A fröccsöntés nélkülözhetetlen a komplex műanyag alkatrészek tömeggyártásában. A jobb minőségű alkatrészek alacsonyabb költségek mellett történő előállítása érdekében, a prioritást az olvasztott alkatrészek hűtésének fejlesztése kell élvezze. Ez azonban nehéz, időigényes munkával jár együtt, még képzett mérnökök számára is. Vajon segíthet a megoldásban a fröccsszerszámok hűtőcsatornáinak automatizált tervezése?
A japán Panasonic Corporation-höz tartozó Life Solutions Company úgy gondolja, igen. A vállalat egy új gyártási módszert fejlesztett ki a hűtőcsatornák készítéséhez. A gyártáshoz a világ első hibrid 3D-fémnyomtatóját, egy Matsuura LUMEX Avance-25-öt használnak. Az additív gyártás és a marás kombinációjának eredménye egy olyan konformalikus hűtőrendszer (azaz a termék alakjához igazodó hűtőcsatornák kialakításával biztosított hűtés), amely a hűtés idejét 20%-kal csökkenti a hagyományos megoldásokhoz képest, ahol a csatornákat egyenesen átfúrják az öntőformán.
Seiichi Uemoto a cég gyártástechnikai központjának elemzője. Uemoto formatervezői tanfolyamokat tart és támogatja a CAE (számítógép-alapú mérnöki munka) készségek fejlesztését a formatervezéshez szükséges fejlett technikák előmozdítása érdekében.

Miközben egy dobozos alakú fém öntőforma hűtőcsatornáinak optimalizálásán dolgozott, Uemoto az öntött termékek alakváltozási adatait használta a csatornák közti rések vizsgálatához. Ez a munka adta számára az ötletet az öntőformatervezés automatizálására.
“Úgy gondoltam, a megfelelő beállítások mellett alkalmazhatnék generatív tervezést a hűtőcsatornák automatizált kialakításához” – mondta el Uemoto. Látta, hogyan kerül alkalmazásra generatív tervezés közben a szerkezeti elemzés, amely csökkentett tömegű alakzatok kialakítását eredményezi.
“A topológiai optimalizálás, adott feltételek mellett csak egyetlen megoldást képes biztosítani” – magyarázza el Uemoto. “A generált eredményből persze nehéz sima kontúrokat kialakítani. De számomra nyilvánvaló volt, hogy a generatív formatervezés, természetéből fakadóan eleve finomabb alakzatokhoz vezet. Úgy éreztem, generatív tervezéssel képesek lehetünk olyan koncepciók kidolgozására, amelyek számításba veszik a gyártás elveit.”
Generatív tervezéssel támogatott munkafolyamat
Uemoto azt remélte, a generatív formatervezéssel új öntőforma alakzatokat hozhat létre és automatizálhatja a tervezés folyamatát. A cég magasan képzett mérnökei a termékek tervezésére és finomhangolására az Autodesk terméktervezési és gépipari gyűjteményt, valamint az Autodesk Moldflow szimulációs szoftvert használják. “Úgy éreztem, az automatizált tervezéssel egy új megközelítést kínálhatunk nekik, ami nagyobb szabadságot adhat a munkájukban” – tette hozzá Uemoto.
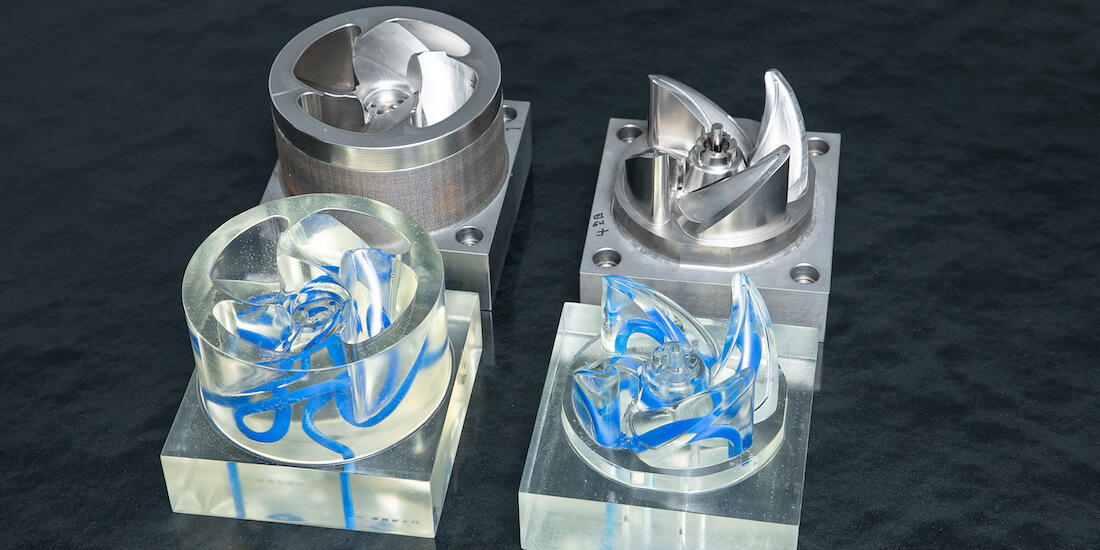
A cél érdekében a Panasonic, az Autodesk Advanced Consulting birminghami csapatával együttműködve dolgozta ki a projekt részleteit. A generatív formatervezéssel kialakított hűtőcsatornák teszteléséhez a cég egyik tömeggyártott termékét, egy szellőzőrendszerekben használt ventilátorlapátot választottak.

A csőventilátorhoz használt lapátformát (bal) választották a generatív tervezés célpontjának.
A lapátok tökéletes alanynak bizonyultak, hiszen kicsik voltak, bonyolult geometriával. A kiinduló alakzatra vonatkozó korlátokat és a csatornák generálására vonatkozó körülményeket egy képzett tervezőmérnök határozta meg, emellett kidolgozta azokat megkötéseket, amelyekkel megakadályozható volt, hogy a csatornák befolyásolják az öntőforma finom részleteit.
A generatív tervezési folyamat során a termék alakja számos iteráció során változott, míg végül csak a lényeges komponensek maradtak. Mivel a Panasonic mérnökei már eleve roppant kifinomult formaszerszámokat terveztek, Uemoto úgy gondolta, hogy a szoftver nehezen tudja az eredeti tervek hatékonyságát számottevően felülmúlni. “Ennek ellenére lenyűgöztek az automatikusan generált, végső alakot öltő modellek” – jegyezte meg.
Még meglepőbb volt a csatornák elrendezése. Egyes csatornák, amelyek eredetileg az öntőforma külső váza mentén futottak volna, most hirtelen egyedi elágazások mentén haladtak. Uemoto a kapott mintáról sosem gondolta volna, hogy annak kialakítása lehetséges. “A generatív tervezési folyamat által létrehozott alakzatokat ember sosem lett volna képes megálmodni” – mondta el.
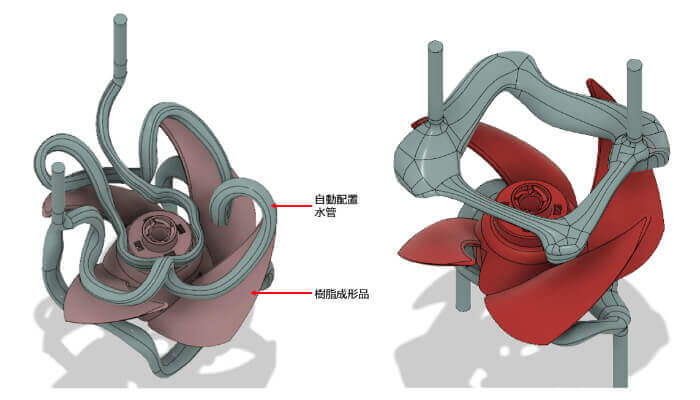
A ‘C eset’ (balra) generatív tervezéssel, de a mérnök által előre meghatározott alakzati korlátoknak megfelelően lett kialakítva; a ‘D eset’ (jobbra) alakját ezzel szemben csak a külső váz kiinduló alakja korlátozta.
Az adottságok bizonyítása gyártás révén
A tervezést követően négy különböző próbaszerszámot gyártottak le: a ‘B eset’ az eredeti, már gyártásban lévő darab, amit egy veterán mérnök tervezett; a ‘C eset’ az eredeti terv alapján automatikusan generált darab; a ‘D eset’ a szintén generatív tervezéssel, de lazább alak korlátozásokkal készített modell; az ‘E eset’ pedig a ‘C eset’ tervei szerint, de további csatornák kialakításával készült darab volt. Az ezekkel a formaszerszámokkal készített alkatrészeket aztán pontos méréseknek vetették alá, hogy a teljesítményük összehasonlítható legyen.
A mérések azt mutatták, hogy az automatikusan generált hűtőcsatornákat alkalmazó szerszámok teljesítménye alig különbözött a tapasztalt mérnök munkájától. “Láttam ahogy a terv formát ölt, a szerszámon belüli hőmérséklet változások hatására.” – mondta el Uemoto. “Rendkívül figyelemre méltó volt. Végül egy sima kontúrokkal rendelkező CAM adathalmazt kaptunk, teljesítve ezzel az automatizált tervezéssel kapcsolatos célkitűzéseinket.”

A generatív tervezéssel létrehozott formaszerszámot legyártották, tesztelték és verifikálták.
Egy öntőforma megtervezéséhez egy tapasztalt mérnöknek körülbelül nyolc órára van szüksége és jelenleg nincs mód a folyamat további optimalizálására. Ennek ellenére Uemoto azt várja, hogy a projekt sikere olyan megoldásokhoz vezet majd, amelyek képesek tovább csökkenteni a mérnökökre háruló terhet.
“Ez nagyszerű eredmény” – nyugtázza Uemoto. “Ha ez a megoldás a közeljövőben egy csomagolt szoftver részéként elérhetővé válik, jelentősen felgyorsíthatja a tervezőfolyamatokat és lehetővé teheti a hőmérsékletszabályozásra összpontosító programok fejlesztését. Ebből pedig számtalan különböző felhasználó és alkalmazás profitálhat a jövőben.”
ForrásRedshift by Autodesk
További információ:
Az Autodesk hivatalos viszonteladóinál.
Az Autodesk Moldflow hivatalos oldalán.
Az Autodesk Product Design & Manufacturing Collection oldalán.