Az élhajlítás a lemezalkatrészek gyártástechnológiájában az egyik leggyakrabban alkalmazott technológia. A szerszámozásának univerzalitása miatt a legkülönfélébb alapanyagok és lemezalkatrészek gyártására használják, mégis számos hátránya van más lemez-hajlító technológiához, például a panelhajlításhoz, vagy az egyedileg-szerszámozott présgépekhez képest. A görgős hajlító szerszám készlet e hátrányok kiküszöbölésére és mérséklésére lettek fejlesztve.
A görgős szerszámkészlet megértéséhez röviden tekintsük át a „hagyományos” élhajlítási technológiát és szerszámozását.

Élhajlítás vázlata hajlítás előtt, hajlítás után
A technológia során két szerszámfelet alkalmazunk: az álló szerszámfelet hívjuk matricának (azért matrica, mert az adja a hajlítás tényleges alakját), a mozgó szerszámfelet bélyegnek hívjuk (mert ezt nyomjuk rá a lemezre). A folyamat során a lemez-előgyártmányt (például kistancolt terítéket) a matricára helyezzük, majd a bélyeg adott nyomóerővel a matrica V-alakú, prizmatikus felületébe nyomja a lemezt. A lemez képlékeny (maradandó) alakváltozás során felveszi a matrica alakját. Gyakran hívják V-hajlításnak is ezt a technológiát.
A technológia alapjainak áttekintése során az alábbi korlátokat vehetjük észre:
- A matricának van egy adott támaszköze (más néven a matrica nyílása). Ez a támaszköz az a két él, mely a hajlítás során érintkezik a lemezzel. Értelemszerűen csak akkora füleket hajlíthatunk a lemezalkatrészre, amekkorát a matricánk kialakítása enged: a legkisebb fülhossz amit hajlítani tudunk, kicsit több, mint a támaszközünk fele (azért több, mert a másik oldalon is fel kell feküdnie a lemeznek valamilyen szinten).
- A hajlítás során a lemezalkatrészünk folyamatosan csúszni fog a matrica két felfekvő élén.
- A lemezalkatrészünk maximális hajlítási sugarát jelentősen befolyásolja a szerszámunk kialakítása.
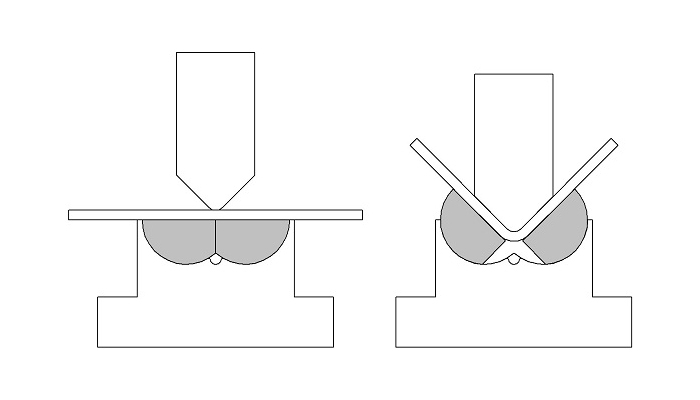
Görgős elhajlító szerszám elvi elrendezése
A görgős szerszám működése a következő: A bélyeg kialakítása teljes mértékig megegyezik a konvencionális bélyegek kialakításával. A matrica kialakítása annyiban különbözik az előzőekben leírtaktól, hogy a V-alakú, prizmatikus felület helyett két, egyenként rugósan feszített, csapágyazott gördülő felület van (keresztmetszetük egy félkör), melyek terheletlen állapotban egy síkfelületet alkotnak. A hajlítás előtt a lemezalkatrész a gördülő felületek teljes felületén felfekszik. Hajlítás közben a gördülő elemek síkfelületei folyamatosan követik a lemezalkatrészt, míg a hajlítás végpontjában úgy néznek ki és úgy is viselkednek, mint a konvencionális matricák. A bélyeg visszaemelése során a görgős felületek visszaállnak alapállapotban.
Kis méretű lépcsők hajlítása görgős szerszám ötletes elrendezésével
Mivel a matrica majdnem teljes felülete támaszfelületként viselkedik, így sokkal kisebb hosszúságú füleket lehet hajlítani, vagy szögben álló, kis kinyúlású füleket, melyek konvencionális hajlítás során nem biztosítanának megfelelő nagyságú felfekvő felületet. Megfelelő szerszámelhelyezéssel akár kisméretű lépcsők is kialakíthatók egy lépésből.
Mivel a hajlítás során a lemez nem két él mentén érintkezik a matricával, hanem síkfelületek mentén, így a matrica felől a lemez alkatrészt érő támasztóerők jelentősen kisebb nyomást fejtenek ki a lemezre. A lemez csúszása alatt a lemez és a matrica közötti súrlódás is kisebb, így jelentősen kisebb a lemez felületén keletkező sérülések esélye. Ez különösen fontos felületkezelt (pl. szálcsiszolt lemezek), vagy védőfóliával ellátott előgyártmányok esetén.
Rádiuszos bélyeg esetén a lemezt a képlékeny alakítás során a matrica gördülő felületei mindig érintőleges irányban fogják követni. Így adott matricával szinte bármilyen nagyságú rádiusz hajlítható, akár egészen extrém nagyságig, teljes derékszögű hajlítás esetén is.

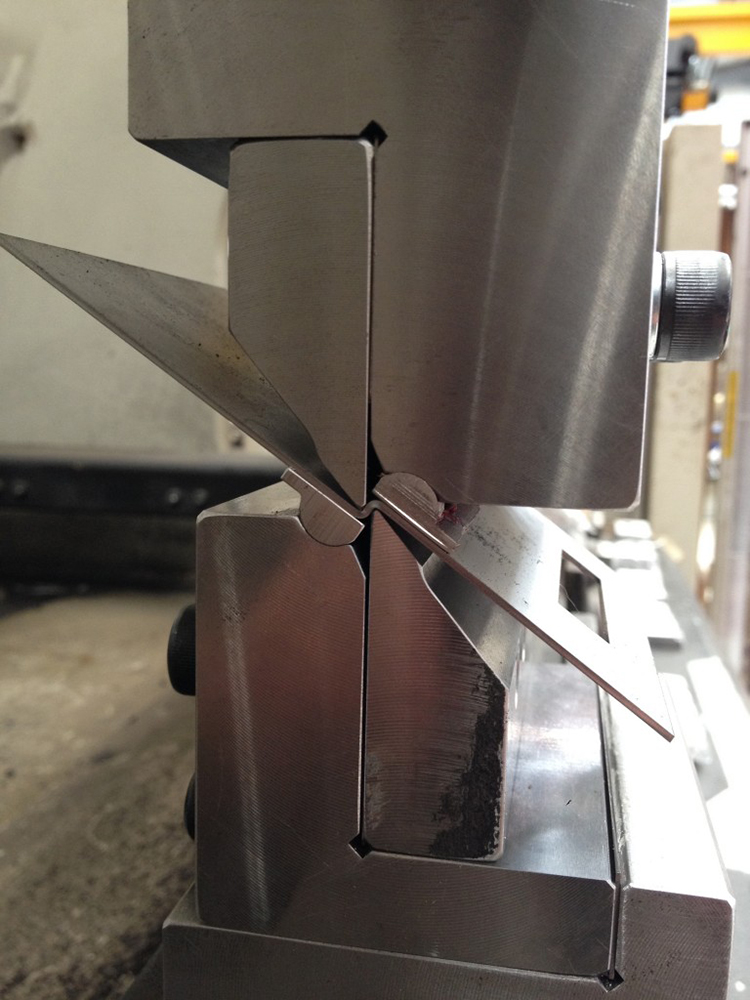
Görgős élhajlító szerszám
A görgős hajlító szerszámkészlet egy igen frappáns megoldás, mely segítségével lényegesen kibővíthetjük az univerzálisan használható élhajlítógépek technológiai lehetőségeit. Fontos azonban megjegyezni, hogy a görgős szerszámoknak vannak hátrányai, korlátai is. Biztos, hogy a mozgó alkatrészek miatt nem terhelhetőek akkora nyomással, mint az egy tömbből kiforgácsolt konvencionális hajlító matricák. Továbbá hátránya lehet a viszonylag magas beszerzési ár. Valószínűleg drágább, mint egy nagyobb darabszámban értékesített szerszámkészlet, de kis- és közepes szériás gyártás során hosszútávon megtérülhet a befektetés.
Források:
http://files.kecskesbertalan.webnode.hu/200000118-a5ddca6d70/Lemezalak%C3%ADt%C3%A1s%20jegyzet%20anyagsz%C3%A9tv%C3%A1laszt%C3%A1s%20n%C3%A9lk%C3%BCl%20v%C3%A9gzett%20lemezalak%C3%ADt%C3%A1s.pdf
www.rolla-v.com/gallery/
www.youtube.com/watch?v=SCwLcgfqPUM
http://sheetmetal.me/tooling-terminology/rolla- v/