Jelen cikkünkben a recézésről, annak funkcióiról, szerszámairól és az eljárás lépéseiről olvashatnak.
A recézés olyan eljárás, mellyel mechanikai úton, anyageltávolítás nélküli alakítással hozhatunk létre felületi mintázatot. Ugyan nem jár forgácsolással, a műveletet esztergán végzik, egy recéző (rovátkoló) görgős szerszám segítségével. A recézésnek számos alkalmazási területe létezik, a jobb tapadást biztosító funkcionális vagy szimplán a szép megjelenést kölcsönző esztétikai tulajdonságainak köszönhetően. Gyakran használják kéziszerszámok, fogantyúk, kezelőelemek felületeinek érdesítésére.
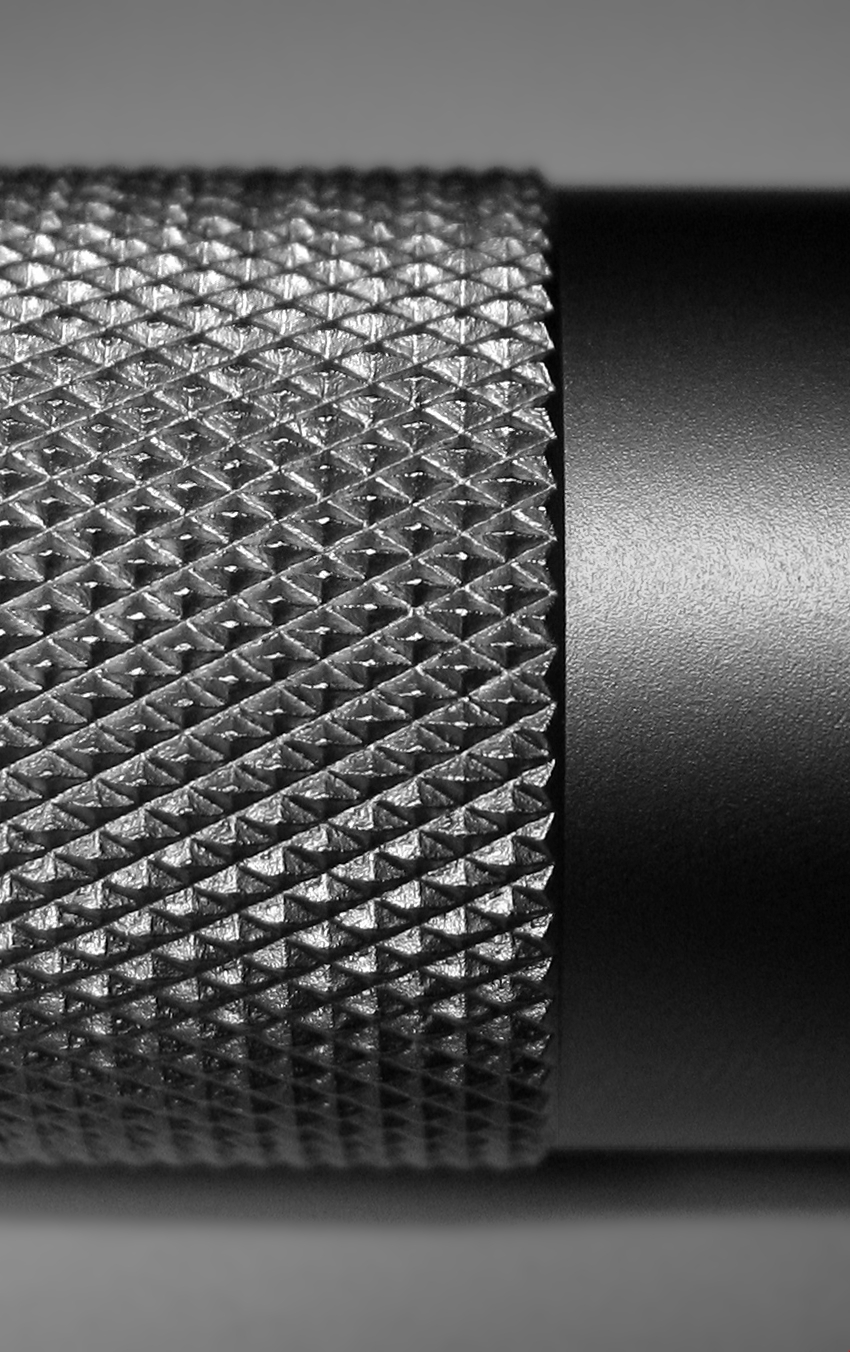
Recézett felület
De hogyan is zajlik pontosan? A TITANS of CNC online akadémiájának alábbi videójában, illetve összefoglalónkban az eljárás részletesen is bemutatásra kerül:
A recéző szerszám
A recézést számos különböző szerszámmal végezhetjük, többek között a videóban is használt állítható, villás recézővel. Ez a típusú szerszám a megmunkálni kívánt rúd átmérőjének és az arra gyakorolt nyomásnak megfelelően állítható. A szerszámnak két szára van, ezek végén pedig egy-egy fogazott görgő található, amik a munkadarabon létrehozott mintázat kialakításáért felelnek.

Állítható recéző szerszám
A videóban látható szerszám görgői átlósan, 45°-os szögben, egymáshoz képest ellenkező irányban rovátkoltak, ennek köszönhetően rombuszos (kereszt) mintázatot hagynak a munkadarabon. Maga a mintázat úgy jön létre, hogy a görgők nyomást gyakorolnak az anyagra, ami ennek következtében felduzzad. Következésképpen tehát, a rúdra gyakorolt nyomás függvényében nő a minta mérete, ezzel együtt a rúd külső átmérője is.

A recézés fajtái (fentről lefelé): Egyenes, ferde és átlós recézés
A szerszám beállítása
A recéző szerszám beállítását az alábbi lépések szerint kell elvégezni:
- A megmunkáláshoz használt eszterga revolverfejébe behelyezzük a szerszámszárat.
- Beállítjuk az átmérőt a recéző szerszámon. Fontos, hogy ez kisebb legyen, mint az előmunkált rúd átmérője – amennyivel kisebbre állítjuk, olyan mélyek lesznek a rovátkák a munkadarabon, illetve ennyivel nő a munkadarab átmérője.
- Behelyezzük a szerszámot a szerszámszárba, de nem fixáljuk, hogy később még kézzel állíthassunk rajta.
- Indexáljuk a revolverfejet, majd az X-tengely mentén, manuálisan a munkadarabhoz pozícionáljuk a szerszámot, ügyelve arra, hogy a rúd középpontja minél közelebb kerüljön a szerszám középpontjához.
- Tekintve, hogy a szerszám az X-tengely mentén beállításra került, ezen a tengelyen felvehetjük a szerszám pozíció eltolás értékét.
- A szerszámot a Z-tengely mentén is beállítjuk. Mivel az X-tengelyen a görgőkhöz és nem a szerszám villáihoz állítottuk a szerszámot, figyeljünk arra, hogy a munkadarab kellőképpen ki legyen húzva a tokmányból, az ütközés elkerülése végett.
- Végül a Z-tengelyen is felvehetjük a szerszám pozíció eltolást.
Ahogy a videóban is, a szerszám kialakításából adódóan előfordulhat, hogy a Z-tengely mentén nem tudjuk a görgőket tökéletesen a munkadarabhoz igazítani és egy alátétet kell használjunk a pozicionáláshoz. Ebben az esetben figyeljünk arra, hogy az eltolás megadásánál a szerszám aktuális pozíciójából vonjuk ki a használt alátét szélességét.
A megmunkálás
Miután beállítottuk a szerszámot és megadtuk a szükséges eltolásokat, elkezdhetjük a megmunkálást. A munkadarabot először a megfelelő átmérőre esztergáljuk. Utána jöhet is a recéző szerszám. Ezt követően ismét egy esztergakést használunk, amivel levágjuk a darab tetejét, illetve végigmegyünk vele a recézett felületen is, hogy a rovátkák ne legyenek túl élesek. Végül leválasztjuk a darabot a megmunkálatlan részről.
Források:
https://tudasbazis.sulinet.hu/hu/szakkepzes/gepeszet/muszaki-abrazolas/feluleti-kialakitasok-alkatreszek-felfekvo-feluleteinek-jelolesenek-reszletes-bemutatasa/recezes
http://csonkagy.uw.hu/tananyag/forg/gforg_alap.pdf