
A CERATIZIT nagyteljesítményű szerszámokat mutatott be villamos motorok megmunkálására a 2019-es hannoveri EMO-n.
Az autóipar helyzete, stratégiája egyértelmű. Az elkövetkező tíz évben gyakorlatilag minden autógyártó milliós nagyságrendben fog elektromos autót gyártani – tisztán elektromos hajtással, és plug-in hibridiket egyaránt. A kérdés azonban továbbra is fennáll: elérhetőek-e a megfelelő szerszámok a villamos motorok nagyszériás gyártásához?
Az EMO 2019 kiállításon a CERATIZIT egy rendkívül hatékony szerszámprogramot mutatott be, amely műszakilag és gazdaságilag egyaránt tökéletes választás a villamos motorok megmunkálásakor adódó összes feladatra. A két, újonnan fejlesztett finomfúró szerszám egyszerűen kiválóan alkalmas villamos motorok állórészének nagyteljesítményű fúrására, nagyszériás gyártásban.
A jelenlegi helyzet
Az autók villamos motorja állórészeinek megmunkálási igényei nem különböznek jelentősen a belső égésű motoroktól, azonban lényeges különbség, hogy az állórészen vékonyfalú felületelemen kell furatot megmunkálni. A motor méretétől és típusától függően, az állórészfurat átmérője 200 mm és 300 mm között változik, azonban a furatmélység több, mint 300 mm és rendkívül szigorú tűréseknek kell megfelelnie. A mérettűrések például IT6 nagyságrendűek, a megengedett köralakhiba 2/100 mm. Ezek komoly elvárások egy olyan szerszámmal szemben, amelyet a teljes furat készremunkálására szántak egy műveletben, nagyszériás gyártás esetén. A kihívásoknak azonban meg kell felelni, ha 100.000-nél nagyobb darabszámban kívánnak villamos motorokat gazdaságosan és rövid ciklusidővel gyártani.
Állórész furatok megmunkálása korábban elképzelhetetlen hatékonysággal. A CERATIZIT új, speciális szerszámával ez hamarosan lehetővé válik.
Az acélból készült, tömör szerszámok nem alkalmasak erre a feladatra, mert túl nehezek a legtöbb szerszámgép főorsó számára. A megoldást olyan, könnyűszerkezetes konstrukcióban találták meg, amelynél a szerszám teljes tömege 20 kg alatti, így a napjainkban elterjedt CNC megmunkálóközpontok főorsójába beszerelhetőek. A szerszámok többlépcsős kivitelben kaphatóak összetett technológiák egy műveletben történő készremunkálása miatt, minden lépcsőben több forgácsolóéllel rendelkeznek, bizonyos esetekben pedig vezetőéleket is kialakíthatnak rajta, a furatban történő egyenesbe vezetéshez. Kis tömegük ellenére a finomfúró szerszámoknak nagy merevséggel is rendelkezniük kell, hogy a főorsóról levett teljesítményt forgácsolóerővé alakítsák az éleken, és megfeleljenek a pontossági követelményeknek.
Additív eljárással gyártott, csúcstechológiájú végeredmény
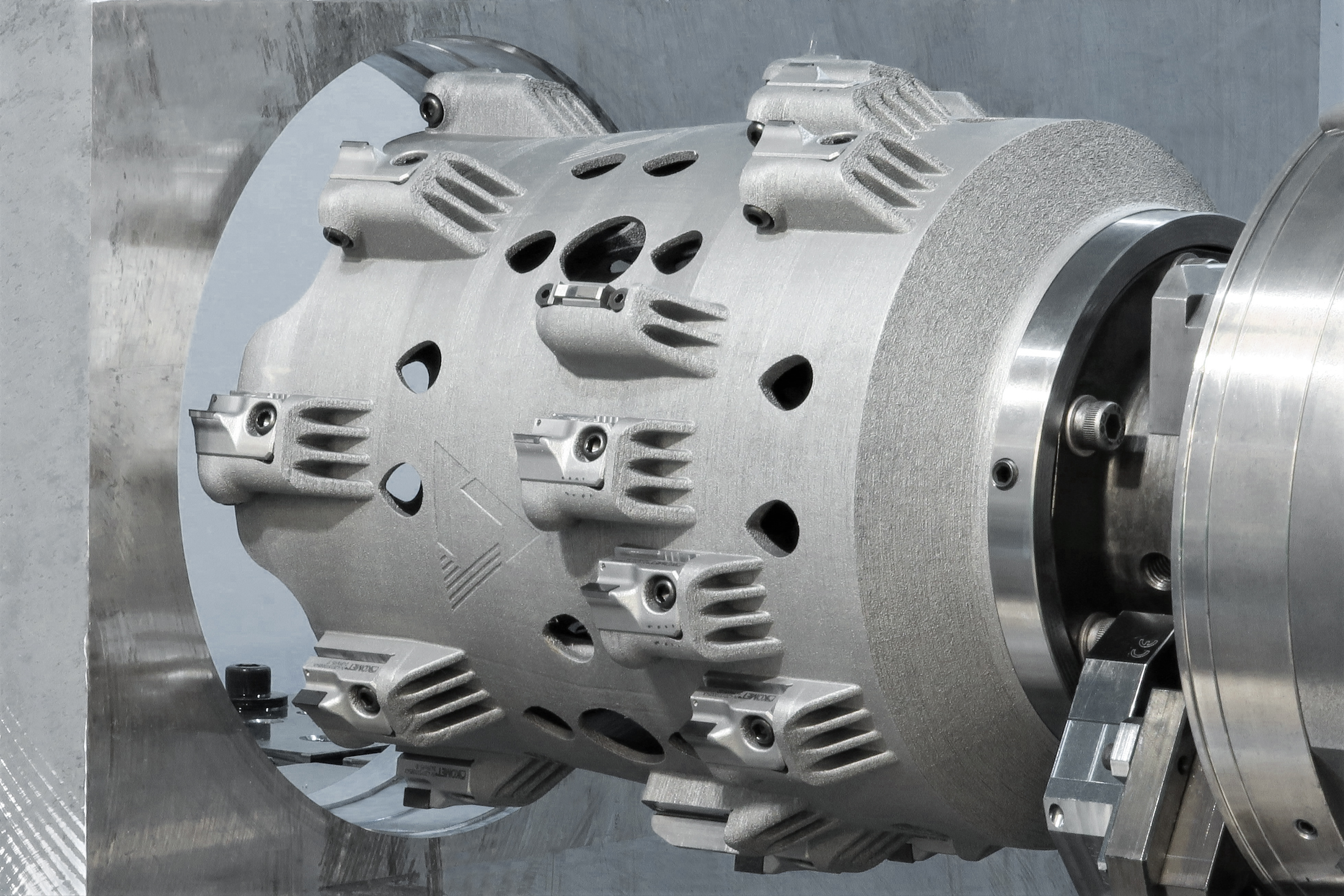
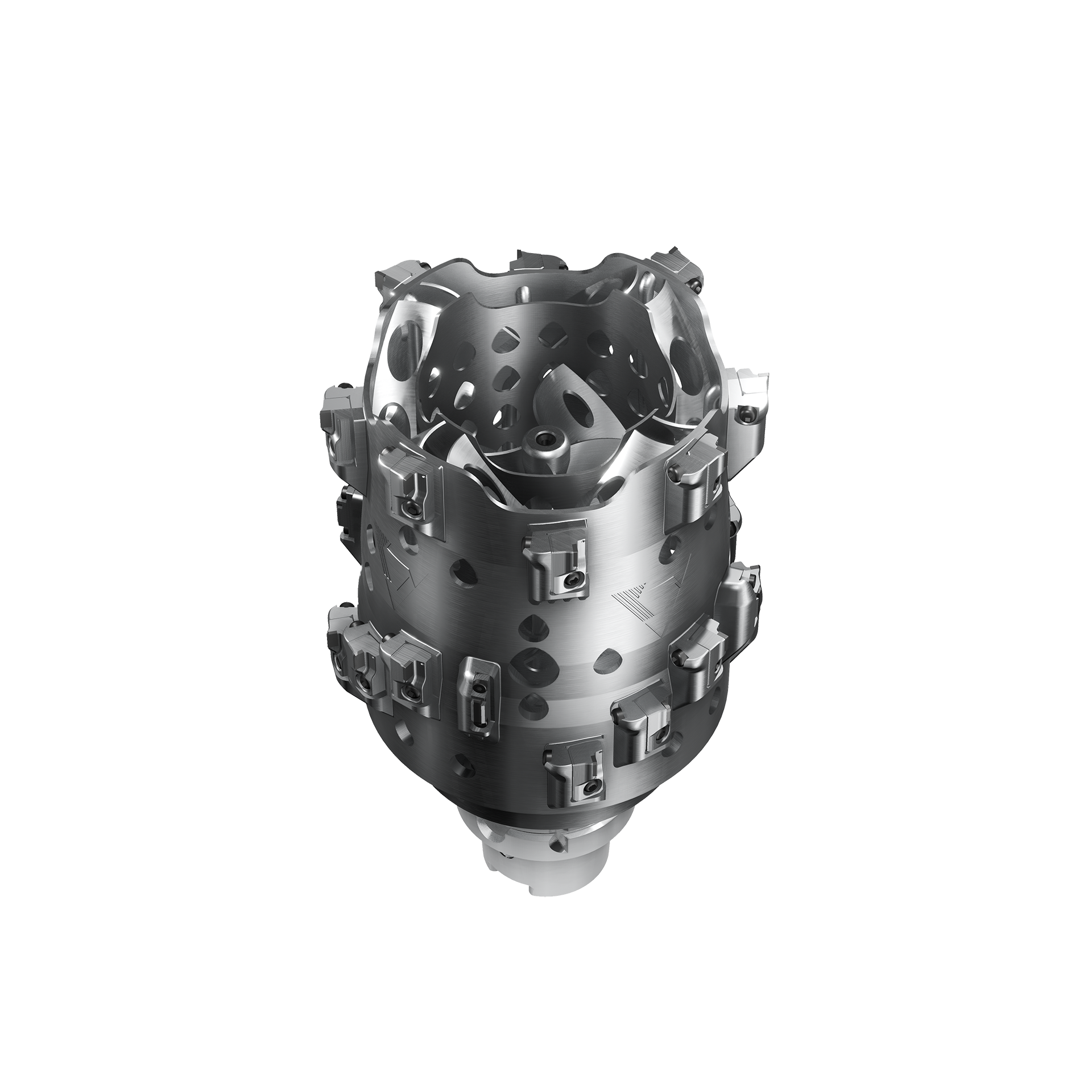
A teljes mértékben additív eljárással gyártott finomfúró szerszámmal a CERATIZIT egy olyan speciális szerszámot állított elő állórészek megmunkálására, amely megfelel az összes vele szemben támasztott követelménynek, nem hagy kívánnivalót sem forgácsolósebesség, sem pontosság terén. A teljesen új konstrukciónak köszönhetően elegendően merev ahhoz, hogy az IT6 méretpontosság és a hozzá tartozó köralakhiba követelményeinek megfeleljen.
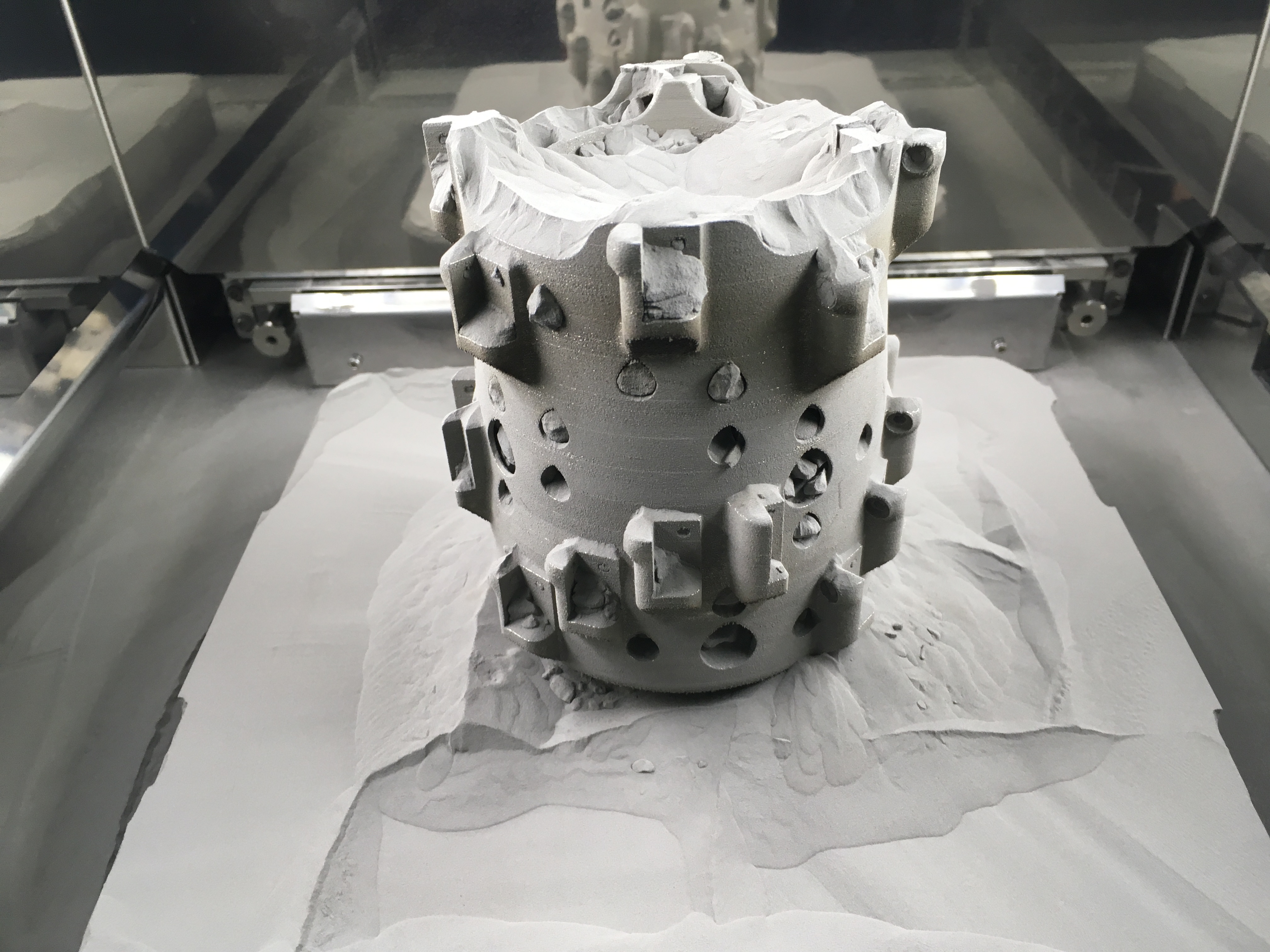
A csúcstechnológiájú szerszám alaptestét teljes mértékben acélból készítették, 3D nyomtatással.
Nagy átmérője (több, mint 200 mm) és jelentős hossza ellenére a fejlesztőknek sikerült a finomfúró szerszám tömegét 17 kg alatt tartani és úgy tervezték, hogy képes legyen felvenni a megmunkálóközpontok alakváltozásából adódó hajlítónyomatékot is. A CERATIZIT sokéves tapasztalatának köszönhető a 3D nyomtatás területén, hogy egy ilyen könnyűszerkezetes szerszám egyáltalán gyártható. Az alaptest finom, optimálisan merevített szerkezete csak additív gyártási eljárással (AM) érhető el. Tapasztalt AM-tervezők, akik nemcsak tisztában vannak az additív gyártás lehetőségeivel, de ismerik a 3D nyomtatás követelményeit, FEM-számításokkal határozták meg a szerszámot terhelő erőket, és ennek ismeretében optimálták a szerkezet felépítését. Az eredmény egy olyan finomfúró szerszám, amelynek a konstrukcióját szinte teljes egészében az ügyfél igényeire lehet szabni. Lépcsőnként négy forgácsolóéllel rendelkezik, és akár öt lépcsőt lehet kialakítani rajta, így a legbonyolultabb fúrási feladatokat is el lehet egy műveletben végezni.
Hatékony ‘plug & play’ megoldás
A PCD-ből (mesterséges gyémánt) készült forgácsolólapkákat a szintén additív eljárással készített tartóra forrasztják. Ez kiküszöböli a hőátadást a lapkáról az alaptestre, ezzel nem is léphet fel ebből adódó deformáció. Miután a felforrasztott tartókat felszerelték az alaptesten kijelölt helyre, a CERATIZIT mikronos pontossággal a kívánt méretre köszörüli a szerszámot. Az ügyfél ’plug & play’ megoldást kap kézhez, ezzel biztosítva, hogy a műveletben végig a tűrésen belül maradnak a méretek.
A CERATIZIT a 3D nyomtatás segítségével ki tudja használni az additív gyártási eljárások további előnyeit is. A hűtő-kenő folyadék furatait mind az alaptesten, mind a tartókban úgy alakították ki, hogy mindegyik forgácsolóélhez pontosan annyi folyadék jusson, hogy kimossa onnan a forgácsot. Ezzel kiküszöbölhető a felületek karcolódása, tehát javul a folyamatbiztonság, csökken a selejtek száma.
A CERATIZIT Stuttgart-Vaihingen-i üzemegysége felelős az egyedi finomfúró szerszámok tervezéséért, a rendeléskor meg kell adni a szerszám méretét, kell-e használni vezetőéleket, illetve a készremunkáláshoz szükséges műveletlépcsők számát. Szintén itt gyártják a szerszámokat egy ultramodern gépen.
A rendkívül innovatív konstrukciónak köszönhetően a szerszám tömegét jóval a piaci várakozások alá csökkentették, beleértve természetesen azokat is, akik állórész furatokat megmunkálóközpontokon kívánnak fúrni egyetlen lépésben.
Tekintsük át az előnyöket:
- Az állórész furatát készre lehet munkálni egyetlen műveletben
- Nagyteljesítményű megmunkálás, akár öt lépcsőben, lépcsőnkét négy PCD forgácsolóéllel
- Rendkívül pontos megmunkálási eredmények (mérettűrések IT6 szerint)
- Optimált konstrukció, additív eljárással készült könnyűszerkezet
- Additív eljárással gyártott tartók, forrasztott PCD forgácsolólapkákkal
- Optimált hűtőcsatornák kialakítás, hogy a hűtő-kenő folyadék minden forgácsolóélhez eljusson, és kimossa a forgácsot a furatból
- Ügyfél által specifikált konstrukció
Műanyagból készült lépcsős fúrórúd az állórész furatmegmunkáláshoz
A CERATIZIT egy másik finomfúró szerszámot is kifejlesztett a villamos motorok állórészéhez. Ez a konstrukció némiképp egyszerűbb, de nem kevésbé innovatív. Kedvezőbb árú, és a moduláris felépítésnek köszönhetően egyszerűbb gyártani.
A fejlesztés során itt is előtérbe került a könnyűszerkezetes konstrukció és a CERATIZIT tapasztalata az additív eljárások területén. A műanyag lépcsős fúrórúd egy könnyűszerkezetes, csőszerű alaptestből áll, amit hagyományos forgácsoló eljárásokkal gyártanak. Az állórész furatátmérőit az additív eljárással felépített lépcsők alakítják ki, amelyekbe PCD forgácsolólapkákat vagy váltólapkákat szerelnek.
Szénszál-erősítésű speciális műanyag
A lépcsők a szerszám legfontosabb újdonsága, ugyanis ezeket a CERATIZIT által kifejlesztett speciális műanyagból építik fel additív eljárással. A műanyag nagy merevségét a hozzáadott segédanyagokkal érték el. A fejlesztés során a topológiát optimalizálva biztosították, hogy a kis tömege ellenére a forgácsolás során fellépő rezgéseket nem adja tovább az alaptest felé. A különleges műanyag rezgéscsillapító hatású, és a 3D nyomtatásnak köszönhetően a konfigurációnak megfelelő helyre lehet kialakítani benne a hűtőcsatornákat. A hűtő-kenő folyadékot így a legjobb helyre lehet bevezetni, hogy a forgácsokat elvezesse, és kimossa a furatból.

A CERATIZIT új, többlépcsős fúrószerszámával képes egyetlen lépésben készremunkálni az állórész furatát.
Mindegyik lépcsőn a tartókba PCD forgácsolólapkákat vagy váltólapkákat szerelnek. Ez nem járatos szerszámtartó, de a kialakításnak köszönhetően a váltólapkák meghúzási nyomatéka nem terheli a műanyagot. A tartónak van egy elektronikusan vezérelt egysége, amelynek segítségével digitálisan lehet finombeállításokat végezni a váltólapkán. A kijelzőt digitális interfészen keresztül lehet csatlakoztatni, és a lapkák pozícióját mikronos pontossággal lehet finomhangolni.
Moduláris felépítés
Az alaptestből és különböző lépcsőkből álló, moduláris felépítésnek köszönhetően a könnyűszerkezetű fúrószerszámot többlépcsős szerszámként konfigurálva teljes mértékben megfelel az ügyfél elvárásainak, és képes egyetlen lépésben készremunkálni az állórész furatát. További fejlesztések is zajlanak, például egy további szerszámot lehet felszerelni a forgórész csapágy furatának megmunkálásához.
Gyorsan elérhető
Az ügyfelek értékelni fogják, hogy a szállítási határidő annak ellenére rövid, hogy a szerszám teljes mértékben testreszabható. A CERATIZIT az alaptestet raktáron tartja félkésztermékként, választhatóan KOMET ABS vagy HSK csatlakozófelülettel. A műanyag lépcsőket nagyon gyorsan ki lehet alakítani a 3D nyomtatón. Az ügyfél tehát hosszú várakozás nélkül juthat olyan szerszámhoz, amelyhez hasonló termelékenységet még nem tapasztalt korábban.
Tekintsük át az előnyöket:
- Az ügyfél igényeinek megfelelő állórész furatmegmunkálás, nagyoláshoz, simításhoz, vagy akár mindkét művelethez, egyetlen szerszámmal
- Lehetővé teszi további szerszámok használatát is
- Rendkívül pontos megmunkálási eredmények (mérettűrések IT6 szerint)
- Moduláris felépítésű szerszám
- Optimált konstrukció, additív eljárással készült könnyűszerkezet
- Digitálisan állítható szerszámtartókkal lehet felszerelni
- Optimált hűtőcsatornák kialakítás, hogy a hűtő-kenő folyadék minden forgácsolóélhez eljusson, és kimossa a forgácsot a furatból
- Rövid szállítási határidő
„Intelligens” szerszámok
A CERATIZIT mindig nagy hangsúlyt fektetett az ügyfeleknek nyújtott digitális támogatásra. A KOMET KOMlife, az újonnan kifejlesztett digitális karbantartási előjelző egy hasznos kiegészítő a folyamatbiztonság javítására. A KOMET KOMlife nemcsak a két új finomfúró szerszámhoz, hanem bármely forgó szerszám esetén is használható, amelynek átmérője legalább 50 mm.
A KOMlife karbantartási előjelző rendszer segítségével a CERATIZIT egy újabb mérföldkövet ért el az innovatív karbantartási stratégiák fejlesztése terén. A KOMlife lehetővé teszi az üzemi adatok rögzítését közvetlenül a szerszám adattárolóján és megjelenítheti a beépített kijelzőn, amit egy mágneses tapintóval lehet bekapcsolni. A karbantartási előjelzőt az ügyfél egyedi igényeihez lehet igazítani a karbantartási intervallum állításával, például váltólapkák cseréjéhez. Ha a beállított intervallumot túllépjük, egy piros LED felvillanása jelzi, hogy elmaradt a karbantartás. Az üzemi adatokhoz digitálisan hozzá lehet férni a KOMlife applikáció és a szabadalmaztatott, dinamikus QR-kód segítségével.
Tekintsük át az előnyöket:
- Költséghatékony, digitális karbantartási előjelző
- A szerszám külső beavatkozás nélkül gyűjti az adatokat
- Beépített kijelző
- Dinamikus QR kód, amely a KOMlife applikáció segítségével kiolvasható
- Minden, 50 mm-nél nagyobb átmérőjű forgószerszámhoz használható
Mérőtapintó és főorsó homlok zseniális kombinációja
Egy másik CERATIZIT szerszám is forradalmasítja a villamos motor megmunkálást (és más szektort is): a KOMET MicroKom KOMflex főorsó homlok, amelyet csapágyfészkek, hengerfuratok precíz megmunkálásához fejlesztettek ki. Az új termékkel a manuális főorsók és az U-tengelyes, rugalmas rendszerek közötti piaci rést fedik le.
A KOMflex rendkívül kompakt egység, és rádiótechnikás mérőtapintóval van felszerelve, hogy a furatmegmunkálás során intelligens önkorrekciót hajtson végre (szerszámkompenzáció). A főorsó homlokba épített mérőtapintó egyetlen rendszerként a piacon egyedülálló, az ügyfél számára technológiai és gazdasági előnyt is jelent. A precíz orsórendszer teljesen függetlenül képes üzemelni, a használatához elegendő egy rádiófrekvenciás vevőegységgel felszerelt szerszámgép, amelyen a KOMflex főorsó homlokot és mérőtapintót lehet vezérelni. A főorsó homlokot természetesen manuálisan, a szerszámgép CNC vezérlőjével vagy a beépített mágneskapcsolóval is lehet vezérelni. A KOMflex akár 8.000 1/min fordulatszámon üzemelhet, pozícionálási pontossága 0.001 mm.
Tekintsük át az előnyöket:
- Csapágyfészkek, hengerfuratok precíz megmunkálása
- Mérőtapintó és főorsó homlok kombinációja
- Kompakt felépítés
- Intelligens, rádiótechnikás szerszámkompenzáció
- Akár 8.000 1/min fordulatszám
- Pozícionálási pontosság: 0.001 mm
ForrásCERATIZIT