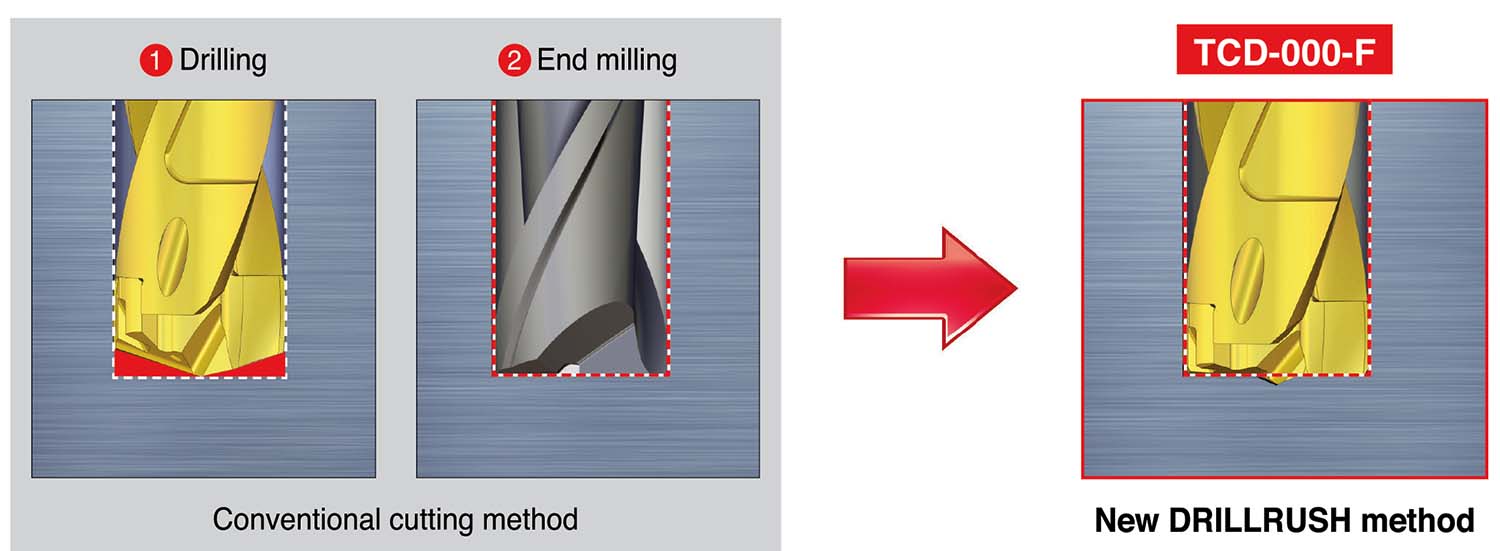
Két különböző szerszámot használni sík fenekű zsákfurat készítésére nemcsak időigényes, de növeli a hiba lehetőségét is. Erre a problémára kínál megoldást, a forgácsoló idő csökkentése mellett a TaeguTec új fúrófej geometriája, ami könnyebbé és zavartalanabbá teszi a furatmegmunkálást.

A 180°-os geometriájú fúrófej, a TaeguTec rendkívül sikeres DrillRush sorozatának új tagjaként mutatkozik be a 8-25.5 mm-es átmérő tartományban. Az iparági igényeket kielégítve az új fúrófej a munkadarab-anyagok széles skálájának – többek között sík fenekű- és csavarfuratok, – megmunkálására lett tervezve. A TaeguTec fejlesztése lehetővé teszi, hogy a felhasználó 2 szerszám (fúró + maró) helyett 1 szerszámot használjon, ami rövidebb ciklusidőt és lényegesen megnövekedett termelékenységet eredményez.
Kompatibilitás
Ahhoz, hogy a fúrófej költséghatékony maradhasson, a szerszámokat a TaeguTec úgy tervezte meg, hogy kompatibilis legyen a jelenlegi DrillRush azonos méretű szár-sorozatával. Az új fúrófej és a DrillRush szár kombinációja ráadásul kiváló forgácstörést is biztosít, miközben könnyedén munkálja meg a rendkívül precíz, sík felületet. A kombináció ezen felül remekül használható a TaeguTec által kifejlesztett élletörő gyűrűkkel, így egy műveletben végezhető a fúrás és élletörés, ami egyrészt minimalizálja a ciklusidőt, másrészt csökkenti a készlet- és szerszámköltségeket.
A TaeguTec az új fúrófejet és a DrillRush szárat egyaránt a kivételes TT9080 (PVD) minőségével bevonatolta, ami nagy kopás- és forgácsellenállóságot, valamint megnövekedett szerszám éltartamot biztosít.
12xD
A TaeguTec DrillRush sorozat nem csak az új sík fúrófejjel bővült, nemrég ugyanis bemutatták a 12xD hosszú fúrót a 12-22.9 mm-es átmérő tartományban, ami pontosan és gazdaságosan készít mély furatokat. A kiszélesített forgácselvezető horony kialakítás lehetővé teszi a fúrószár hornyain erősen áramló hűtést, így hűti a fúrószárat-, a fúrófejet- és a munkadarabot is, de szintén ez felel az egyenletes forgács eltávozásért anélkül, hogy a furat felületminőségében kárt tenne.
https://www.youtube.com/watch?v=qX5xVNWQQpg
A pontos, precíz furatkészítéshez a DrillRush 12xD szár használatakor a fúró hosszú kinyúlása miatt a következő technológiai lépéseket kell megtenni:
- 1.5xD hosszú fúrószárral 0.5-1.5 x átmérő (mm) mély ún. vezető furat elkészítése
- 12xD fúrószárral: a furat megközelítése csökkentett forgácsoló-, illetve előtoló sebességgel (2-5 mm-ig a furat aljától).
- A hűtővíz indítása + fúrás
- A fúrás elvégzése után a fúrót alacsony forgácsoló -, illetve előtoló sebességen húzzuk ki a furatból

A fent említett kiegészítéseken kívül „standard” fúrófejben létezik „P” geometria, elsősorban acélok, „M”, rozsdamentes acélok- és „K”, öntvények, illetve edzett acélok megmunkálásához 6.0 mm-től, 25.9 mm-es átmérőig.
https://www.youtube.com/watch?v=prltziX5kSo