Egy gépberuházás sikere nemcsak a kiválasztáson múlik, nagy szerepe van benne a gép telepítésének is. A megvásárolt szerszámgépet megfelelő módon kell az üzemcsarnokban elhelyezni. A gépelhelyezés nem csak néhány négyzetméternyi üzemcsarnok területet jelent, hanem magába foglalja a gépalap kialakítását és a gép vízszintbe állítását (röviden szintezését), lefogatását.
Vizsgáljuk meg részletesen, mit takarnak ezek a feladatok!
1. A gépalap szükségessége
Ha egy épületről beszélünk evidens, hogy az építése az alappal kezdődik, melyet az építész-statikus tervez meg az épület egészének és a környezet figyelembe vételével. Tapasztalatból tudom, hogy ez az evidencia szerszámgépek esetében sajnos hiányzik. Pedig a szerszámgép és a környezet hatásmechanizmusa közvetlenül érvényesül a gép működése közben, az elkészítendő munkadarab minőségét közvetlenül befolyásolja. Elég, ha csak arra gondolunk, hogy vegyes típusú gépek esetén, ha például a kivágógép és az esztergagép egy műhelypadlón van elhelyezve, minden kivágási ütem ott fogja hagyni a nyomát az éppen esztergált munkadarabon…
Ahhoz, hogy a szerszámgépünk műszaki képességeit a lehető legjobban kihasználjuk, alapfeltétel a megfelelően elkészített gépalap!
2. A gépalap kialakítás általános szempontjai.
A gépalap kialakítását alapvetően befolyásolja az, hogy meglévő vagy épülő üzemcsarnokról van-e szó. Meglévő épület esetén, különösen, ha anno nem forgácsoló üzemnek építették, komoly műszaki nehézséget és magas költséget jelent a gépalap kialakítása. Mindenképp szükséges építész-statikust bevonni a folyamatba, hogy megtaláljuk az „arany-középutat” a problémára megoldása során.
Épülő üzemcsarnok esetén mindezt már az épület tervezésekor figyelembe kell venni, a telepítendő szerszámgépek alapozási előírásait be kell szerezni az érintett kereskedőktől/gyártóktól. A dokumentációk figyelembe vételével kell az épület alapozását megterveztetni. Természetesen olyan helyzet is adódhat, hogy előre nem lehet meghatározni az összes beszerzésre kerülő gépet. A gépalapot ekkor is el kell készíteni, erre az esetre az 1.ábrán látható „általános” gépalap struktúrát javaslom megvalósítani. Az ábrán látható H1 és H2 méreteket az építész-statikus határozza meg a környezet (talajminőség) és az általunk feltételezett maximális géptömeg (terhelés) figyelembevételével.
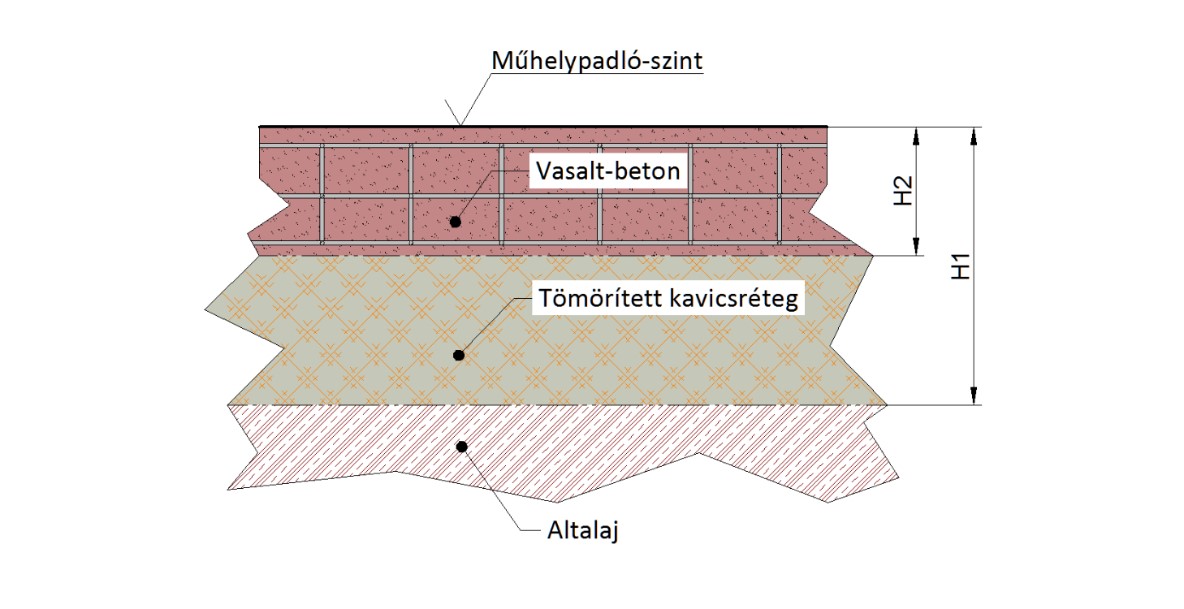
1. ábra „Általános” gépalap struktúra
A szerszámgép–környezet egymásra hatás – a gépalapra vonatkoztatva – elsősorban rezgés-átadásban jelentkezik. Ennek minimalizálása, vagy „megszüntetése” sok esetben alapfeltétele annak, hogy az adott szerszámgépen megfelelő minőségű munkadarab készülhessen. Az integrált gyártósorok esetében a megmunkálógépek között mérő állomások/mérőgépek helyezkednek el, a gyártásközi és vég-ellenőrzések elvégzéséhez. Alapvető elvárás az, hogy ezek a mérőberendezések ne vegyék át a környezeti rezgéseket, amelyek befolyásolják a mérési pontosságot és ezáltal a munkadarabok mérését és minősítését.
Ennek a problémának az egyik megoldása lehet az, hogy a gépalapot rezgés-elnyelő anyaggal elszigeteljük a környezettől, ahogy ezt vázlatosan a 2. ábra mutatja.
Műszaki és gazdaságossági kérdés, hogy a szerszám-és/vagy mérőgépeket védjük meg a környezeti rezgésektől, vagy a „zajforrást”pl. kivágógépet szigeteljük el a környezetétől, ezáltal megvédve a többi gépet.
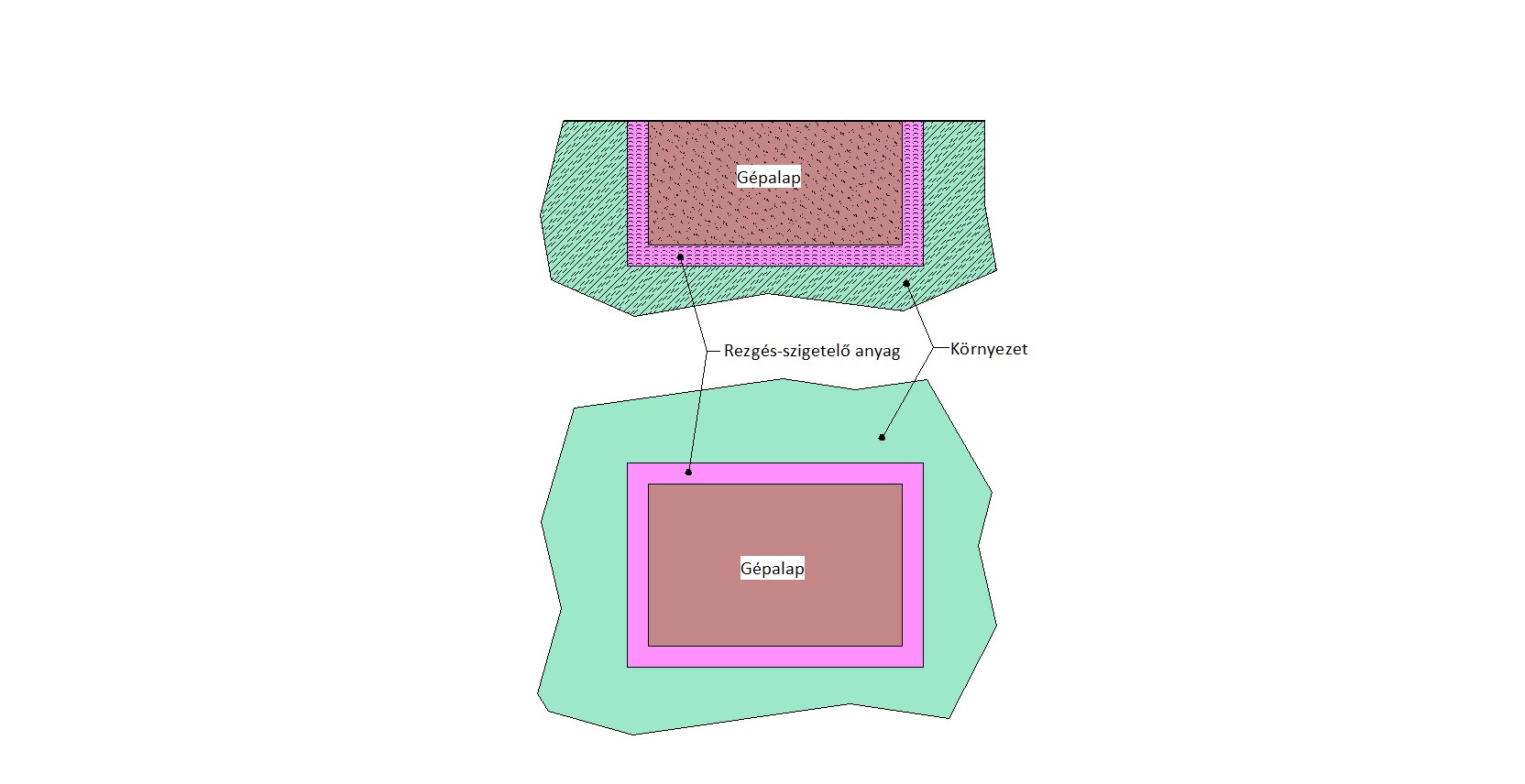
2.ábra Gépalap-környezet rezgés-szigetelés
A másik lehetőség a rezgés-szigetelésre az úgynevezett rezgésmentesítő géptalpak alkalmazása. Ezekre helyezve a gépet, a műhelypadlón keresztül ható rezgéseket kiküszöbölhetjük, hogy milyen mértékben, arról a géptalpak gyártói-kereskedői tudnak felvilágosítást adni. Az 1. és 2. képen láthatók ilyen géptalpak.

1.kép forrás: www.bilz.hu

2.kép forrás: www.bilz.hu
A legtöbb szerszámgépet nem elég „csak” letenni a gépalapra és kiszintezni, hanem rögzíteni, lefogatni is szükséges. Ennek két fő oka van:
- egyrészt, a gépnek stabilan kell állnia a szánmozgások következtében fellépő súlyerők és a forgácsolási folyamat erőhatásai ellenében;
- másrészt, ha elmozdul a gép a műhelypadlón –tekintettel arra, hogy a műhelypadló nem abszolút sík felület-, a korábban elvégzett szintezés érvényét veszti és a gép „billegősé” válik, mely megmunkálási hibákat eredményezhet!
A szerszámgépek gépalaphoz történő lefogatása többféle módon lehetséges. A következőkben két olyan megoldást mutatok be, amelyek a gyakorlatban elterjedtek, elviekben megegyezők, de kialakításuk más. A kialakítások vázlatosan a 3. ábra a és b részén láthatók.
Amiben megegyeznek a megoldások az az, hogy a gépalapban lefogó-tőcsavarokat rögzítünk és ezeken keresztül fogatjuk le a szerszámgépet.
A különbség hosszabb kifejtést igényel, mely az alábbiakban olvasható:
A 3.a. ábrán a gépalapban látható üreg nem más ,mint egy alaplapján álló, négyszög-alapú csonkagúla, tehát –ahogy a metszeti ábrán is látható- felfelé szükülő alakzatról van szó. Ennek a megállapításnak két okból is jelentősége van! Az egyik az, hogy ezt a formát a gépalap betonozásakor kell elkészíteni, tehát ki kell zsaluzni. Ezzel kapcsolatban is gondosan kell eljárnunk, csak olyan anyagokat használjuk erre a célra, amit a beton megszilárdulása után könnyen, a beton sérülése nélkül el lehet távolítani. Javaslom puhafa, hungarocell lapok felhasználását, de például acéllemezekből összehegesztett zsalut sohase alkalmazzunk! A zsaluk eltávolítása mindenképp szükséges a lefogó-tőcsavarok rögzítése miatt.
A gépalapban kialakítandó üregek pozícionálásánál általános szabály az, hogy a gép alapozó furatinak tengelyvonalába essen az alakzat alaplapjának középpontja. Ettől indokolt esteben el lehet térni, mintahogy az üreg formája is lehet másmilyen, de az oldalferdeség irányát tartsuk meg.
Miután kellő mértékben megszilárdult a gépalap-beton, azon az üregek közelében támaszokat (pl. keményfa kockák) helyezzünk el, melyekre ráemeljük a gépet. A gép alapozó furataiba tett tőcsavarok így beleférnek az üregekbe. Nagyon fontos, hogy a támaszok magassága ugyanakkora legyen, mint a gép szintezéséhez használandó szintező-egység „középhelyzeben” adódó magassága! Ha erre nem figyelünk oda és a tőcsavarok magassági helyzetét is rosszúl állítjuk be, akkor könnyen előfordulhat az, hogy vagy „rövid”, vagy „hosszú” lesz a tőcsavar és nem lehet a gép lefogatását megtoldani! Ezzel a figyelmetlenségünkkel kárt okozunk és növeljük az alapozás költségét.
A tőcsavarok beállítását követően töltsük tele betonnal az üregeket. Ez a beton stabilan fogja tartani a tőcsavarokat.
Most térjünk vissza a másik ok megmagyarázására, hogy miért is ezt a csonkagúla formát alkalmazzuk: ez pedig nem más, mint az így létrejövő alakkal-záró kötés az üreg és a megszilárdult „betondugó” közt!
Ez a kötés garantálja azt, hogy nem fog kimozogni a lefogó-tőcsavar a gép rögzítésekor.
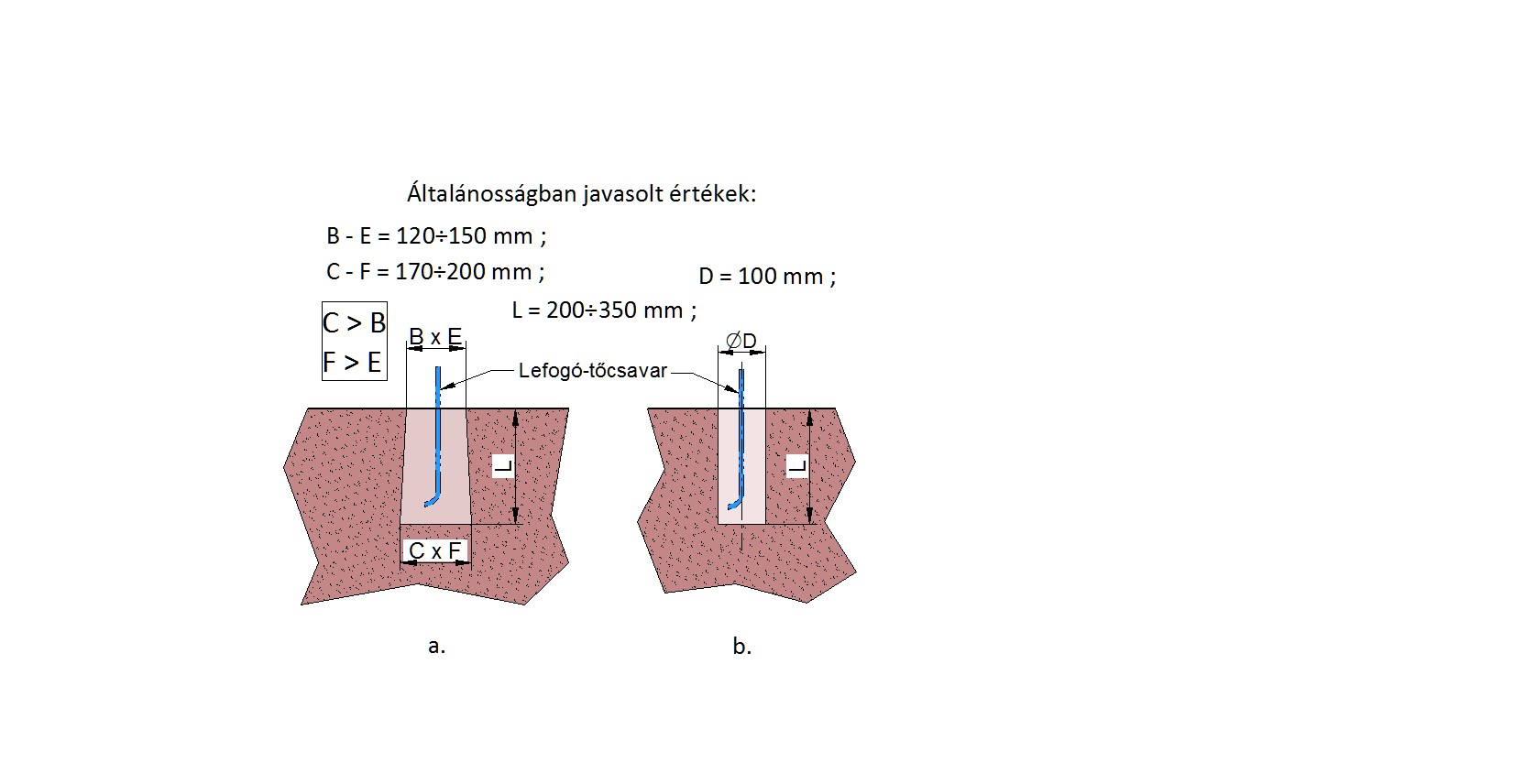
3.ábra Üreg kialakítások a lefogó-tőcsavarokhoz
A 3.b. ábrán a gépalapban körhenger aklakú üreg látható, amely az előzőtől eltérő formát és technológiát is jelent egyben. Ezt a módszert akkor szokás alkalmazni, ha a gépalap betonozásakor nincs információnk a gép alapozó furatairól és nem tudjuk pozícionálni az üregeket, vagy kész/meglévő üzemcsarnokban el kell helyeznünk egy újabb gépet. Ekkor a gépalapba fúrással készítjük el az üregeket illetve furatokat. A folyamat további része megegyezik az előző részben elmondottakkal, mindaddig, míg az üregek feltöltéséhez nem érünk. Ugyanis az üreg alakja nem teszi lehetővé az alakkal záró kötés kialakulását, ezért ebben az esetben nem betonnal töltjük fel azt, hanem ragasztóanyaggal. Kimondottam erre a célra készített, por állagú és vízzel elegyítendő ragasztóanyagok kaphatók. Ezek az agyagok homogén, szilárd kötést hoznak létre a betonnal és a megmozdulás veszélye nélkül, stabilan tartják a lefogó-tőcsavarokat.
Felmerülhet a jogos kérdés, ha van egy ilyen nagyon jó technológia a kezünkben, akkor miért „vacakolunk” az előzőekben említett csonkagúla alakú üregek kizsaluzásával? Egyszerűen a válasz csak annyi, hogy a költségek miatt. Azonban gyorsan hozzá teszem, hogy a műszaki és gazdasági lehetőségeket együtt kell vizsgálni és azok alapján kell választani a lehetséges megoldásokból!
Térjünk át a lefogó-tőcsavarokra. Olyan acélból készüljenek, amelynek legalább 500 MPa ( N/mm2) a szakítószilárdsága. Formájukat tekintve a 4.ábrán mutatok be néhány jellemző kialakítást. A tőcsavarok bebetonozásánál vagy ragasztásánál ügyeljünk arra, hogy a megfeleő magasság mellett függőlegesen álljanak. A ferde tőcsavar akadályozhatja a géptest leemelését, az alapozó furatok tönkre tehetik a menetet, legrosszabb esetben ki kell cserélni a csavart, ami nagy bosszúság, nagy munka és költség!
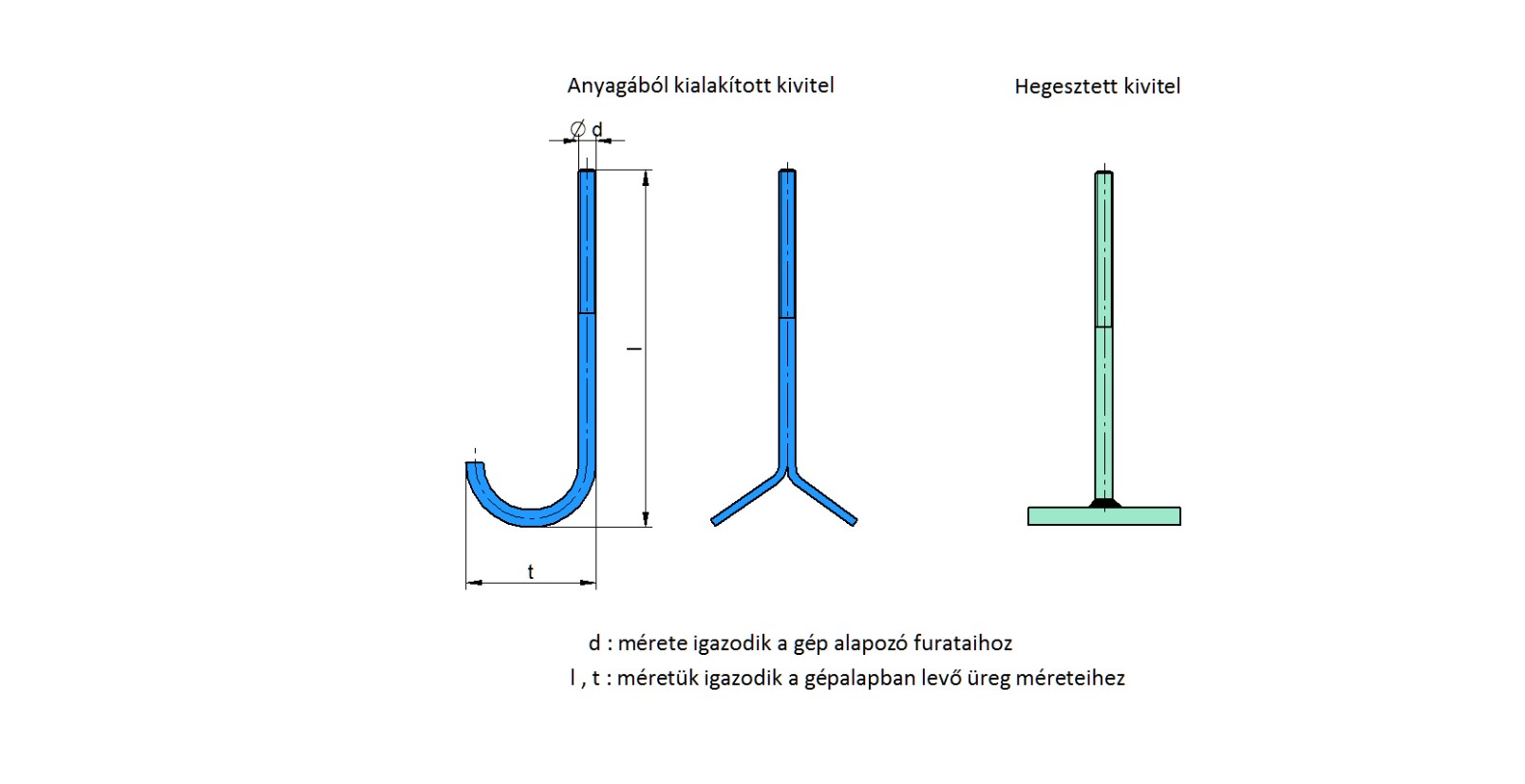
4.ábra Lefogó-tőcsavar kialakítások
3. A szerszámgép szintezése és lefogatása
Az előző, 2. pontban már megfogalmaztam a szerszámgépek vízszintbe állításának és lefogatásának fontosságát, ezért én együtt kezelem ezt a két feladatot. A következő két ábrán a legelterjedtebb megoldások egy-egy példáját mutatom be.
Az 5.ábrán ékes szintezőtalpakra van helyezve a szerszámgép. A szintezőket ráfűzzük a lefogó-tőcsavarokra, középhelyzetbe állítjuk az állító csavarral és ráemeljük a gépet. Ezt követően elvégezzük a vízszintbe állítást a gépre előírt módon. Az állító csavar forgatásával tudjuk változtatni a szintezőtalp magasságát és ezáltal emelni vagy süllyeszteni a gépet. Miután végeztünk a szintezéssel, a lefogó-tőcsavarok csavaranyáinak meghúzásával tudjuk rögzíteni a gépet.
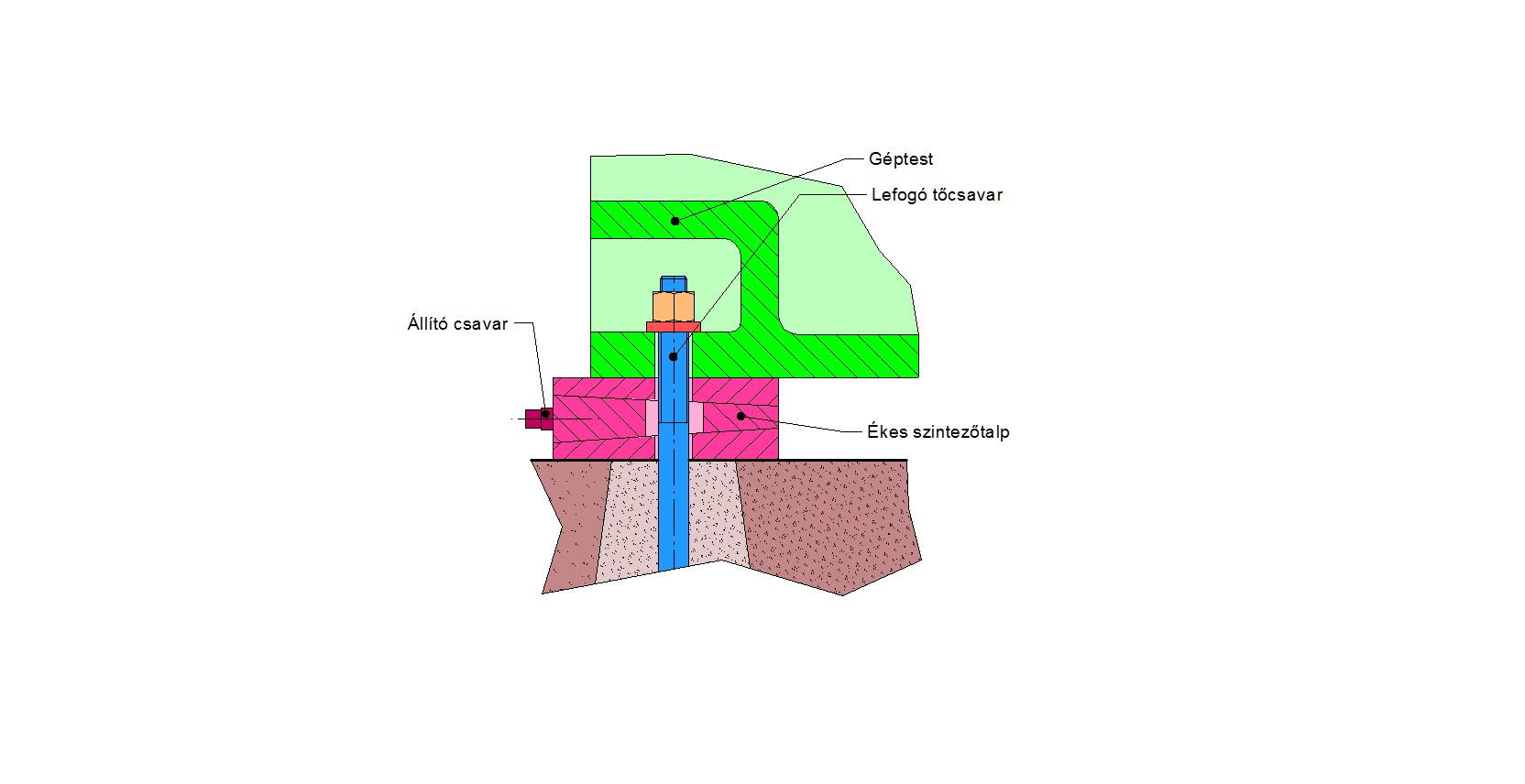
5.ábra Ékes szintezőtalp
Az ábrán csak vázlatosan mutatom meg a szintezőtalpat, de érzékelhető, hogy nem egy „egyszerű vasról” van szó… költséges, de nagyon jól használható szerkezet a szintezési munka során, ami több óra vagy akár több nap is lehet és nagy precízitást igényel.
Mivel „nagy” felületeken veszi át a gépterhelést a szintezőtalp, ezért nem alakulnak ki idővel helyi benyomódások, mikor alakváltozások, melyek „elrontanák” a szintezést. Nagy tömegű gépek esetén, különösen 10 tonna felett, csak ilyen szintezőket javaslok alkalmazni!
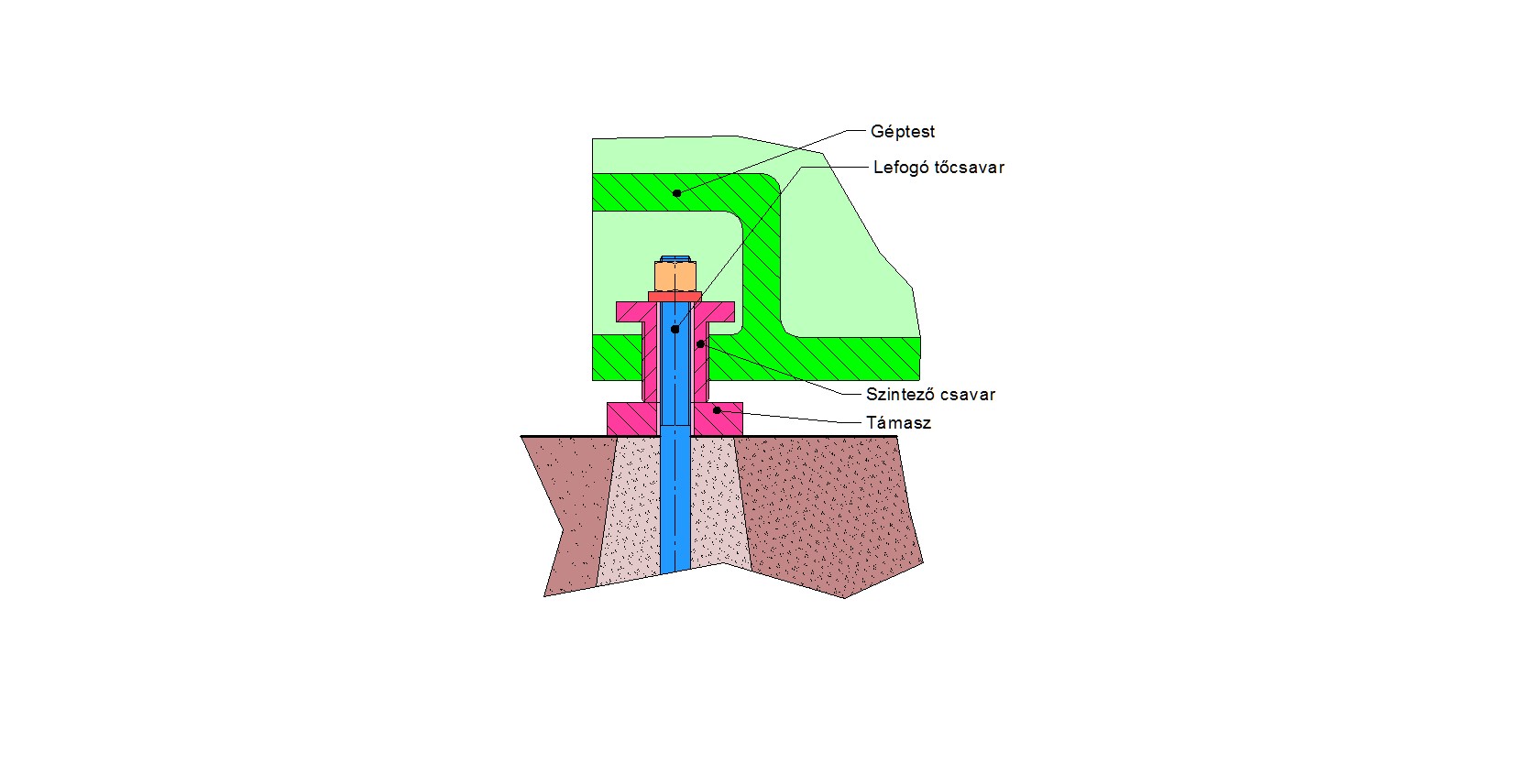
6.ábra Csavaros szintezés
A 6. ábra a csavaros szintezést vázolja. Ebben a kialakításban a gép alapozó furatai menetesek. Ebbe csavarjuk a szintező csavarokat, melyek furatosak. A géptestben a szintező csavarokat középre állítjuk, a támaszokat ráfűzzük a lefogó-tőcsavarokra és ráemeljük a gépet. A szintezést a szintező csavarok forgatásával tudjuk elvégezni, majd rögzítjük a gépet. Ez a kivitel az előzőhöz képest jóval olcsóbb, egyszerűbb, de alkalmazását csak 5 – 8 tonna géptömegig javaslom.
Természetesen sokféle megoldás létezik a gépek szintezésére és lefogatására. Alapvetően tartsuk magunkat a gépgyártó által javasoltakhoz. Ha ezen mégis módosítunk, akkor az csakis jó irányba történjen, javítsunk és ne rontsunk rajta!
Cikkem végéhez értem. Az volt a célom, hogy e méltatlanul mostohán kezelt témára felhívjam a figyelmet, felkeltsem az érdeklődést iránta! Amit bemutattam, az csak a „jéghegy csúcsa”, kiindulópont a tovább gondolásához. Kedves Olvasó, remélem a hasznára lesz!
Szerző:Csepregi Dezső