Az összesen 100 évnyi szakmai tapasztalatot felvonultató vállalatok a Wedco, a Westcam és a Zecha egy szakmai nap keretein belül mutatták be az egyre népszerűbb trochoid, és a még kevésbé ismert parabola marásra kínált megoldásaikat.
A nyílt napon az elméleti előadások mellett a látogatók egy nagy pontosságú Yasda YBM 400i megmunkáló központon végzett bemutatók keretein belül tapasztalhatták meg ezen gyártási technológiák figyelemre méltó hatékonyságát. A trochoid marási stratégia alkalmazása olyan előnyöket jelenthet, mint például az erősen megnövelt forgácseltávolítási ráta vagy a csökkentett megmunkálási idők mellett elérhető, magasabb hatékonyság. Mindezt tovább fokozza az alacsonyabb terhelés miatt elérhető megnövelt szerszámélettartam is. A rendezvényen a CNC.hu csapata is részt vett, személyes tapasztalatainkat korábbi cikkünkben olvashatják.
A szakmai napot a Wedco bécsi főhadiszállásán tartották meg – a kutató-fejlesztő részleg ott ideális feltételekkel tud ilyen rendezvénynek helyt adni. A folyamatos fejlesztéseknek köszönhetően az elmúlt években olyan újdonságokat és optimalizált gépkoncepciókat tudtak bemutatni, melyek a pontosabb hajtástengelyek és hatékonyabb főorsók által gyorsabb és dinamikusabb megmunkálást tesznek lehetővé. Ez az esemény azonban kifejezetten a szerszámok terén történt előre lépések bemutatására szolgált. A tömör keményfém alapanyagok, bevonatok, és nem utolsó sorban optimalizált geometriák és a szerszám vágóélének utókezelési technológiái különösen nagy szerepet játszanak a költséghatékony megmunkálásban. „Ezeknek a komponenseknek a helyes felhasználásához az együttműködés minden résztvevőjének erőfeszítéseire szükség van“ – mondja Horst Payr úr, a Wedco műszaki vezetője és kutatás-fejlesztés vezetője.
Ezért a Wedco a Westcam-mel és a Zecha-val közösen hozta létre ezt a szakmai napot, ahol a trochoid marás és a kevésbé ismert parabola marás is bemutatásra került. „Pontosan ezeknél a modern stratégiáknál kell az NC programnak, a gépnek, a befogóknak és a szerszámnak optimálisan egymáshoz illeszkednie!“ – érvelt Payr úr.
Trochoid marás – elmélet és feltételek
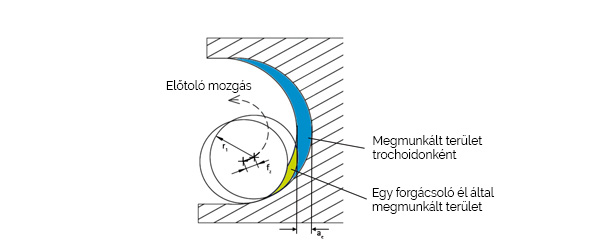
„A Trohoid marás tulajdonképpen egy kerületi marás, ezért magában hordozza a kis fogásmélység előnyeit (ae), egy hagyományos nagyolómarás, mint például a HPC-marással szemben“ – magyarázta Payr úr. Ezáltal a maró élhossza teljes terjedelmében, ráadásul sokkal hatékonyabban kihasználható. A fogásvétel trochoid módon (hurokban) történik, a kiválasztott kontúr mentén, ami pályaközéppontként szolgál. „Egy kiszámított előtolási mozgás mentén marunk, változó radiális (ae) fogásmélységgel, az axiális (ap) fogás állandó“ – folytatta Payr úr. A trochoid megmunkálásnak vannak azonban feltételei: „szükség van egy CAM-rendszerre, mint pl. a hyperMill MAXX Machining, ami egy ennek megfelelő ciklust kínál a pályaszámításokhoz. A gép oldaláról egy magas dinamikájú megmunkálóközpont ajánlott. Nem utolsó sorban, erre a speciális felhasználáshoz illesztett tömör keményfém szerszámra, ami rendkívül stabilan meg van fogva“.
Óriási előnyök
Ha mindezeket a követelményeket ki tudjuk elégíteni, a folyamat óriási előnyöket jelenthet a felhasználónak: költségcsökkentés erősen megnövekedett forgácsolási teljesítmény mellett. A csökkentett megmunkálási idő növeli a termelékenységet, javítja a gépek kihasználtságát és ezáltal rugalmasságot biztosít a megmunkálási folyamatok kezelésében. „Akár 2-3-szoros forgácsolási ráta is elérhető a megmunkálási adatok növelésével. Végeredményben a versenyképesség nő“ – hangsúlyozta Payr úr.
Ehhez jön még a szerszámok megnövekedett éltartama. „A trochoid stratégiát alkalmazva alacsonyabb a vágási terhelés, ráadásul a teljes élhosszon egyenletesen eloszlik. Ezáltal csökken a szerszám kopása és a szerszámok lényegesen tovább és sokkal nagyobb pontossággal használhatóak“ – érvelt Payr úr. A száraz megmunkálás miatt további megtakarítások is jelentkeznek, például az emulzió és az áram tekintetében.
Horonymarás nem telibe marással
A horonymaráshoz 20-25 % -kal kisebb szerszámátmérőt kell választani, mint a horony szélessége. A radiális fogásmélység (ae) kb. 5-15 %-a a szerszám átmérőjének és meghatározó a forgácsolt mennyiségnél. „Ezeket az értékeket a mindenkori felhasználáshoz és anyagminőséghez kell igazítani, hogy optimális eredményt érhessünk el. Ebben szívesen nyújtunk támogatást a tudásunkkal“ – tette hozzá Payr úr.
Helikális merülés
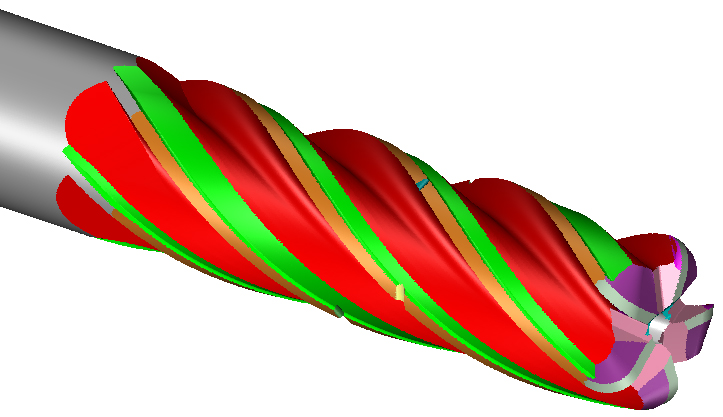
Zsebek megnyitásához alkalmazható folytonos trochoid maráshoz kínál a Westcam opcióként egy helikális fúrási lehetőséget, bolygómarásos süllyedéssel. „Az 5-tengelyes helikális fúrási stratégia kiválóan alkalmas nagy mélységű üregek megnyitásához“ – magyarázza Klaus Baumgartner, a Westcam Sankt Florian-i kirendeltségének értékesítési vezetője. Ezzel egy kör alakú zseb kialakítása esetén akár nagy anyagmennyiség eltávolításai is hatékony és szerszámkímélő módon történhet. Pontosabban itt egy helikális merülőmarásról van szó – a marót a forgácsolási irányba elődöntjük. Egy 5 tengelyes szimultán megmunkálás használatának köszönhetően központi él nélküli szerszám is használható. Ehhez a folyamathoz fejlesztette a Wedco a TWIST–ER marót, mint 3xD mélységig használható, speciális megoldást. A szerszám egy központi hűtőcsatornával is rendelkezik, mely levegő segítségével a száraz megmunkálás esetén is optimális forgácseltávolítást biztosít. „A geometria továbbfejlesztésének köszönhetően,a helikális fúrás során a TWIST-ER és az intelligens merülési stratégia közösen érvényesíti előnyeit.“ – utalt Payr úr a szerszámok megfelelő használatának fontosságára.
Baumgartner és Payr urak szerint a gyors és hatékony merülés, különösen a nehezen megmunkálható anyagoknál, könnyebb műveletté válhat. Nem szükséges előfúrni, a biztonságos forgácseltávolítás furatoknál és zsebeknél növeli a folyamatbiztonságot. Ehhez társul továbbá a stratégia nagyon egyszerű programozása.
Parabolamarás – alapismeretek és lehetőségek
A parabolamarásnál is kulcsfontosságú, hogy az egyes részfolyamatok és a megmunkálást befolyásoló tényezők optimálisan illeszkedjenek egymáshoz: egy dinamikus gép, a programozás (pl. hyperMAXX), a szerszámbefogó, a forgácsolószerszám és nem utolsó sorban a megfelelő megmunkálási paraméterek.
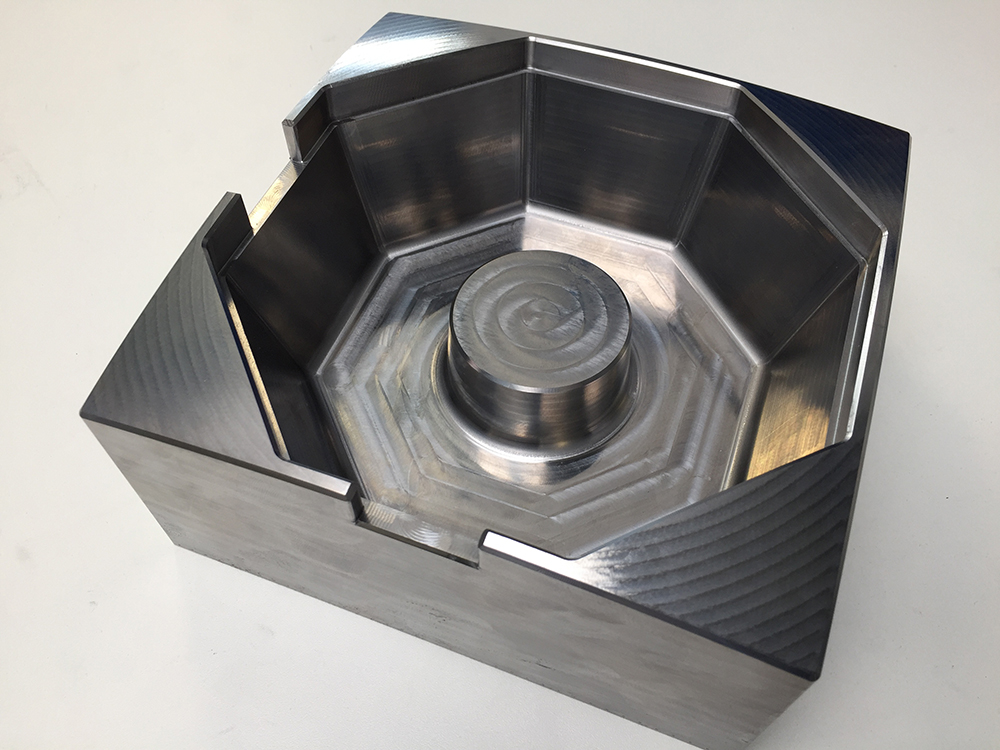
„Ezeknek a tényezőknek a pontos meghatározása sorozatban gyártott alkatrészek esetén komoly segítséget jelenthet“ – mondta Payr úr, és folytatja: „a parabola marási stratégiával a termelékenység akár 300 %-ig is emelkedhet, miközben a felületi minőséget illetően akár 30 %-os növekedés is elérhető.“ A parabolamaró felhasználási területét elsősorban a szériagyártásban és a szerszámkészítésben látja, azon belül is a simításhoz, valamint a konvex és konkáv felületek megmunkálási folyamataihoz ideális.
Az előnyöket a pályán ismerhetjük fel
A Wedco és a német Zecha szerszámgyártó cég között létrejött kiváló partneri és szakmai kapcsolat csúcsminőségű szerszámok fejlesztését teszi lehetővé. „A két cég erőssége a szerszámgyártásban szerzett sokéves tapasztalat, valamint a vevők és a professzionális támogatás iránti elkötelezettség. Partnerségünk célja: vevőink termelékenységét tovább növelni“ – tette hozzá Payr úr. A parabola maró is ennek a szakmai együttműködésnek köszönhetően valósult meg.
Parabolamarásnál növelhető a lépésköz, ezáltal jelentősen csökken a megmunkálási idő, miközben a felületi minőség állandó, vagy akár tovább növelhető. Egy szabad formájú, vagy ferde felület megmunkálása eddig gömbmarókkal történt. Hogy magas felületi minőséget érhessünk el, sok, sokszor nagyon időigényes marópályára volt szükség, azonban a parabolamarási technika erre is megoldást nyújt: „a szerszám parabola-geometriája miatt növelhető lépésköz csökkentett megmunkálási idők mellett teszi elérhetővé ugyanazt, vagy sok esetben a még magasabb felületi minőséget.“ – hangsúlyozta Payr úr
Nagy sebességű simítási folyamatok
 A trochoid és parabolamarási ciklusok mellett a hyperMILL egy újdonságát, a finom simításhoz fejlesztett ciklust is bemutatták a közönség előtt. „Ennél hordó alakú, vagy tangenciális szerszámokat használunk. Ezekkel a szerszámokkal lehetséges a nagy hatékonyságú simítás sík, és szabad formájú felületek esetében is. – mondta Baumgartner úr. Három nagy teljesítményű modul tartozik a hyperMILL-be, amit MAXX Machining-nek hívnak. Ezeken keresztül nagyoló-, simító- és a fúrómegmunkálások ideje jelentősen csökkenthető. „Ezzel egyidőben a simításnál kiváló felületek érhetőek el“ – folytatja Baumgartner úr.
A trochoid és parabolamarási ciklusok mellett a hyperMILL egy újdonságát, a finom simításhoz fejlesztett ciklust is bemutatták a közönség előtt. „Ennél hordó alakú, vagy tangenciális szerszámokat használunk. Ezekkel a szerszámokkal lehetséges a nagy hatékonyságú simítás sík, és szabad formájú felületek esetében is. – mondta Baumgartner úr. Három nagy teljesítményű modul tartozik a hyperMILL-be, amit MAXX Machining-nek hívnak. Ezeken keresztül nagyoló-, simító- és a fúrómegmunkálások ideje jelentősen csökkenthető. „Ezzel egyidőben a simításnál kiváló felületek érhetőek el“ – folytatja Baumgartner úr.
A legfontosabb a termelékenység
Horst Payr úr végül összefoglalta: „A termelékenység folyamatos növelése a mai iparban egyre fontosabb. Nem a szerszámköltség a mérvadó egy költségmegtakarításnál – hogy versenyképesek maradjunk a gépórák száma a mérvadó. Ahogy a trochoid marás – úgy a parabolamarás is, két kiváló példa arra, hogy a megfelelő partnerekkel lehet a saját vállalkozás gazdaságosságát növelni.