A frissen alapított és a már régóta működő vállalkozások életében is fontos időszak a termelőeszközök beszerzése. Legyen szó egy régi gép cseréjéről, vagy egy új szerszámgép vásárlásáról, megfelelően előkészített döntést igényel a beruházás. Az anyagi erőforrás származhat saját megtakarításból, banki hitelből, vagy pályázati támogatásból. Mivel nagy értékű gépekről van szó, komoly felelősség és munka a megfelelő szerszámgép kiválasztása.

Ebben a cikkben szakmai tapasztalataim alapján szeretnék néhány szempontot felsorolni, melyeket érdemes a kiválasztási folyamat során mérlegelni.
1. Hagyományos vagy CNC szerszámgépet válasszunk?
Klasszikus tétel, hogy karbantartó műhelyekbe, egyedi alkatrészek gyártásához hagyományos szerszámgépek alkalmazását javasolták. Ez a kiválasztási szempont sokáig tartotta magát, de a gépgyártók olyan „hagyományos” kialakítású (morfológiájú) esztergákat és marógépeket hoztak és hoznak forgalomba CNC vezérléssel ellátva, melyekkel a munkavégzés „testközeli” a gépkezelőnek. Egyszerű, könnyen elsajátítható a programozásuk, kezelésük, a dolgozó az elektronikus kézikerekek segítségével akár „hagyományos” gépként is használhatja. Ilyen géppel dolgozni előszobája lehet az összetett, soktengelyes CNC vezérlésű géppel történő munkavégzésnek.
Összegezve, hallgatva a kor szavára, a választás: CNC szerszámgép. Természetesen lehetnek olyan meghatározó körülmények (pl. anyagi erőforrás szűkössége), melyek a hagyományos gép felé billentik a mérleg nyelvét.
2. Mekkora méretű szerszámgépet válasszunk?
A továbbiakban maradjunk a CNC szerszámgépeknél. Az új gép vagy gépek beszerzése sok esetben a termelés bővítése érdekében történik. A már meglévő üzem alapterülete azonban korlátot szab a gépek számának és méretének. Az így adódó maximális gépméretet nevezzük felső korlátnak. A gyártandó alkatrész mérete és a megmunkálásához szükséges munkatér pedig együttvéve adja a kiválasztandó szerszámgép minimális méretét, ezt nevezzük alsó korlátnak.
Először vizsgáljuk meg a felső korlát növelésének lehetőségét. Az üzemben folyó termelés elemzésével és az új gép(ek) figyelembevételével a termelőeszközök új sorrendjét lehet felállítani, ezáltal új elrendezés alakítható ki, amivel jobb terület-kihasználás érhető el.
Mi a helyzet az alsó korláttal? Hogy pontosan meg tudjuk határozni a megvásárlandó gép minimális méretét, szükséges ismerni az adott alkatrész(ek) pontos technológiáját. Ennek birtokában tudjuk kiválasztani a megmunkáláshoz szükséges szerszámokat, melyek meghatározzák a forgácsolás paramétereit (főorsó-fordulatszám, munka-előtolások, szükséges mozgásokhoz a löket méretek, stb.).
A két korlát alapján kiadódó gépméretek ritkán esnek egybe, ám ez egészen addig nem okoz problémát, amíg a felső korlát által szabott gépméret nagyobb vagy egyenlő az alsó korláttal meghatározottnál. Abban az esetben, ha megfordul az egyenlőtlenség iránya, komoly probléma van. Ekkor két dolgot tehetünk:
A; az üzem további átszervezésével szabad területet nyerünk, vagy bővítjük az üzemcsarnok termelésre szánt területét, az 1. ábrán gyártósori elrendezések láthatók:

1.ábra: Lehetséges gyártósor kombinációk
B; ha a munkadarab geometriája és megmunkálásának minőségi követelményei lehetővé teszik, alkalmazhatjuk az „átfogásos” megmunkálást, azaz az alkatrészt hossza mentén többször átfogva tudjuk megmunkálni.
3. Milyen felépítésű szerszámgépet válasszunk?
Az előző pontban taglaltak szerint, a gyártandó alkatrészek jellege döntő jelentőségű a megvásárlandó szerszámgép felépítése és kialakítása szempontjából. Általában az egyértelmű, hogy például az esztergák vagy a marógépek közül válasszunk. De az már fejtörést okozhat, hogy a gép részleteiben hogyan „épüljön fel”? Nézzük meg egy vízszintes főorsójú CNC eszterga lehetőségeit. Az alapkivitel a következőnek tekinthető: bal oldalon főorsó három-pofás gépi tokmánnyal szerelve, felső (ferde-ágyas gép!) X-Z szánrendszerrel, állószerszámos revolverfej-egységgel, kézi működtetésű szegnyereggel építve. Ilyen géppel tengely és tárcsa jellegű alkatrészek egyaránt megmunkálhatók, alapvetően esztergáló műveletekkel.
Jellemző irányzat a géptervezésben egy-egy alkatrészen a „funkció-halmozás”, ami magával hozza a munkadarab megmunkálás műveleti koncentrálását is. Ehhez a feladathoz már nem elég az előbb említett alapkivitel. Azonban a választható opciók tárháza szinte korlátlan, kezdve a munkadarab adagolástól egészen a multi-task – gépkialakításig, mindenféle konfiguráció megrendelhető. Felsorolás szintjén a következőkre gondolok: szálvezetők, rúdadagolók illesztése; patrontokmány kör-négyszög-hatszög keresztmetszetű alapanyagok fogadásához; gépi működtetésű programozható szegnyereg; jobb-oldalon főorsó egység; hajtott szerszámos revolverfej egység; Y-tengellyel kibővített szánrendszer; további szánrendszerek alkalmazása (2. felső, 1. – 2. alsó); munkadarab elkapó szállító konvejorral; „leszúrásőr” alkalmazása; automatikus szerszámbemérés; automatikus forgácseltávolítás a munkatérből; stb.
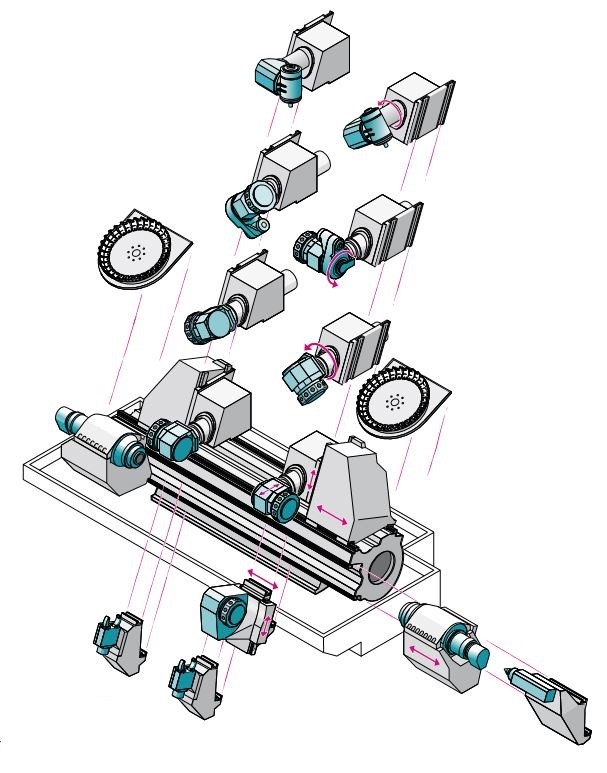
2.ábra: Az Index G 400-as moduláris felépítésű gép opcionális egységei
A gépgyártók és –kereskedők nagy választékban kínálják a gépeiket ezekre a megmunkálásokra. Az objektív döntés támogatásához vezessünk be egy viszonyszámot, a megmunkálási koncentráltságot. Ezt úgy kapjuk meg, hogy az adott munkadarabon egyszerre megmunkálást végző egységek számát osztjuk a berendezés alapterületével. Ezzel a számmal kapcsolatot lehet teremteni a gépek felépítése, kialakítása és a helyigényük közt. Természetesen ügyelni kell arra, hogy azonos típusú gépekre alkalmazzuk – ahogy mondani szokás az almát az almával, a körtét a körtével hasonlítsuk össze.
4. A fentieken kívül mit kell még figyelembe vennünk?
Az eddigiekben gépészeti oldalról közelítettem meg a gépvásárlás témáját. Hiba lenne azonban, ha nem térnék ki még két nagyon fontos kérdésre: a CNC vezérlésre és a szervizre.
A meglévő géppark bővítése esetén – ha vezérlés szempontjából homogénnek tekinthető az eszközállomány – ésszerűnek tűnik ragaszkodni a jelenlegi CNC vezérlőcsaládhoz. Azonban ez ne legyen automatikus döntés! Ha csak az elmúlt két évtizedet veszem figyelembe, a vezérlések jelentős változásokon mentek keresztül hardveres és szoftveres szempontokból egyaránt. Az objektív értékeléshez mindenképp szakember segítsége szükséges, a szubjektív véleményezéshez egy kompetens gépkezelő, operátor lehet a megfelelő személy.
A termelő berendezések életében nagyon fontos kérdés az, hogy mennyi időt töltenek „munkában”. Az még fontosabb kérdés, hogy mennyi időt állnak és hogy ennek mi az oka. Csökkenteni kellett a termelést, vagy meghibásodás miatt áll a nagy értékű berendezés? Minden vállalkozó rémálma, hogy a legnagyobb „hajtáskor” hibásodik meg a gépe. Ha ez bekövetkezik, a legfontosabb a gyors és szakszerű hibaelhárítás; a gép minél hamarabb újra termelhessen!
Hacsak nem garanciális javítás volt, akkor a hibaelhárítás díja tovább növeli azt a veszteséget, ami a gépállásból adódott.
Összegezve megállapítható az, hogy a szerviz kérdését legalább négy tényező figyelembevételével érdemes vizsgálni: szakszerűség, gyorsaság, költség és a garancia vállalás köre, időtartama.
Ezzel elérkeztem a mostani mondanivalóm végéhez. A felvetéseimet gondolatébresztőnek szántam a szerszámgépek kiválasztási folyamatához. A cikket ennél a pontnál csak abbahagyni lehet, befejezni nem, hisz a felvetéseim kifejtését adott gépre – gépekre el kell végezni, ezt viszont már Önre bízom, Kedves Olvasó!
Szerző:Csepregi Dezső
Források:
1.ábra: Bányai Tamás (BGF):Logisztikai folyamatok
2.ábra: Mallár Tamás, Turbucz Viktor (Óbubai Egyetem):Többfunkciós megmunkálóközpontok összehasonlítása; TDK dolgozat