Kedves Olvasó! Rendhagyó módon, egy gondolat erejéig visszautalnék az előző írásom (Szerszámgépek alapozása) egyik pontjára, a szerszámgépek elhelyezésére. Egyik kedves, volt kollégám (Balogh József úr) tette hozzá azt a kiegészítést, hogy a szerszámgépek elhelyezésénél arra is figyelni kell, hogy a gépek körül elegendő férőhely maradjon nemcsak a kezelésükhöz, hanem a tisztítás, karbantartás, szerviz és javítási munkákhoz is egyaránt! Köszönöm kollégám értékes megjegyzését.
Ezek után térjünk át a mostani témánkra!
A cikk címében külön kihangsúlyoztam, hogy CNC szerszámgépekről lesz szó. Ennek kiemelését azért tartom fontosnak, mert lényeges különbség van az úgynevezett hagyományos és a CNC gépek külső megjelenése és a belső konstrukciója között is. Az alkatrészgyártásban elsöprő többsége lett/van a CNC gépeknek, ezért tartom aktuálisnak ennek a gép-családnak a konstrukciós szintű bemutatását, ismertetését. Ez a tény azonban nem a hagyományos gépek leminősítését jelenti, hanem arra utal, hogy az elmúlt 50 – 60 év alatt jelentősen megváltoztak a szerszámgépek.
Az 1. ábrán jól látható ez a különbség a külső megjelenésben is:

EKM 200 műszerészeszterga (1961, Kőbányai Szerszámgépgyár) és EUROturn 12 C ellenorsós CNC eszterga (2014, NCT) képek forrása: www.szerszamgepgyartas.hu és www.nct.hu
Ezt a forradalmi változást az elektronika rohamos fejlődése nemcsak ösztönözte, hanem ki is „kényszerítette” a gépgyártókból. Tudjuk jól, hogy megfelelő és azonos minőségű alkatrészeket nagy mennyiségben, gazdaságosan gyártani csak automata üzemmódban lehetséges. Az emberi beavatkozás lehetőleg csak a „mellékfolyamatokra” korlátozódjon, mint például: alapagyag betöltése, kész darabok elszállítása, stb. Ilyen automata üzemeltetésre tervezték az „elektronika előtti világban”, a revolverautomata esztergákat. Ezek a gépek több szánegységgel rendelkeztek, hajtásukat fogaskerekes-menetes orsós hajtásláncokon keresztül a főhajtásból származtatták, a működésük ütemezését pedig vezérlőtárcsák adták. A vezérlőtárcsákat minden alkatrészhez a művelet-tervnek megfelelően meg kellett tervezni és legyártani. Az előbb említett hajtáslánc kialakítás miatt nagyon bonyolult mechanikája volt ezeknek a gépeknek. Egy-egy munkadarab átállás sok munkát és időt vett igénybe, de akkor nem volt más lehetőség vagy választás. Gyakorló géptervezőként ki kell hangsúlyoznom, hogy ennyi év távlatából is maximális elismerés illeti mindazokat, akik kitalálták, megtervezték, legyártották és végül összeszerelték a mechanikus-automata gépeket, berendezéseket! A 2. ábrán egy egyorsós revolverautomata eszterga kinematikai vázlata látható, a 3. ábrán pedig a revolver egység felépítése. Egyszerűen zseniális szerkezet!

2. ábra Revolverautomata eszterga kinematikai vázlata
forrás: www.tudasbazis.sulinet.hu

3. ábra Revolver egység felépítése
forrás: www.tudasbazis.sulinet.hu
Az elektronikai ipar, és ennek hatására a számítástechnika fejlődése teret nyitott a szerszámgépek elektronikus vezérelhetőségének, melynek eredményeként először az NC gépek jelentek meg, majd pedig a CNC gépek. Nagyon egyszerűen és röviden megfogalmazva, az NC és CNC gépek közt az a különbség, hogy az NC gép vezérlésébe külső eszköz illetve adathordozó (pl. lyukszalag) segítségével lehetett a megmunkálóprogramot betölteni, a CNC gépek vezérlései viszont alkalmasak program írásra-szerkesztésre és tárolásra is, külső eszköz nélkül.
A hazai szerszámgépgyártás ikonikus NC gépe a Csepeli Szerszámgépgyár ERI 250 típusú esztergája volt ( a ’60-as évek közepétől kezdték gyártani), a kiváló mechanikai felépítésének köszönhetően néhányat a mai napig használnak még – természetesen elektromos korszerűsítést követően. A hazai CNC megmukáló központok közül az MC 403 típust emelném ki, nem szokványos a felépítése, ugyanis három főorsóval rendelkezik vízszintes elrendezésben, a munkadarabokat pedig kétpalettás rendszer hordozza és váltja be a megmunkáláshoz. Ebből a példányból is dolgozik még néhány darab. Ezt a gépet a Miskolci Egyetemen fejlesztették ki és a SZIM Fejlesztő Intézete gyártotta. Sajnos ezekről a nagyszerű gépekről nem találtam képeket.
Ezen kis ipartörténeti kitekintés után visszatérve az előbbi gondolatmenethez, nem kell külön részletezzem, hogy mekkora a különbség egy CNC gép és egy revolverautomata eszterga munkadarab átállás ideje és folyamata között: Ég és föld a kettő!
Az NC és a CNC szerszámgépeken egyértelműen nyomon követhető az elektronika, a számítástechnika és a gépészet egymásra találása és közvetlen hatása; valamiféle evolúciós folyamat az, ahogyan a szerszámgépek fejlődtek és fejlődnek ma is tovább.
Nézzük meg egy példán keresztül, hogy mire is gondolok. Az esztergák (és marógépek) fő- és mellékhajtása hajdanán a következőkből állt: aszinkron motor állandó – névleges fordulatszámon járatva, ékszíjhajtás a főhajtóműre, ahol egy sokfokozatú sebességváltón keresztül jutott el a hajtás a főorsóhoz és a mellékhajtásokhoz. Cserekerekekkel lehetett menetvágáshoz a megfelelő gépi előtolást biztosítani, ez pedig, ha nem is nagymértékű, de szerelési munkát jelentett (időkiesés! és nagyon jól képzett gépkezelőre volt szükség). Amikor már lehetőség nyílt az egyenáramú motorok szabályozott hajtásának alkalmazására szerszámgépeken is, elkezdődött a hajtáslánc szétválasztása, a főhajtást és a mellékhajtásokat külön motorok működtették. A főhajtások esetében még megmaradtak a több-fokozatú, nyomatéknővelő hajtóművek, mivel nagy nyomatékú egyenáramú motorokat csak nagy méretben és súlyban tudtak előállítani, amit viszont nem lehetett felszerelni a gépekre. Ez a probléma az aszinkron szervók megjelenésével többnyire megoldódott, már lehetett nagy nyomatékú és teljesítményű motorokat alkalmazni a gépeken. Elmaradtak a hajtóművek a motor és a főorsó között, az ékszíjhajtást leváltották a poly-V szíjak. A forgácsolás technológiája is igazodott az új trendhez, egyre magasabb vágósebességgel dolgoztak a gépek, ehhez megfelelő szerszámok, váltólapkák kellettek. A forgácsolás során, ezek után már nem a „nagy nyomaték – alacsony fordulaton”, hanem a „ kis nyomaték – magas fordulaton” elv érvényesült. (Megjegyzem, hogy a „kis nyomaték” csak relatív értelemben értendő a több ezer Nm nyomatékot adó fogaskerekes hajtóművekhez képest.) A forgácsolási teljesítmény nem változott, csak más felosztásban lett „érvényesítve”. Innen pedig már csak egy ugrás, hogy a motororsók (angolul: built in motor) világába megérkezzünk. Ebben az estben a főmotor és a főorsó integrálva van egy egységbe. A főorsó fordulatszámának már csak a munkadarab befogó szab határt, ahogy ez az esztergák esetében megszokott dolog. A 4. ábrán hazai fejlesztésű és gyártású eszterga motororsók láthatók.
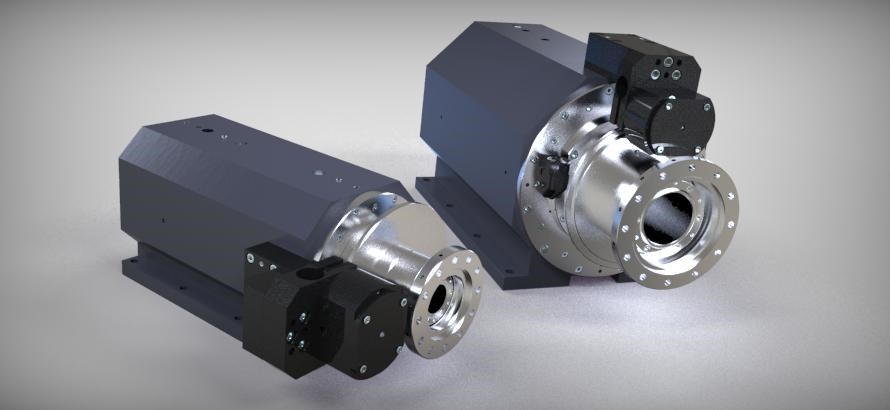
4. ábra Eszterga mototrorsók
forrás: www.nct.hu
Kedves Olvasó! A tervem szerint, a mostani Témaindítót követően több részben fogom taglalni a CNC szerszámgépek konstrukciós megoldásait, különös tekintettel az eszterga és maró jellegű megmunkálást végző gépekre. Hogy miért pont ezt a két géptípust választottam? Azért, mert ezekből van a legtöbb termelésbe állítva és ezek kialakításai a legváltozatosabbak.
Szerző:Csepregi Dezső