A Nikken és az osztrák szerszámgyártó Wedco erősíti világszintű együttműködését a nagy teljesítményű repülőgépipari Titan megmunkálásban. Ennek eredménye egy erős kapcsolat, ami egy Wedco ENDURANCE ENDMILL széria XT-R maróból és egy Nikken X-Treme szerszámtartóból áll, melyek lehetővé teszik a Titan gazdaságos és folyamatbiztos megmunkálását.
Ennek a különleges anyagnak, a titánnak a forgácsolásánál különösen nagy hőterhelésnek vannak kitéve az élek. Az osztrák forgácsolószerszám-gyártó Wedco az elmúlt években komoly figyelmet szentelt ennek a problémának, és kifejlesztett egy speciális tömör keményfém marót a nagy teljesítményű titánmegmunkáláshoz. Ez a Nikken X-Treme szerszámtartó kombinációval érhető el, ami ma a piacon az egyik legnagyobb mechanikai kihúzódás- és elfordulásvédelmet nyújtja. Az ENDURANCE ENDMILL széria XT-R tervei egy belső „ready for take-off 1” Wedco kutatási projekten alapulnak.
NIKKEN X-TREME
A Multi-Lock szerszámtartó nagy szorítóerőt ad, elérhető NBT-HSK és C8 kúpokkal. Alapkivitelben egy exkluzív bejegyzett szár ütközővel és egy szerelt siklógyűrű rendszerrel van ellátva. Ezek választhatóan cserélhetőek, hogy helyet adjanak a Nikken más Jet hűtőrendszereinek. A központosság adott, a másodlagos szorítórendszer nem a zárórendszer. Két egymáshoz derékszögben elhelyezett csavar gátolja meg a kihúzódást és elfordulást még a legnehezebb forgácsolási feladatoknál is.
Műszaki kihívások

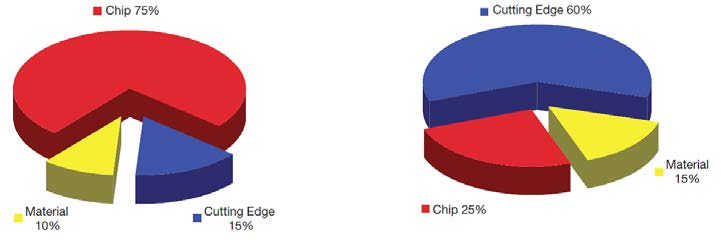
A titán egy könnyű szerkezeti acél, a fizikai, mechanikus és termikus tulajdonságai révén a nehezen megmunkálható anyagok csoportjába tartozik. A titán forgácsolásának nehézségei a következő tényekben mutatkoznak meg: a forgács relatív gyenge hőfelvétele miatt a szerszámélt nagy hőterhelés éri. A keletkező hő körülbelül 60%-a a szerszámban marad. Ennek okai a titán különböző tulajdonságai, mint a specifikus hővezetőképesség és a sűrűség, melyek a gyors hőelvezetést a forgácson vagy a munkadarabon keresztül megakadályozzák. A titán, alacsony rugalmassági modulusa miatt, enged a szerszám nyomásának – ez méreteltérésekhez és szerszámrezgésekhez vezet, ami a megmunkálási folyamatot nagy kihívások elé állítja. A Ti6Al4V a repülőgépipar egyik klasszikus Alpha-Beta ötvözete, kiegyensúlyozott szerkezetaránnyal. Ennél a specifikációnál nagyon magasak a követelmények a forgácsolószerszám, a szerszámbefogó és a megmunkálógéppel szemben. „Ezért a geometriai adatok kidolgozásánál a megmunkálás alatt széles körű rezgésméréseket végeztünk, hogy ezeket a negatív jelenségeket kiiktassuk, amik végeredményben a szerszámkopást felgyorsítják” – mondja el Wolfgang Koch, a Wedco exportmenedzsere, majd hozzáteszi: “továbbá a titán hajlamos a szerszámmal összeégni (élrátét és tapadás)”.
Szorítóerő és szerszám-technológia
A Nikken X-Treme erőszorítója magas mechanikai kihúzódás- és elfordulásvédelmet nyújt. „Az X-Treme széria bejegyzett Sure-Lock, négyszeres szorítórendszere nemcsak a szerszámszár pontos pozicionálását nyújtja, hanem megakadályozza a megmozdulását és a szerszám kihúzó- dását is a befogóból, még extrém megmunkálási körülményeknél is”, folytatja Koch úr. Az XT-R marók szára speciális h5 tűrésű. A Wedco specifikációja szerint ezek a széles körű minőségi követelmények felelnek meg a nagy teljesítményű nehéz megmunkálásokhoz. A stabil szárkikönnyítés alapkövetelmény a biztonságos megmunkálás érdekében elnyomás és elhajlás ellen, teljes horony- és zsebmarásnál. “Egy speciális, változó, egyenetlen forgácstörő technológia lehetővé teszi minden megmunkálási operációban kis méretű forgácsok képződését és megakadályozza a rezgések kialakulását. Ezen keresztül nő az élettartam, elérhetővé válik a nagy teljesítmény, és teljesül a folyamatbiztonság követelménye is”, részletezi tovább Koch úr. Egy pozitív élgeometria egy hozzáillesztett hátszöggel biztosítja a stabil forgácsolási körülményeket teljes horonymarásnál 2xD mélységig. “A jó hő- és forgácselvezetés érdekében teljes horonymarásnál és zsebmarásnál az XT-R széria központi hűtőcsatornát kapott. Így a 230-250 °C forgácsolási hő ott kerül kiiktatásra, ahol keletkezik, az éleknél. Ezzel előzzük meg a bevonat és a tömör keményfém idő előtti károsodását” – folytatja meggyőződéssel Koch úr.
ELÉRHETŐ MÉRETEK
– átmérőtartomány: 12–25 mm
– hosszok: rövid, standard, hosszú és extra hosszú
– alaptartók : NBT40/50, HSK63/100/125 és C8
Újfajta kötőanyag-összetétel
Nemcsak a geometria kialakítására fordított nagy figyelmet a Wedco, hanem a megfelelő alapanyag és bevonat kiválasztására is. Megfelelő tribológiai teszteken keresztül egy ultrafinom szemcséjű alapanyagot választottak, egy a titán- és nikkelbázisú megmunkáláshoz illesztett kötőanyag-összetétellel. „Ezáltal biztosított az erősen javított szívósságú és hőálló alapanyag”, mondja Koch úr, és így folytatja: „polírozott funkciós felületek, kipróbált kopásoptimalizálás és a speciálisan hozzáillesztett WEZY PVD bevonat 2,0 és 4,0 μm között, vezetnek az optimális szerszámteljesítményhez.”
MARÁSI PARAMÉTEREK
– szerszám: XT-R-151-2504 Ø25ER4
– megmunkálás: horony telibe
– Vc: 45m/min
– fz: 0,06
– ae: 25 mm
– ap: 50 mm
– időteljesítmény: 172,5 cm³/min
Egy speciális, változó, egyenetlen forgácstörőtechnológia felel a kis méretű forgácsok képződéséért
Folyamatbiztos alkatrészgyártás
A felhasználási paraméterek megállapításánál nem a lehetséges legrövidebb megmunkálási idő állt a fókuszban, mindenekelőtt a folyamatbiztos alkatrészgyártás a fontos szempont. Ez 50 μm átlagos szerszámkopás meghatározásával biztosított, egy esetleges szerszámtörést megakadályozva. Ennek a meghatározott szerszámkopásnak az elérésénél a szerszám még élezhető marad. Ez az ENDURANCE XT-R Semi-Standard szerszámszéria a Nikken X-Treme befogóval egységet alkotva a sorozatgyártásban jelenleg is sikerrel teljesít. „Ez a megoldás magas mércét kínál teljesítményben, ellenőrizhetőségben és megbízhatóságban, mindenekelőtt a magas igényű Aerospace-komponensek és felhasználások teljesítésében”, zárja végül Koch úr.