A számjegyvezérlésű szerszámgépek megjelenésével közel egyidős a G-kódos programozás, melynek lényege, hogy egységes, a gép vezérlése által értelmezhető formában írjunk le minden olyan információt, amely az alkatrész megmunkálásához szükséges. Bár a kezdeti manuális programozástól már igen hosszú utat tettünk meg, a szoftveresen generált programkódok ellenőrzéséhez elengedhetetlen, hogy ismerjük az alapvető G-kódos utasításokat, melyek napjainkban is ipari sztenderdnek számítanak, és az ISO6983 szabványban (USA-ban RS-274, Németországban DIN66025) kerültek rögzítésre.
A G-kódos nyelvben a program utasítások halmazából áll, amely mondatokra tagolódik, ezek – nem meglepő módon – szavakból tevődnek össze. Persze itt nem a beszélt nyelvekben használatos szavakra kell gondolni, ugyanis a G-kódban ezek a szavak egy vagy több karakteres címből és numerikus adatból épülnek fel. A következőkben funkció szerint csoportosítva mutatom be a legfontosabbakat a G-kódos programozás szókészletéből.

Az előkészítő kódok G betűvel kezdődnek, a vezérlés interpolátora dolgozza fel őket, így főleg a mozgásokhoz kapcsolódó információkat jelölik. Lehetnek öröklődőek, melyek addig érvényesek, míg egy következő mondatban felül nem írjuk őket, ezek általában valamely paraméter beállítására szolgálnak, illetve „egylövetűek”, amik legtöbbször egy konkrét műveletre utasítanak. G90-nel illetve G91-gyel az abszolút, illetve növekményes koordinátamegadást tudjuk meghívni, előbbi a munkadarab abszolút koordinátarendszerében, míg utóbbi az előző pozícióhoz képesti helyzetmegadást szolgálja. A használni kívánt koordinátarendszerek kódjai G54-től kezdődnek (ez az alapvető munkadarab-koordinátarendszer), s akár hat különböző is lehet belőlük, az egyes koordinátasíkokat pedig a G17-19 közti kódokkal választhatjuk ki.
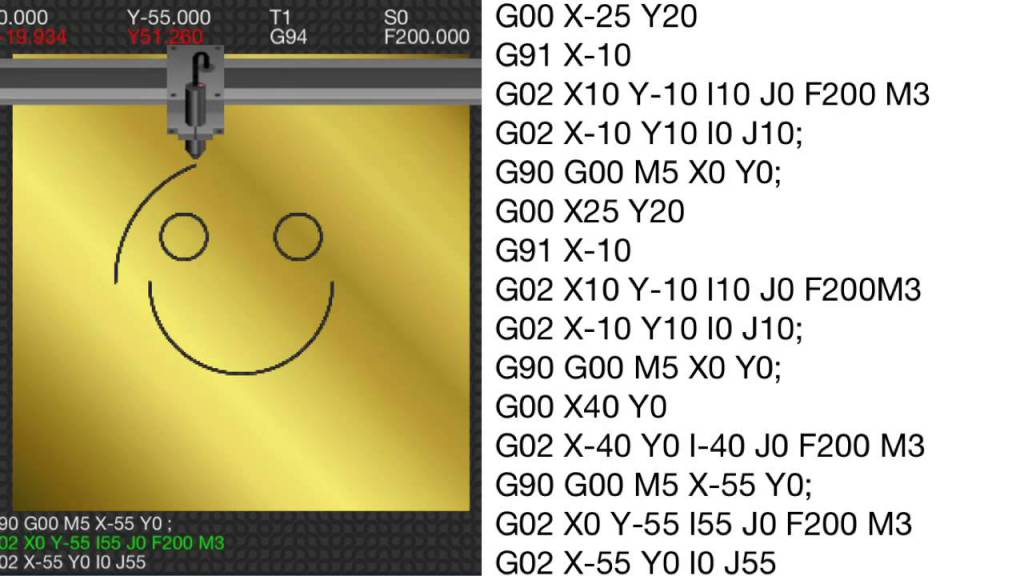
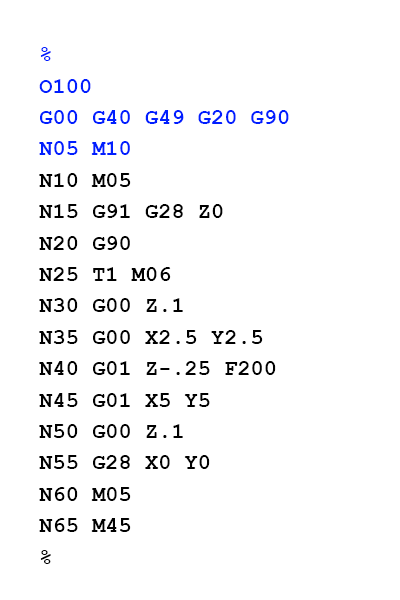
A mozgások közül a pozícionáláshoz gyorsmenetben G00-t kell írnunk, s ezt követi a kívánt pozíció koordinátája. Hasonlóan működik G01-gyel a lineáris interpoláció, azonban itt munkaelőtolással mozgunk. Ugyanígy létrehozhatunk kör(ív)et is, G03-mal az óramutató járásával ellenkező, G02-vel azzal megegyező irányban. Itt két választásunk van: a végpont helyzetén kívül R betű után bevihetjük az ív sugarát, vagy pedig az ív középpontjának helyzetét a kezdőpontjától számított, tehát növekményes I,J,K koordinátákkal. Léteznek más interpolációk is, ezekre most azonban nem térnék ki.
A mozgáspályák önmagukban nem elegendők a megmunkáláshoz, ezért még néhány fontos kódcsoportot ismernünk kell, ezek többnyire a vezérlés PLC-jének adnak kapcsolási információkat. A kiegészítő, vagy kódjuk kezdőbetűje után M-funkciók közül a legfontosabb M00 feltétel nélkül megállítja a programot beolvasáskor, míg társa, az M01 egy bizonyos feltétel teljesülése esetén. M03 és M04 a szerszámgép főorsójának forgását kapcsolja be és ki, míg M08/M09 a hűtőfolyadék használatával teszi ugyanezt.
A következő csoport a technológiai paraméterek beállítását végzi: S után a főorsó kívánt percenkénti fordulatszámát adhatjuk meg, F betűt követően az előtolás értékét (ha előtte G94 szerepel, percenként, míg G95 használatával fordulatonként).
Az eddigi kódokkal a megmunkálást még mindig nem folytathatjuk le, hiszen azok a szerszámgép vezérelt pontját irányítják, nekünk a sikeres művelethez azonban a szerszám munkadarabbal érintkező pontjának pályáját kell megadnunk, erre szolgálnak a szerszámbehívó és korrekciós funkciók. A T címet követően hivatkozhatunk egy szerszámtárbeli pozícióra, ez bizonyos vezérléseknél magára a szerszámcserére is utasít egyben. A korábban említett két pont között a hossz- és sugárirányú korrekció értékeivel teremthetünk kapcsolatot, előbbit H, másodikat D betűvel címezhetjük, fontos megemlíteni, hogy nem konkrét értéküket adjuk meg a programban, hanem egy korábban beállított korrekciós tábla megfelelő adataira hivatkozunk, hasonlóan a szerszámtárbeli pozícióhoz. A korrekció iránya sem mindegy, G41 esetén az előtolás szerint balról, G42-nél jobbról követi a szerszám a programozott pályát az előtolás irányából nézve, G43 és G45 a hosszkorrekció irányát specifikálja.
Hosszasan lehetne sorolni a további kódokat, melyekkel akár egy egészen egyszerű alkatrész programjában is találkozhatunk, a beszélt nyelvekhez hasonlóan ezeket is célszerű használat közben elsajátítani. Ezt segíti a honlapon megtalálható G-kód kereső is.
Ha kíváncsi vagy, mennyire sikerült elmélyedned a „gyártás nyelvében”, az alábbi teszttel kipróbálhatod g-tudásodat:
https://www.cnc.hu/2017/08/nehany-kerdes-a-g-kodokrol/
További érdekességek a G-kód történetéről, és egy rövid áttekintés G-nyelvről:
https://www.cnc.hu/2016/03/g-kod-tortenelem/
https://www.cnc.hu/2017/08/a-gyartas-nyelve-g-kod/
A cikket a KÁTÉ szerzői készítették.
Képek forrása:
https://www.autodesk.com/industry/manufacturing/resources/manufacturing-engineer/g-code