Alábbi cikkünkben különböző lemezmegmunkálási technológiákról, eljárásokról olvashat rövid összefoglalót, a teljesség igénye nélkül.
1. Képlékeny alakítások
1.1. Hajlítás
A hajlító műveletek során az anyagban a folyási határ értékét meghaladó feszültségek ébrednek, képlékeny alakváltozás következik be, és a lemez az erő-hatás megszűnte után – némi rugalmas deformációtól eltekintve – megtartja hajlított alakját.
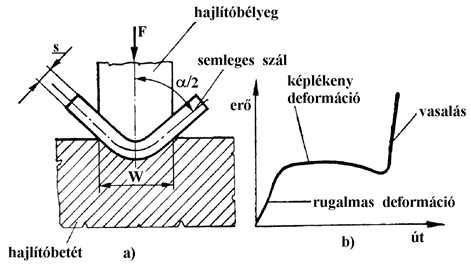
A hajlítás elve és erőigénye a) hajlítás süllyesztékben b) a hajlítás út-erő diagramja
1.2. Mélyhúzás
Képlékeny alakító eljárás, amelynek során a sík lemezt egy mechanikus bélyeg segítségével sugárirányban egy ráncfogóval ellátott formázószerszámba (húzógyűrű) húzzák, ezáltal üreges testet állítanak elő. Speciális esete a hidromec eljárás, ahol a húzógyűrűt szabályozható nyomású folyadéktér helyettesíti, így a lemez alakját a bélyeg határozza meg.
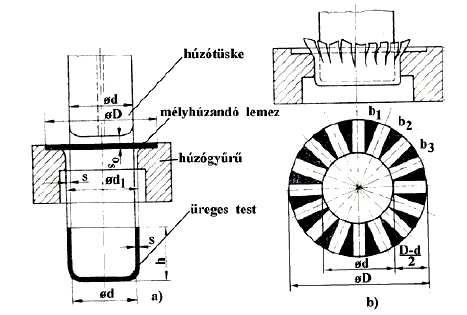
Mélyhúzás: a) a mélyhúzás elve b) a ráncképződés
- nyújtva húzás
Elsősorban karosszéria elemek gyártására szolgáló eljárás, mely során a lemezt peremei mentén befogják, majd bélyeggel nyújtják. Az alakot a bélyeg határozza meg.
- hullámosítás
Lemezalkatrészek hullámos felületének kialakítása forgó, alakos hengerek között vagy profilos szerszámmal.
- hydroforming
A hydroforming egy speciális alakító eljárás, melynek során nagy nyomású hidraulikus folyadékkal egy formaszerszámra préselik a fémlemezt. Ennek köszönhetően komplex formák is könnyen kialakíthatók.
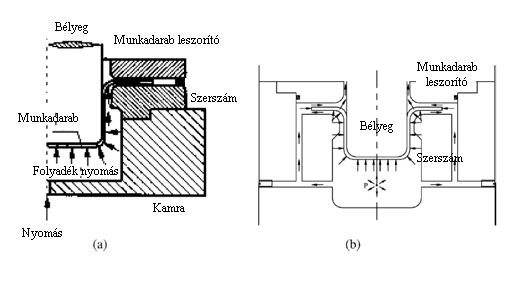
A hidro-mechanikus (a) és a hydro-rim (b) technológia
 1.3. Menetformázás (menetmángorlás)
1.3. Menetformázás (menetmángorlás)
 1.3. Menetformázás (menetmángorlás)
1.3. Menetformázás (menetmángorlás)Alkatrészek meneteinek készítése forgácsolás; az anyag szövetszerkezetének átvágása nélkül, hidegalakítás útján. Elsősorban a képlékenyebb anyagok megmunkálására alkalmas technológia.
1.4. Kovácsolás
Olyan megmunkálási művelet, melynek során az anyagot meleg állapotban, két szerszám alakító felülete között, ütésekkel vagy nyomóerővel alakítjuk.
- hengerlés
Gyakorlatilag forgó mozgással folyamatosított nyújtó kovácsolás. Hengerléskor a munkadarab két ellentétes irányban forgó henger között halad át, miközben keresztmetszete csökken, hosszúsága növekszik.
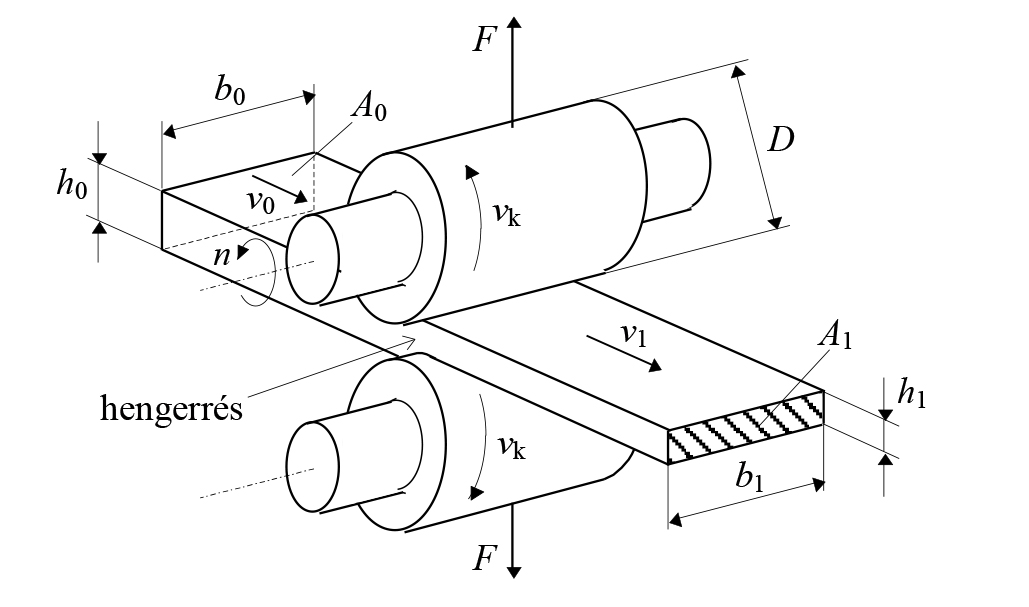
Lemezhengerlés elrendezési sémája
- zömítés
A zömítés egy olyan kovácsművelet, amelyben a képlékeny alapanyagot hossztengelyének irányába összekovácsoljuk, összenyomjuk. Az eljárással egy kisebb átmérőjű, de hosszabb elő alakból egy nagyobb átmérőjű és kisebb magasságú térfogatelem készíthető.
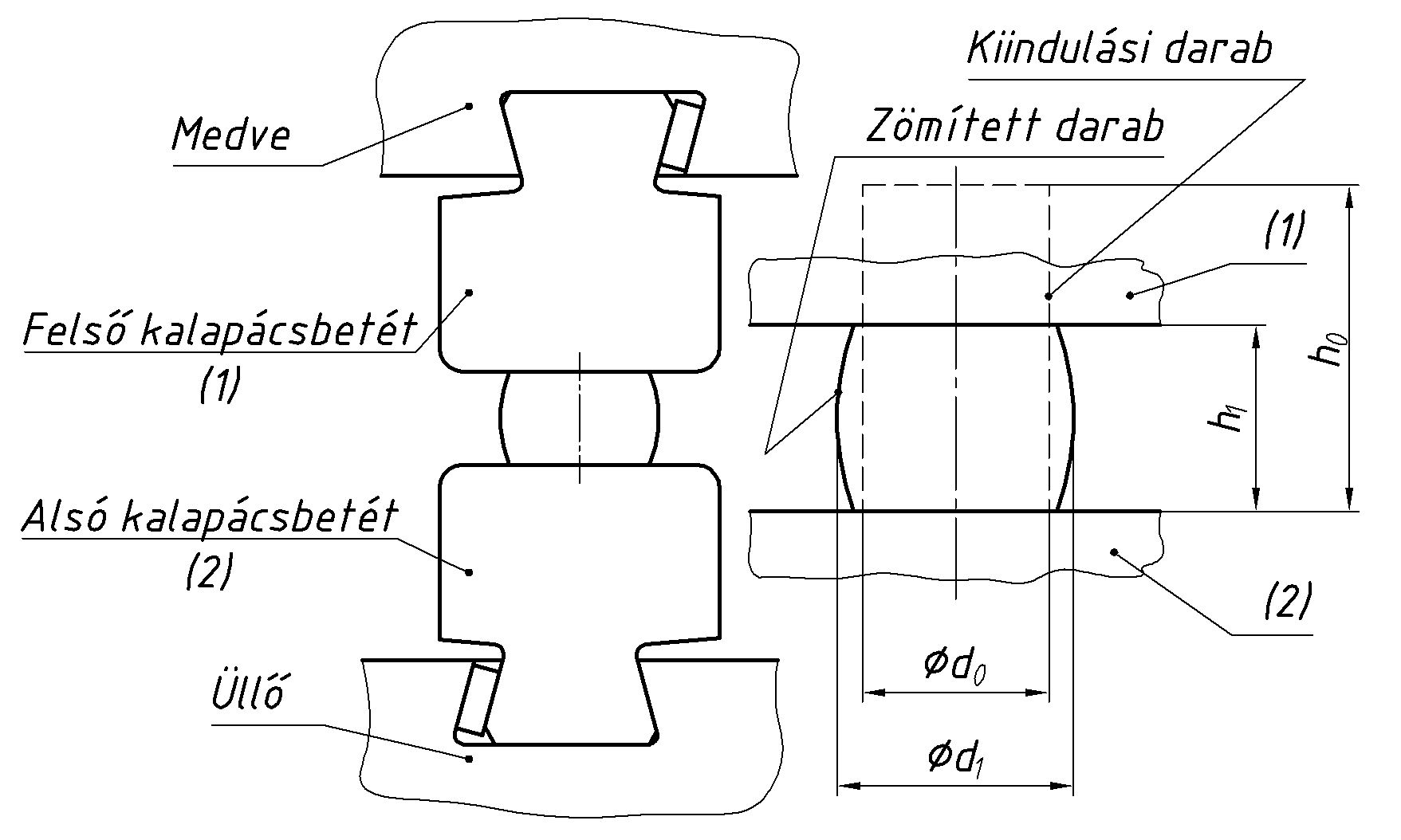
Zömítés művelete
2. Anyag leválasztásával történő alakítások
Az anyagszétválasztáson alapuló lemezalakító eljárásoknál a szerszámba helyezett lemezt az anyag nyírószilárdságánál nagyobb igénybevétellel terheljük. Hatására kialakul a kívánt forma.
2.1. Vágás, darabolás
Vágás az az anyagszétválasztó művelet, amelynek eredményeként legalább a vágás vonalának egyik oldalán a vágott méret és tűrése, a vágott darab alakja, és a vágott felület minősége meghatározott, vagyis gyártástechnológiailag tervezhető. A vágás lényege: az ék alakú szerszám az erőhatásra benyomul az anyagba és azt szétválasztja.
Darabolás az az anyagszétválasztó művelet, amelyet akkor alkalmazunk, ha a méretpontosság, az alakhűség és a felület minősége a kész munkadarabon nem meghatározó jelentőségű.
Az eljárás végezhető lemezollóval (“hideg” vágás), láng-, plazma- vagy lézerforrással (termikus vágás), illetve vízsugárral.
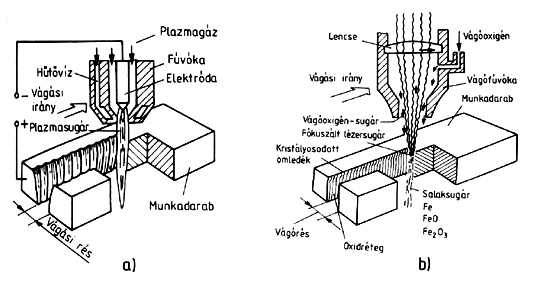
A plazma- (a) és lézervágás (b) elve
2.2. Kivágás, lyukasztás

A kivágás-lyukasztás elve
A kivágás és lyukasztás folyamata alapjában azonos az ollón végzett vágással. Alkalmazásukra akkor kerül sor, ha azonos alakú és méretű munkadarabot kell nagy darabszámban előállítanunk. A kivágó-, illetve a lyukasztószerszám két fő alkatrésze a bélyeg (felső) és a vágólap (alsó).
- nibbelés (koordináta-luykasztás)
A lyukasztó gép, a csípőszerszámok sorozatos leütésével vágja körbe a kívánt alakzat kontúrját. Az eljárás során a munkadarabot egy koordináta asztal mozgatja.
3. Fémkötések
3.1. Hegesztés (TIG/WIG, MIG/MAG, AWI, robotos, pont, lézer, csap)
A hegesztés (termikus egyesítés) során két vagy több azonos vagy közel azonos alapanyagú alkatrészt kapcsolnak oldhatatlanul egymáshoz hőhatás segítségével, nyomással vagy nyomás alkalmazása nélkül, hozaganyag hozzáadásával vagy anélkül. A hozaganyag összetétele a hegesztendő anyag összetételével azonos vagy majdnem azonos. A kifogástalanul elkészített hegesztési varrat szilárdsága az alapanyagéval egyező.
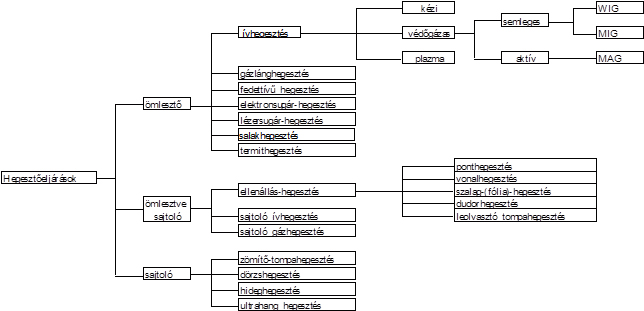
A hegesztési eljárások csoportosítása
A kötőhegesztések két vagy több munkadarab egyesítésére alkalmasak.
A felrakóhegesztés hozaganyag ráhegesztése a munkadarab felületére különleges felületi tulajdonságok (keménység, korrózióállóság, stb.) elérése vagy méretnövelés céljából.
3.2. Forrasztás
A forrasztás azonos vagy különböző fémek olyan kötése, amelyeket csak az alacsony olvadáspontú hozaganyag, a forrasz köt össze. A forrasz a forrasztás hőmérsékletén megolvad, és dermedése közben az összekötő felületekkel döntően adhéziós kapcsolatot létesít.

A forrasztott kötések kialakítása: a) tompa, b) átlapolt, c) peremezett, d)-e) kapcsos kötés
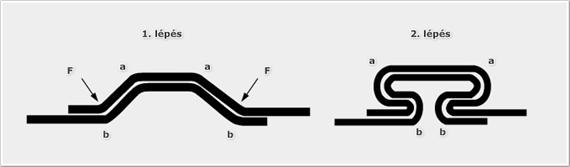
3.3. Korcolás
Korcolással lemezeket mereven, nem oldhatóan köthetünk össze. Az alkatrészek egymással párhuzamos szélét először egymásba akaszthatóra hajlítjuk. A korcolt alkatrészek összenyomása és az egyik él behajlítása biztosítja a kötés létrejöttét.
3.4. Besajtolás
Az eljárás során a rendkívül erős kötést eredményező hidegfolyás előidézésével kötőelemeket (pl. csapokat, anyákat) préselnek a lemezalkatrészbe. A kötőelemek sajtolása a lemezben pontosan kivágott furatokba történik.
3.5. Toxolás
Oldhatatlan kötést létrehozó eljárás, melynek során egy tüske segítségével két alkatrészt, a szükséges pontokon egymásba nyomnak.
Forrás:
https://www.tankonyvtar.hu/en/tartalom/tamop412A/2011-0013_meszaros_gepipari_gyartastechnologiak_ii/iv_fmktsek_hegeszts_technolgik.html
http://kepzesevolucioja.hu/dmdocuments/4ap/5_0240_002_101115.pdf
http://docplayer.hu/29075099-Keplekenyalakitas-4-eloadas.html
https://www.muszeroldal.hu/measurenotes/gepiparitechnologiak.pdf
http://www.matsci.uni-miskolc.hu/new/files/jegyzetek/kepl_elm_al/lemezhengerles.pdf
http://www.matsci.uni-miskolc.hu/new/files/jegyzetek/femtechnologiak/keplekeny_alakitas_3_11.pdf