Korábban már volt szó az FDM technológiáról és az eljárással készülő szerszámokról is. A 3D nyomtatás meghódította a szerszámgyártás egy részét is, és úgy fest van helye ebben a világban, ezt bizonyítja az elterjedtsége is. Most a 3D nyomtatással készülő kompozit szerszámok gyártásra történő felkészítéséről lesz szó.

A hagyományos fém és FRP szerszámozás során készülő szerszámok a gyártás után hosszas utómunkát igényelnek. Az utólagos megmunkálás része az összeszerelés, a támasszerkezetek beépítése, a szerszámbetétek behelyezése és a felületek polírozása. Ezzel elérhető az ideális és szükséges felületi minőség. Az FDM szerszámozás, hasonlóan a hagyományos eljárásokhoz, igényel némi utólagos megmunkálást, ez a szerszám méretétől, az alkalmazástól és a komplexitástól is függ. A leggyakrabban alkalmazott eljárás a kompozit szerszámok esetén a tömítőanyaggal történő bevonatolás.
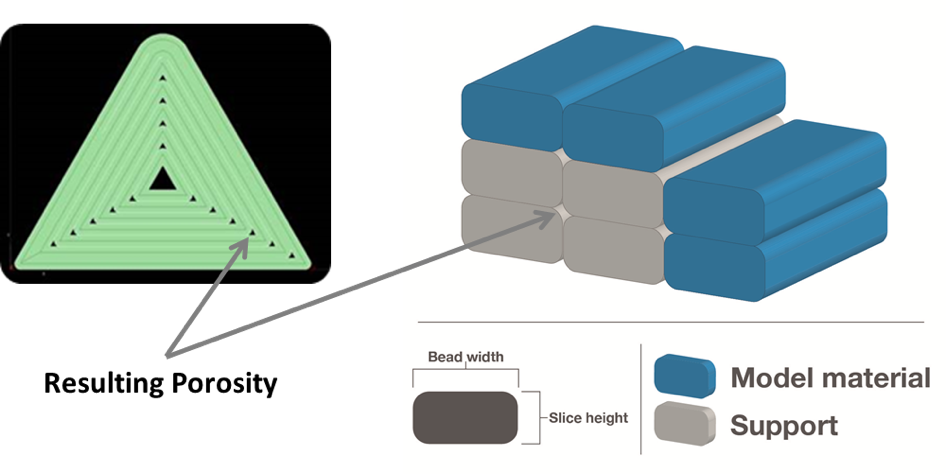
Az FDM technológiával készített kompozit szerszámok porozitása inhomogén lehet és a felületi minőségük sem megfelelő minden esetben az alkalmazásukhoz. Ezért utómunkálatokra van szükség, hogy elérjük a megfelelő szerszám-minőséget.
Foglalkozzunk a felületi minőséggel!
Számos lehetséges módszer van arra, hogy jobb felületi minőséget érjünk el az FDM-mel készült szerszámok esetén. Ezek közé tartozik a manuális csiszolás, a szemcseszórás, vagy a bevonatolás. Napjainkban, ahhoz, hogy jó felületi minőséget (<1,63 Ra) érjünk el, a kézi csiszolást alkalmazzák, majd a felületen tömítőanyagot oszlatnak el vékony rétegben. Utóbbi a felületi minőség mellett a vákuum megtartásának is kedvez. A legtöbb terméken a gyantával történő bevonást két rétegben végzik el és homokfúvással teszik jobbá a tapadást. Fontos kiemelni, hogy ez esetben nem a felületen látható szálas mintázat eltüntetése a cél, sokkal inkább az, hogy az apró mélyedéseket tömítsék, az esetleges érdességcsúcsokat pedig lecsiszolják. Ideális esetben a végeredmény egy egységes felületi érdességű munkadarab, amely jól tartja a vákuumot is a későbbi felhasználás során.
Tömítési eljárások
Ahogy a fentiekben említésre került, az anyag és a felületek porozitása megfelelő epoxi bevonat alkalmazásával szüntethető meg. Számos különböző gyanta áll a felhasználók rendelkezésére, függően a kialakítandó felület tulajdonságaitól.

A bemutatott eljárás természetesen nem az egyetlen alkalmazható megoldás a kompozit szerszámok kialakítására. Alkalmazzák még a FEP filmeket, melyek sok esetben gyorsabb és egyszerűbb lehetőséget kínálnak. Annak ellenére, hogy bonyolult kontúrok esetén felhelyezésük nehézkes és teherbírásuk is alacsonyabb, mint az epoxy gyantáké, néhány használat után cserélni kell a bevonatot. Előnye mégis, hogy csupán néhány eszközre van szükség a használathoz és könnyebb megtanulni az alkalmazását is.
A hagyományos szerszámkészítési eljárásokhoz hasonlóan, az FDM-mel történő kompozit szerszám gyártás is igényel némi utólagos felületkezelést, mely azonban a kutatások nyomán folyamatosan egyszerűsödik. Azonban az utolsó simítások nélkülözhetetlenek ahhoz, hogy használatra kész, megbízható szerszámot kapjunk.
ForrásStratasys