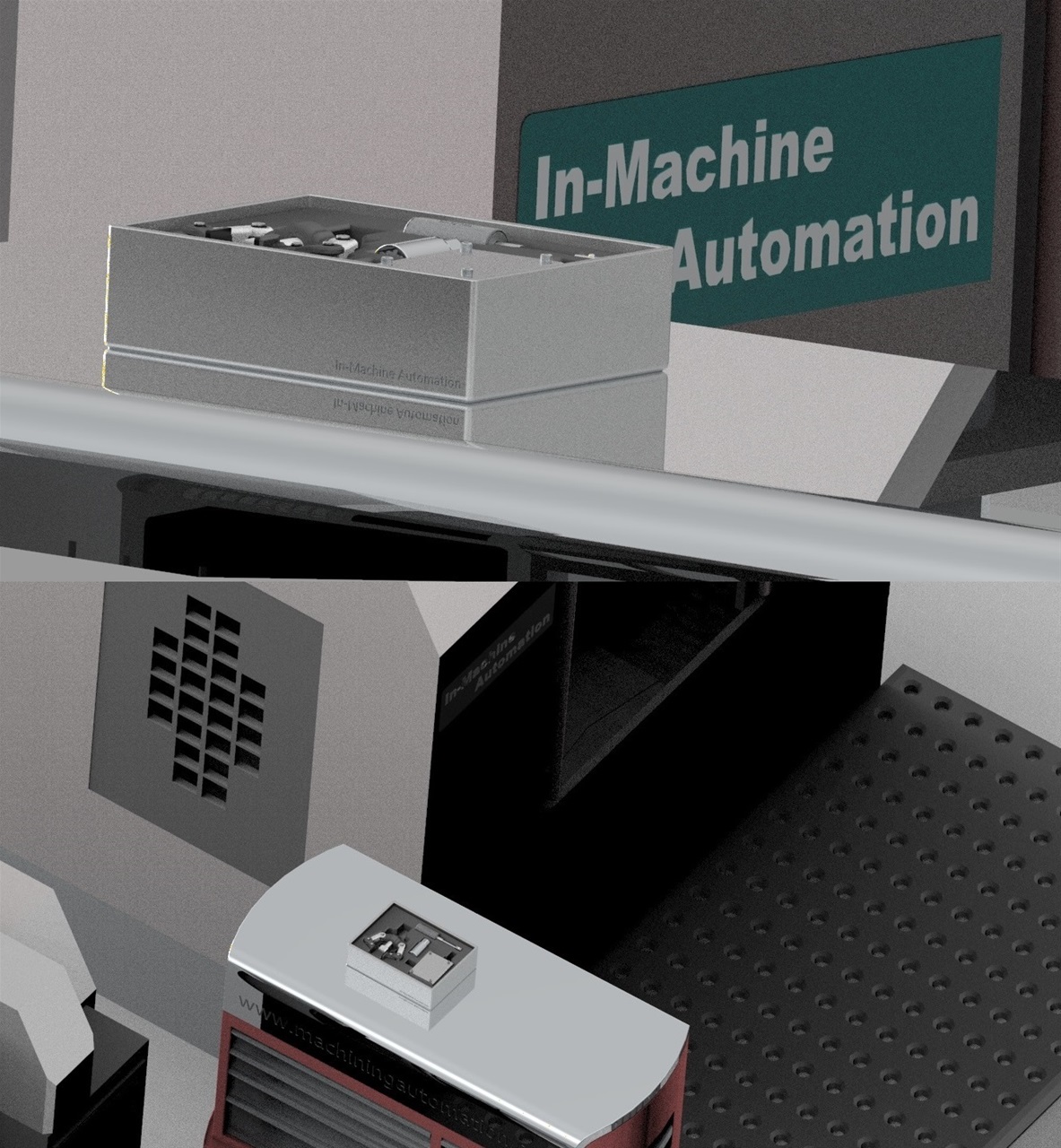
A gépeken szerszám(ok)ként definiált rendszer teljesen CNC vezérelt pályát alkalmaz egy speciális mechanikus megfogóeszközzel. Kis sorozatú gyártáshoz ajánlott, valamint a korlátozott befoglaló méretekből adódóan leginkább kis méretű alkatrészekhez alkalmazható. A megfogóeszköz főbb alkatrészei 3D nyomtatással készülnek, így a munkadarab méreteihez vagy alakjához rugalmasan tervezhetőek. Kinematikai struktúrától függően használható PLC vezérelt célgépeken is.
A munkadarab határozhat meg fő komponenseket
A munkadarab rögzítését szintén egy szerszámként definiálható eszközzel hajtják végre, ami oldja majd rögzíti azt újra és újra. A munkadarab rögzítő eszköz(ök) részegységei is a munkadarabhoz igazodhatnak.
A megoldáshoz egyedi tárolóeszközöket is alkalmaznak, amiket a gyártott darabszám, alakelemek, és befoglaló méretek határoznak meg. A szerszámgép felépítése, és a tárgyasztal méretei mellett ezért a rögzíteni kívánt tárolóeszközöket is figyelembe kell venni. Ezeket a nullpontrendszer elvével állítják be a koordináta rendszerbe, különálló palettákként.
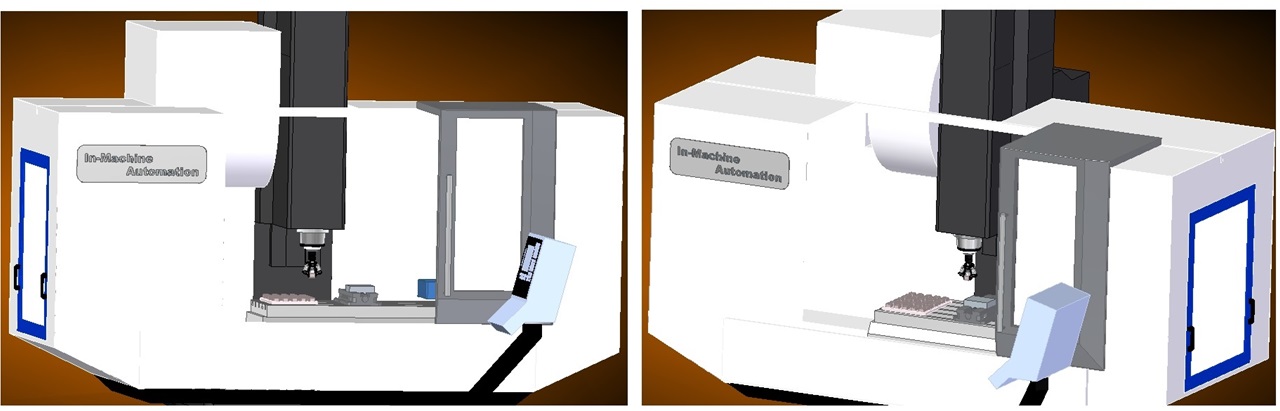
3 vagy többtengelyes megmunkáláshoz is
Az átállásokat célszerű egy képzett szakembernek végeznie, emellett, a gépbeállító munkafolyamattal párhuzamban érdemes alaposan kidolgozott forgácsolástechnológiát használni.
Példa:
- Tegyük fel, egy 8 órás műszak alatt elhanyagolható a méréstechnika (akár műanyag alkatrészek, félgyártmányok gyártása, stb.).
- Ebben az esetben is használható az automatizált megoldás, viszont ha szükséges akkor időközi ellenőrzést kell programozni.
- 5db után megáll a gép feltételes stop hatására, mérés → szükség esetén korrekció, majd folytatódhat gyártás.
Amennyiben rendelkezésre áll munkadarab bemérő (infraport vagy rádiójeles tapintó), a szerszámgépen belül időközi mérést majd automatikus szerszámkorrekciót programozhatunk. Ezzel eleget téve a jidoka szintjeinek, így lesz teljesen automatizált a rendszer.

Mérés szerszámgépen belül mérőtapintóval
jidoka:
A jidoka a TPS (Toyota Production System) egyik alappillére a just-in-time (JIT) gyártás mellett. A jidoka két alapelve:
- a gépek képesek arra, hogy rendellenesség észlelésekor automatikusan megálljanak
- az emberi és gépi munkavégzést külön kell választani (az ember ne legyen a gép őre)
Az első alapelv a beépített minőséget garantálja, a második alapelv a költségmegtakarítást a kevesebb munkaerő felhasználásával, hiszen az operátor csak akkor tartózkodik a gépnél, ha abban anyagot kell cserélni, vagy ha rendellenességet észlel. (Forrás: Lean Szótár, 2020)
SzerzőVarga Norbert, Machining Automation