A legkorszerűbb váltólapkás fúrószerszámokkal, a megfelelő alkalmazásban olyan egyenes, sima furatok készíthetők, amelyeknek már nincs szükségük finiselésre. A tökéletes furatok készítéséhez azonban nem elegendeő a megfelelő szerszám használata.
De akkor milyen egyéb feltételei vannak az optimális mélyfuratok kialakításának? Ebben segíthet az alábbi, általános célú, a legtöbb acél, öntöttvas, magas hőmérsékletű és alumínium ötvözet fúrására alkalmas, váltólapkás szerszámra alkalmazható 5 szabály.
1. Szerszámbemérők használata
Minél mélyebb a furat, annál hosszabb a szerszám. Minél hosszabb a szerszám (annál nagyobb a távolság a szerszámcsúcs és az orsóorr között), annál nagyobb mértékben befolyásolja a kifutás az eredményeket. Néhány mélyfúró alkalmazásnál a legkisebb kilengés is idő előtt elkoptathatja a szerszámot és veszélyeztetheti mind a furat egyenességét, mind pedig a felület minőségét.
A gondos beállítás szükségessége azonban nem mentség arra, hogy túl sok időt töltsünk a szerszámkifutás meghatározásával és korrekciójával minden szerszám vagy lapka esetében. Egy modern gyártókörnyezetben nincs helye a munkatérbe való bemászkálással járó műveleteknek. A különböző indikátorok beszerelése, vagy a szerszám érintés papírlapokkal történő bemérése nem járható út. A szerszámok offline előbeállítása egy szerszámbemérővel nagy valószínűséggel jelentős időt takarít meg, legyen szó bármilyen mélyfúró műveletről.
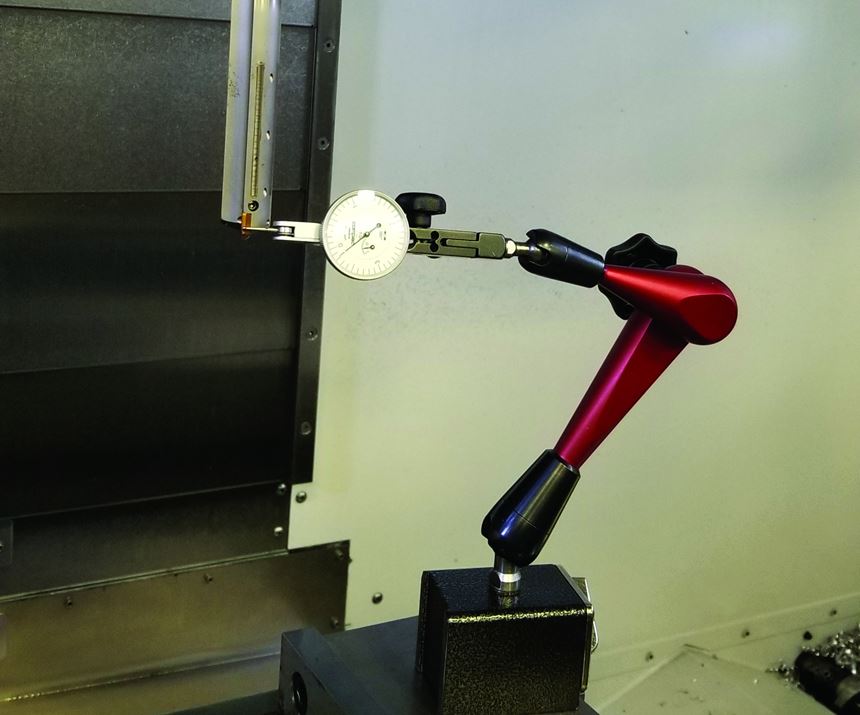
A mérőindikátorok beszerelése a fúrószerszámok hosszának és a kifutások mérésére pazarló és potenciálisan veszélyes lehet, emellett érzékeny a hibákra. Egy digitális szerszámbemérővel ezek a problémák elkerülhetők.
Az időmegtakarításon túl, az élszalag könnyebb megtalálásával és mérésével a költséges hibák is elkerülhetők. Ha megnézzük a helytelen beállításokból származó költségeket és leállási időket, nehéz azt mondani, hogy nincs szükség a szerszám előbeállítására. Egy átlagos példát véve: egy szerszám előbeállítása a műszak kezdetén körülbelül 10 percet vesz igénybe. Ezzel szemben, három szerszám beállítása a gépsoron 30 percet, tehát a három műszak alatt 90 percet igényel. Egy non-stop működő gyártókörnyezetben ez éves szinten 2.200 óra kiesést jelent a termelésből. Egy szerszámbemérő ára nagyjából 5%-a azoknak az elvesztett óráknak.

A digitális szerszámbemérők általában nagyobb pontosságot biztosítanak, mint az indikátorok, szoftvereik pedig segítenek a gépkezelőknek a mérésben.
2. Hűtőfolyadékkal az optimális forgácsképződésért
Leszámítva néhány röntgenkép-alkotó technológiát, a mélyfúró szerszámok megmunkálási teljesítményét a forgácsképződésből tudjuk mérni. A csavart forgácsok (azaz a “hatos” vagy “kilences” formájúak) ideálisak, ezzel szemben a hosszabb, szálasabb forgácsok kevésbé hatékonyak a forgácsolási zónából történő hő elvonásában. A szálas forgácsok tehát arról árulkodhatnak, hogy növelni kell az előtolás sebességét addig a pontig, ahol a forgács már inkább törik, nem hámozódik.

Ha a fúrószerszám megfelelően működik, a forgácsok kicsik és szegmentáltak lesznek és megtartják eredeti színüket.
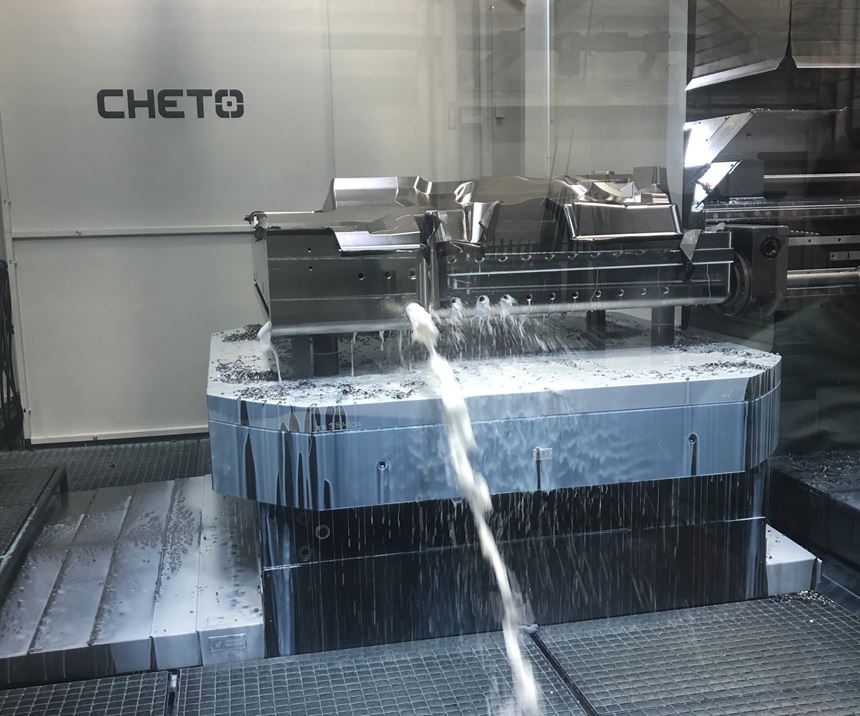
Egyéb problémákat könnyebben figyelmen kívül lehet hagyni. A megmunkálási folyamatok egyik leginkább alábecsült tényezője a hűtőfolyadék. Mivel a hűtőfolyadéknak jelentős hatása van a forgácsok kialakulására, a hűtőfolyadék koncentrációjának és áramlásának módosítása szintén segíthet a elszíneződött „madárfészek” forgácsképződés kezelésében.

A “madárfészkesedés” lehet a nem elég “agresszív” előtolás eredménye, ahogy a képen látható 1018-as alacsony széntartalmú acél esetében is történt.
A vízoldható hűtőfolyadékok a leggyakoribbak általános célú alkalmazásokban, mivel jó hőeltávolító képeségekkel bírnak. Ugyanakkor a félszintetikus vagy teljesen olajalapú készítmények jobb választásnak bizonyulhatnak a kenhetőség javítása és bizonyos esetekben a rövid, szegmentált forgácsok biztosítása érdekében. Noha a szerszámok gyorsabban kophatnak, és a paramétereknek kevésbé “agresszívak” is lehetnek, mint a vízbázisú hűtőfolyadékok esetében, egy hőállóságot javító lapkabevonat segíthet kompenzálni. Minden az alkalmazástól függ.
Az egyik vitathatatlan tényező a belső hűtőanyag-ellátású szerszámok használata. A szerszámgépeknek emellett megfelelő hűtőfolyadék-nyomást is kell biztosítaniuk. A kisméretű fúrószerszámok lényegesen nagyobb nyomást igényelnek a forgács-kiürítéshez, hogy lépést tarthassanak az anyageltávolítással, mivel nagyobb fordulatszámon kell futniuk, hogy ugyanazt a felületi sebességet érjék el, mint a nagyobb szerszámok. Minél nagyobb a nyomás, annál gyorsabban jön ki a forgács a furatból, és annál gyorsabb lehet a szerszám.
3. A forgács beragadás problémát jelent
A váltólapkás mélyfúrók számtalan különböző geometriával és bevonattal érhetők el. Ilyen sok alkalmazás-specifikus választási lehetőséggel, a régen bevált fúrási stratégiák már egyáltalán nem biztos, hogy beválnak.
Az egyik ilyen példa a forgács beragadás. Megmunkálás során, a forgács megfelelő kiürüléséhez, optimális esetben nincs szükség a szerszámelőtolás időnkénti megfordításához. Manapság ezért, ha ezzel a problémával találkozunk, az általában egy rosszul alkalmazott szerszámról vagy egy eleve rosszul kiválasztott szerszámról árulkodik.
Az úgynevezett “csákányozó fúrás” lehet az egyetlen lehetőség, ha nincs idő új szerszámokra vagy egyéb folyamat módosításokra. Az eredmény azonban mindig a lassabb megmunkálás. A keményfém kopásálló, de viszonylag törékeny, amely tulajdonság miatt a lapkák korai vagy akár katasztrofális hibákhoz vezethetnek, ha ismételten érintkeznek egy egyenetlen, inkonzisztens felülettel. Még, ha a lapkák nem is sérülnek, a munkadarabbal könnyen megtörténhet. Ahogy fentebb már szóba került, a fúrószerszámok nagy része valamelyest túlmunkálja a darabot. Lehet, hogy csak néhány század milliméterrel, de ez is elég lehet ahhoz, hogy sérüljön a furat belseje vagy, hogy nagyobb legyen a furat a szükségesnél.
4. A lapkák önközpontozók
Egy másik elavult gyakorlat egy kisebb átmérőjű vezetőfurat kialakítása. Ennek első ránézésre van értelme, és – akárcsak a csákányozó fúrásnál – hasznos lehet bizonyos alkalmazásoknál. Végül is egy kisebb átmérőjű, rosszul központozott furatot javítani még mindig egyszerűbb, mint egy nagyobbat, az éles hegyes szög pedig segíti a fúrószerszámot a könnyebb, gyorsabb behatolásban és a megfelelő pozícionálásban. A legtöbb CNC-szerszámgép azonban kellően pontos ahhoz, hogy a vezetőfurat átmérője megegyezhessen a fő fúrószerszáméval. Emellett teljesítményük is elégséges ahhoz, hogy a tompább szögű szerszámok is könnyen behatoljanak az érintetlen munkadarab felületébe. Valójában a legtöbb cserélhető hegyű fúrólapka önközpontozó, 90 foknál keskenyebb szögű heggyel rendelkezik, ennek eredményeként a lapka még az önközpontozó pont előtt behatolhat a furat fő átmérőjébe.
Tömör keményfém társaikkal ellentétben, a cserélhető hegyű fúrószerszámok rugalmasságot és alacsonyabb költségeket biztosítanak nagy átmérőjű alkalmazások esetében.
5. Az óvatosság fontos erény
A mélyfuratok készítésénél rögtön teljes sebességre és előtolásra ugrani biztonsági problémákhoz vezethet, amik veszélyeztethetik a megmunkálás minőségét. Az általános célú váltólapkás mélyfúró szerszámok esetében ezért a következő tanácsot érdemes megfogadni: mindig figyeljünk arra, hogy a vezetőfuratot óvatosan közelítsük meg.
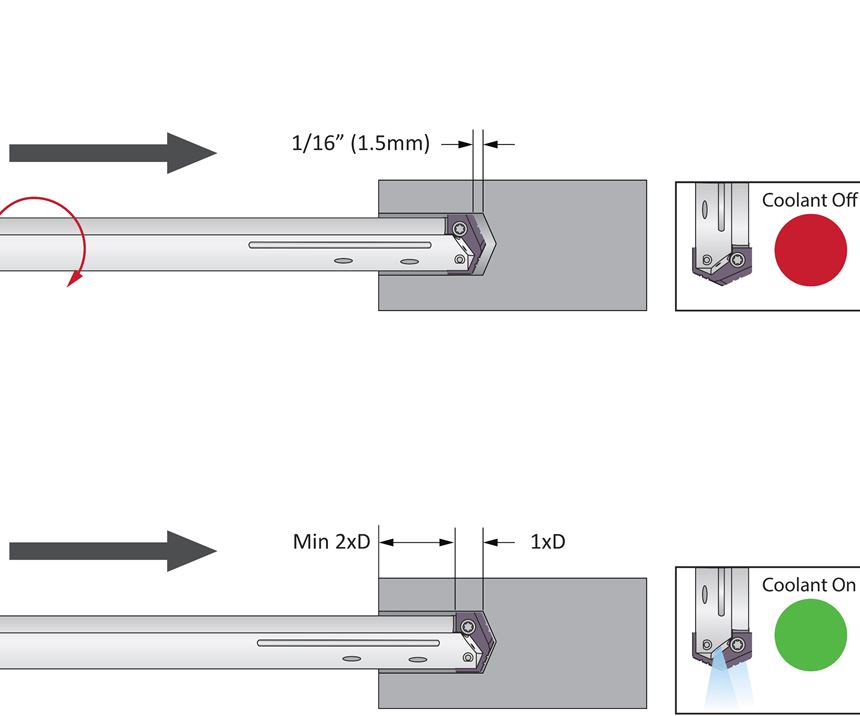
A biztonságos, pontos meggmunkálás érdekében ajánlott a vezetőfuratokat legalább 2xD mélységben kialakítani. Ez elegendő felületet kínál a szerszám középen tartásához és megakadályozza, hogy egy esetleges törés esetén a szerszám kilőjön. Ahogy a képen is látható, a hosszabb szerszámot maximum 50 ford./perces sebességgel kell előtolni, amíg a hegye 1,5 mm-re van a furat aljától. Innentől a felhasználóknak a kívánt sebesség 50%-ával és a kívánt előtolás 25%-ával kell dolgozniuk, amíg a szerszám eléri a saját átmérőjével egyező mélységet. A sebességet maximum 50 ford./percig szükséges csökkenteni, mielőtt azt visszahúzzuk a furatból.
Egy meglévő furat megközelítése segít elkerülni a hegesedést vagy a károsodást. Ez lehetővé teszi, hogy az élszalag még a kívánt sebesség elérése előtt kapcsolatba kerüljön a megmunkálandó felülettel. A furat így egyfajta hüvelyként működik, ami a szerszámot középen, a munkadarabot és a gépkezelőt pedig biztonságban tartja.
ForrásModern Machine Shop