Az Ipar 4.0 – a negyedik ipari forradalom – ugyanúgy megváltoztatja a termelést, a gyártást, mint a korábbi ipari forradalmak. A vízió az ipari berendezések közötti adatkommunikáció, a Dolgok Ipari Internete (Industrial Internet of Things, IIoT) koncepció, amely lehetővé teszi a gépek tanulását és tökéletesítését. Az egyes gépekre szerelt szenzorokból származó adatok összegyűjtése és felhasználása a gyártófolyamatok és termékek fejlesztése érdekében, az első lépés ebben az új paradigmában.
Az Ipar 4.0 technológiák adoptálása – mint például a gépek hálózatba kapcsolása és a karbantartás előrejelzése – egyre inkább előrehalad a fröccsöntésben és a kompaundálásban is. A keverék- és alapanyaggyártók érdeklődése nő, az új eszközök bevezetésére irányuló projektek folytatódnak a jövőben is.
A kompaundálás a keverékképzést, adalékanyagok hozzáadását jelenti. (szerk.)
Az ismeretekre átformált adatok adják azt az erőt, amelyet a műanyagfeldolgozók az Ipar 4.0 eszközeivel kihasználhatnak arra, hogy javítsák a folyamatok teljesítőképességét és hatékonyabbá tegyék a gyártást. A kompaundáló szektorban a vállalatok felismerték, hogy számos lehetőség nyílik a hozzáférhető és hatalmas mennyiségű termelési adat hasznosítására, állítják az RWTH Aachen University Institute of Plastics Processing (IKV) intézetében. Az érzékelők használatának egyszerű példáját mutatja a fűtőelemek funkcionalitásának mérése. Ha egy elem leáll, akkor a rendszer többi része kompenzálja ezt mindaddig, amíg a kezelőszemélyzet helyreállítja a fűtőelemet, ami csökkenti az állásidőt és növeli a termelékenységet.
A keverési eljárás során nyert adatok információt szolgáltathatnak a gyártási művelet hatékonyságáról. Például, az energiafogyasztás figyelésével beazonosítható, hogy mely gyártósorok működnek hatékonyan. Olyan tényezők, mint az alkalmazottak szakértelme, hozzáértése, az átállás és karbantartás miatti megszakítások száma és időtartama statisztikailag kezelhetők annak érdekében, hogy kiderüljön, melyik befolyásolja a minőséget és a termelékenységet, javasolja a spanyol AIMPLAS műszaki intézet. A jobb teljesítményű gyártósorok gyártási paraméterei exportálhatók a gyengébb teljesítményű sorokra. Az adatok másik felhasználása lehet a keverék tulajdonságainak in-line mérése. Az AIMPLAS például monitorozza az elektromos vezetőképességet és ezt alkalmazza szűrési módszerként az optimális feldolgozási feltételek meghatározásához.
Valós idejű szabályozás
A fejlett folyamatszabályozás során a termékhez és a folyamathoz kapcsolható valós idejű adatokat használnak a változók beállításához a szigorúbb vezérlés és a jobb minőségű végtermékek érdekében. A Leistritz Extrusiontechnik-nél ilyen zárt hurkú vezérlést alkalmaznak egy nagyméretű polipropilén gyártóberendezésnél az MFI változásának csökkentésére. Egy in-line reométer méri az MFI-t az ikercsigás keverőextruder kimenete közelében, majd ezeknek az adatoknak a segítségével a vezérlő szoftver megbecsüli, hogy a peroxid adagolást mennyire kell beállítani ahhoz, hogy a kimeneti MFI tartani tudja a kívánt értéket. Ez az önoptimalizáló vezérlőrendszer ±1% szóráson belül tarthatja az MFI-t. A poliolefinek esetében az MFI ingadozása jellemzően ±5%, tételeken belül valójában ±3% lehet. Ez a jelentős ingadozás problémákat okozhat a fröccsöntés során. A kompaundálási folyamat teljesítményének javítása az MFI ingadozás csökkentése érdekében jobb minőségű terméket eredményez.
A reométer az anyag különböző folyási és deformációs mutatóinak meghatározására szolgáló mérőeszköz.
Az MFI a feldolgozóiparban elterjedt folyási mutatószám. (szerk.)
Korábban a fix kapilláris geometrián alapuló in-line reométerek csak egyetlen pontot tudtak mérni a viszkozitási görbén. Azonban a Leistritz és az Institute for Polymer Extrusion and Compounding (IPEC) által kifejlesztett új eszköz a teljes viszkozitási görbe mentén méri a nyírási és nyúlási viszkozitást, hogy teljesebb képet adjon az ömledék minőségéről. A reométer egy szabadalmaztatott résszerszám geometriát használ. In-line módban az ömledék áthalad a reométeren, majd visszakerül az ömledékáramba. On-line módban pedig az ömledéket leeresztik a reométeren való áthaladás után. Ez az első olyan eszköz, amely mind in-line, mind pedig on-line konfigurációban tud mérni, lehetővé téve ezáltal a fejlett folyamatvezérlésben való használatát. Az új eszköz több információt szolgáltat, mint az egyszerű MFI mérés. Példaként említhető, hogy mivel a nyúlási viszkozitás érzékeny a száltartalomra és a száleloszlásra, ezért a berendezés különbséget tud tenni az üveg- és természetes szállal töltött keverékek között.
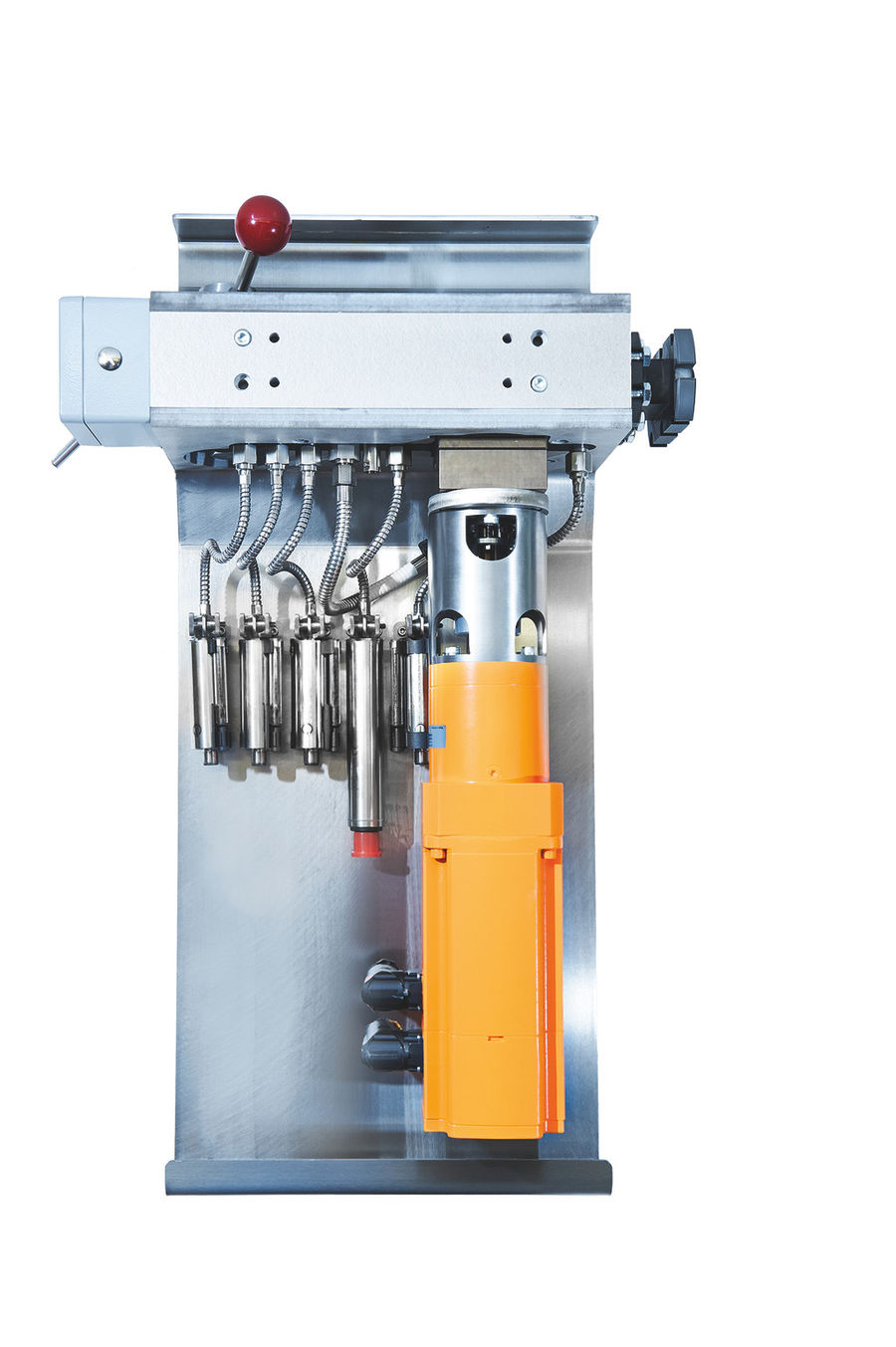
1. ábra. A Leistritz nyúlási reométere integrálható a gyártási folyamatba
Színkezelés
Folyékony színezékeket és adalékokat gyártó Riverdale Global bevezette a GlobalTracker web-alapú megoldást, amely valós időben rögzíti a folyékony színezék adagolókból származó bemeneti adatokat és felhasználja arra, hogy automatizálja a beszerzést, kezelje a termelést és a megfelelőségre vonatkozó jellemzőket, valamint lehetővé teszi a távoli hibaelhárítást. A partner üzemében elhelyezett átviteli dobozok fogadják az adagoló vezérlőiből érkező adatokat és interneten vagy mobilhálózaton keresztül továbbítják a Riverdale felé. A Riverdale szerverein futó GlobalTracker szoftver nyomon követi az anyagfelhasználást és nyilvántartja a munka-specifikus adatokat. Ez kiterjed minden gyártósorra, akár egyetlen létesítményről, akár több üzemről van szó. A partner számítógépen, táblagépen vagy okostelefonon keresztül hozzáférhet a GlobalTracker adataihoz, hogy információt szerezzen a megrendelésekről vagy a termelésről, megtekintheti az aktuális színegyeztetési státuszokat, új színegyeztetéseket küldhet, dokumentálhatja a gyártást a megfelelőség és a szabályozási követelmények betartása érdekében.
Az adatok nyomon követése és elemzése lehetővé teszi a jobb szabályozást és a konzisztens színadagolást. A megfelelő adatok összegyűjtése és elemzése gyorsan rávilágít arra, hogy a gyártófolyamat változik-e. A Riverdale arra törekszik, hogy az ügyfelei számára a számítógépes megoldásokon keresztül a műanyag színezésének leggazdaságosabb és fenntarthatóbb módját nyújtsa. A GlobalTracker egy ilyen eszköz. Az ügyfelek hajlandók ezeket a funkciókat használni, mivel látják a tényleges értéküket. A jó technológia értéket ad a termékhez, nem bonyolítja a folyamatot és nem hoz létre új hibahelyet.
2. ábra. A Riverdale GlobalTracker színezék kezelő szoftvere lehetővé teszi az adatok nyomon követését és elemzését a jobb szabályozás és színadagolás érdekében
Anyagkeverő szabályozása
A műanyag kompaundok és mesterkeverékek gyártásához használt keverő- és adagolóberendezések ma már túlnyomórészt szigorú keretek között vezérelhetők, így képesek az adalékanyagokat kis koncentrációban is pontosan adagolni. Egyes esetekben zárt hurkú vezérléssel kapcsolódnak az extruderhez. Az Ipar 4.0-án belül azonban ezeknek a vezérlőknek egyszerűen kell tudni kommunikálni a folyamat többi berendezésével.
A Maguire Products legújabb vezérlője – a Maguire 4088 – az előző generációs 1212 típusú egységnél hétszer gyorsabban működik, nyolcszor több a memóriája és 45-ször nagyobb az adagolócelláinak a felbontása. A megnövelt memória lehetővé tesz sokkal több adatnapló tárolását és képes a nagyobb kommunikációs pufferek kezelésére is. A gyorsabb processzor és a több memória képes kezelni az ipari Ethernet hálózat nagy adatforgalmát. Ezek a fejlesztések növelik az adatátvitel mennyiségét, sebességét és megbízhatóságát. Az extrudálási folyamatba adagolt alapanyagok összetételére és fogyasztására vonatkozó értékes információk könnyen megoszthatók harmadik féltől származó készülékekkel.

3. ábra. A Maguire 4088 levehető érintőképernyős interfész gyorsabb adatfeldolgozást és megnövelt puffert kínál
Az olaszországi székhelyű Piovan vezető szerepet tölt be a műanyaggyártás Ipar 4.0 alapelveinek alkalmazásában. Az új Quantum szakaszos gravimetrikus keverőcsaládja támogatja a vállalat Winfactory 4.0 intelligens gyári felügyeleti szoftverét és a legújabb anyagkezelési vezérlőjét, a FACS 4.0-át. Mindkét megoldás arra szolgál, hogy segítse a műanyagfeldolgozóknak az áttérést a hagyományos gyári beállítási alkalmazásokról a számítógépesített és automatizált vezérlő és felügyeleti rendszerekre. A Winfactory 4.0 egy teljesen rugalmas megoldás, amely az OPC-UA architektúrán alapul. Nyitott, így minden gyártó berendezésére csatlakoztatható, nincs szükség semmilyen “értelmező” eszközre, az adatcsere pedig azonnali. A FACS 4.0 egy kétvezetékes rendszer, amely Windows platformon működik, hogy teljeskörűen ellenőrizze és felügyelje a Piovan anyagkezelő rendszereit, az adatokat pedig kéziszámítógépeken jeleníti meg.

4. ábra. A Piovan Quantum szakaszos keverőit az Ipar 4.0 kompatibilis Winfactory 4.0 felügyeleti rendszerbe integrálták
Gyártás vezérlése
Az anyaghasználat figyelése és előrejelzése növelheti a termelés hatékonyságát. A Coperion Production Control Center (CPCC) felügyeli és vezérli a kompaundálást és a műanyagfeldolgozó üzemeket. A CPCC gyártástervező eszköz kezeli a rendelési adatokat, a receptúrákat és az alapanyagok adatait, hogy segítse a gyártás ütemezések optimalizálását. A CPCC „átjáróként” is használható a vállalati erőforrás-tervezési (ERP) rendszerhez. Támogatja a működési- és folyamatadatok grafikus és táblázatos megjelenítését, valamint nyomonköveti a minőségbiztosítási jelentési követelményekhez kapcsolódó anyaginformációkat. Ezeknek az adatoknak az elemzése segíthet a termelés optimalizálásában azáltal, hogy információt nyújt a folyamat stabilitásáról és segít azonosítani a felmerülő problémák okait. A referenciaadatok felhasználásával egy üzem “ujjlenyomatát” lehet létrehozni, majd a feldolgozási adatok ezzel az ideálissal hasonlíthatók össze. Egy, a CPCC-be épített eszközzel a karbantartás jelezhető előre. A Coperion egyéb prediktív karbantartó eszközei közé tartozik a Coperion ServiceBox, amely támogatja a berendezések online felügyeletét. 2009 óta több mint 800 ServiceBox-ot szerelték fel világszerte Coperion extruderekre, amelyek közül hatvanat a Coperion szervizszakemberei távolról folyamatosan felügyelnek hibaelhárítási és/vagy karbantartási célokból.
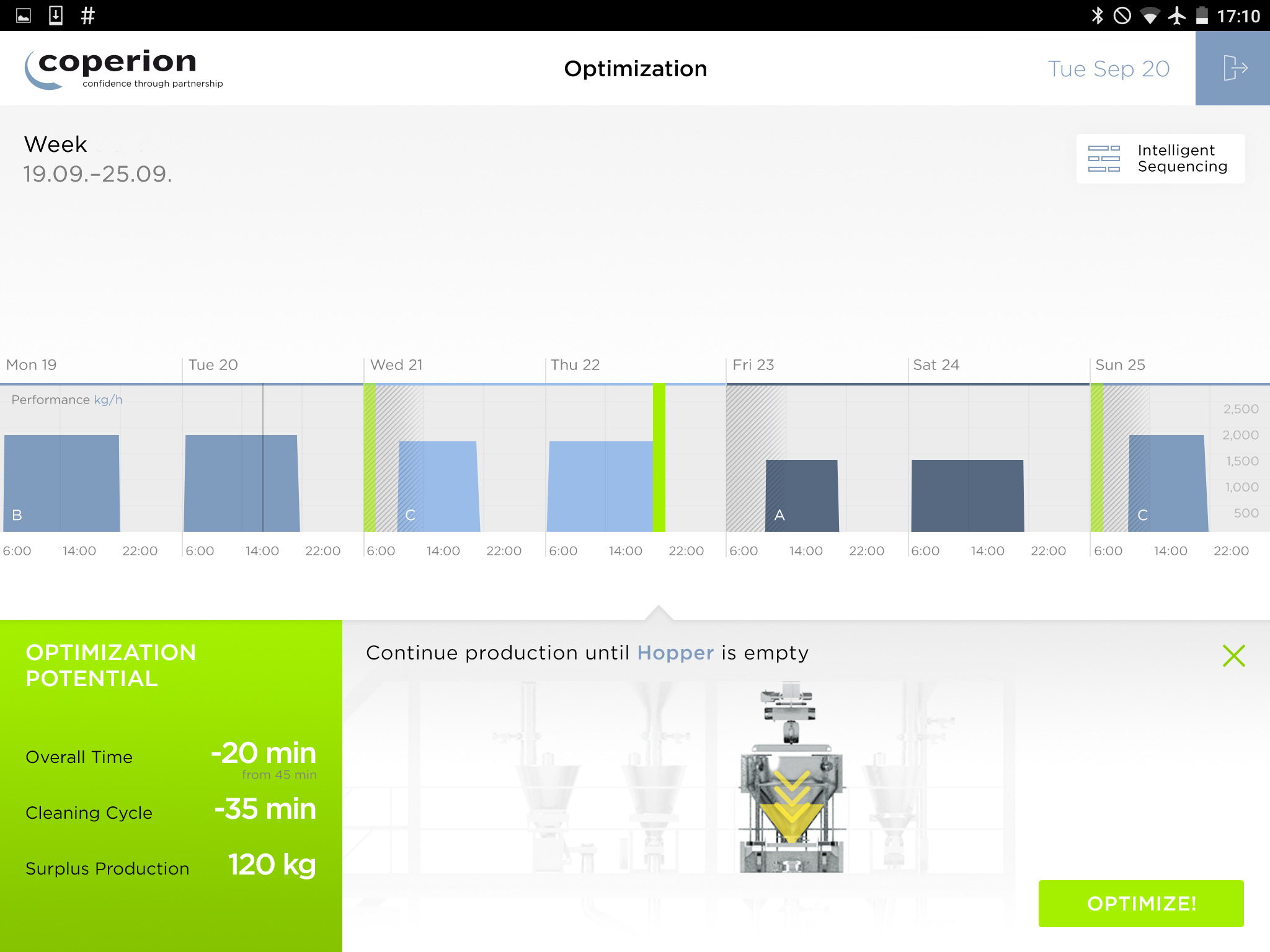
5. ábra. A Coperion CPCC egy okos megoldás több keverőextruder sor teljeskörű vezérlésére
Az Ipar 4.0 egyik előnye, hogy lehetővé teszi a gépek kommunikációját az IIoT-n keresztül. Az új berendezéseket már olyan technológiával építik, amelyek csatlakozni tudnak ehhez a rendszerhez. A régebbi gépek esetében ez a csatlakoztatás azonban már jelentős kihívás. Az Entek fejlesztése – a manuális vezérléstől az automatizált, programozható logikai vezérlésig és a humán-gép interfészig – lehetővé teszi a felhasználók számára, hogy figyelemmel kísérjék, felügyeljék és tárolják az adatokat a gyártási folyamatok javítása érdekében. Ezeknek a vezérlőknek az IIoT-hez történő csatlakoztatása biztosítja a távoli felügyeletet és képes megosztani az adatokat a telephelyek között. A tényleges gyártási eredményekből származó, valós idejű adatok felhasználhatók arra, hogy az azonos termék előállítása egységesebb legyen a különböző gyártóhelyeken. A távoli hozzáférés lehetővé teszi az Entek számára, hogy segítséget nyújtson a berendezések hibáinak feltárásában és a feldolgozási problémák megoldásában anélkül, hogy technikusokat kelljen kiküldeni a helyszínre, így csökkentve minimálisra az állásidőt.

6. ábra. Az Entek új gyártóberendezéseit már olyan technológiával építik, amelyek csatlakozni tudnak az IIoT-hez
Karbantartás előrejelzése
A keverő extruderek és segédberendezések monitorozásra használt érzékelői jelzik, hogy mikor érkezik el a karbantartás. Ez az előrejelzés javítja a hatékonyságot, mivel a kezelőket figyelmeztetni lehet a karbantartás elvégzésére, mielőtt a berendezés leállna, és a karbantartási időintervallumok a tényleges körülményekhez igazíthatók. A Leistritz új állapotfigyelő szenzorai a meghajtó egységben mérik a különböző állapotváltozókat és jelzik a karbantartás szükségességét és az olaj cseréjét. Az érzékelők azonosítani tudják, hogy a fogaskerekek és a csapágyak mennyire vibrálnak, ami problémákra és lehetséges hibákra utalhat. A cég olyan érzékelőket is fejleszt, amelyek a már meglévő gépekhez illeszthetők.
Az extrudergyártó egy másik innovatív érzékelője egy szabadalmaztatott, az extrudercsiga tengelyébe elhelyezett RFID chip, amely a csiga terhelés alatti működéséről gyűjt adatokat a nyomaték, a nyomás és receptúra alapján. A csiga kicserélésekor az extruder vezérlő rendszere ki tudja olvasni ezt a „terhelési tényezőt”, és azonosítja, hogy szükség van-e karbantartásra vagy cserére. Ezt a technológiát eredetileg gyógyszeripari és orvosi alkalmazásokhoz fejlesztették ki, amelyek széleskörű dokumentációt igényelnek. Azonban hasznos lehet műanyag keverőextruderek esetében is.
Az Ipar 4.0 korlátai
Az Ipar 4.0 előnyeinek tudatosítása fokozza a kompaundáló ipar érdeklődését. A régebbi mérő és vezérlő eszközökből korábban keveset alkalmaztak a kompaundáló iparban. Manapság a vállalatok kezdik meglátni az előnyöket, és a partnerek is egyre többször kérdeznek az Ipar 4.0-hoz kapcsolódó alkalmazásokról.
Vannak azonban kihívások, amelyekkel foglalkozni kell. Szükség van olyan szabványos interfészekre, amelyek lehetővé teszik a gépek egymással való kommunikálását. Az OPC Foundation OPC Unified Architecture (OPC UA) platformfüggetlen szabványát számos szervezet, köztük az Euromap az európai műanyag és gumi gépgyártók szervezete, valamint a VDMA, a német gépgyártók társulása, ajánlja a hardveres csatolófelületekhez.
A kiberbiztonság is jogos aggodalom, óvintézkedéseket kell hozni az adatok védelme érdekében, hogy azok biztonságosan megoszthatók legyenek. Az EU-n belüli adatvédelmi szabályok (GDPR) bizonytalanságot teremtenek az ipari adatmegosztás tekintetében, ami az Ipar 4.0 legfontosabb eleme. Egyesek aggódnak amiatt is, hogy a berendezésekhez köthető személyes adatok, például a kezelők nevei, korlátozhatják a megosztást.
A jövőben gondolkodva
A kihívások ellenére továbbra is folytatódnak a kutatások az Ipar 4.0 területén. A Linz Institute of Techology (LIT) az ipar és az egyetemek közötti együttműködések lehetőségeit vizsgálja. A PRO2Future projektben, egy műszaki laboratóriumban fóliagyártó sort szereltek fel olyan érzékelőkkel, amelyek akár 700 adatpontot is rögzíthetnek a működés közben. A kutatók ezeket az adatot felhasználva létrehozzák a teljes sor “digitális ikerpárját” az alapanyag beadagolásától a tekercselőig. Ez a digitális iker modell a tényleges feldolgozási adatokon alapulva szimulálja a gyártási folyamatot. Kísérletek futtathatók a receptektúrák, a feldolgozási feltételek optimalizálására vagy az üzembe helyezési idő gyorsítása érdekében.
Az Aachen RWTH intézetei 14 éve fejlesztenek gyártási rendszereket és új együttműködéseket terveznek a „gyártás internetével” kapcsolatos kutatások terén. A “gyártás internetének” nevezik a világszerte egymással összekapcsolt gépek és eszközök közösségi-műszaki környezetét, amely hozzáférést biztosít a különböző módon elemzett, hatalmas mennyiségű termelési adathoz. Az így létrehozott termelési rendszer digitális árnyéka tehát mind a kutatást, mind az ipart intelligens adatokkal támogatja, hogy a valódi gyártási folyamatok megbízható modelljeit hozzák létre. A műanyag kompaundó ipar számára kihívás a gyártási folyamatok modelljeinek létrehozása és a megfelelő adatok azonosítása. Az adatokhoz való hozzáférés már nem jelent problémát, mivel számos érzékelővel és rendszerrel lehet figyelni a termelés minden egyes állapotváltozását, viszont ezek értelmezése már nem egyszerű feladat.
SzerzőDr. Lehoczki László
Cikk forrása: Compaunding World
További információ:
A Polimerek Műanyagipari Szaklap hivatalos honlapján.
A cikk a Polimerek Műanyagipari Szaklap 2018. augusztusi számában jelent meg.