A Mitsubishi szerszámok kizárólagos magyarországi képviseletét a Lovász Kft. látja el.
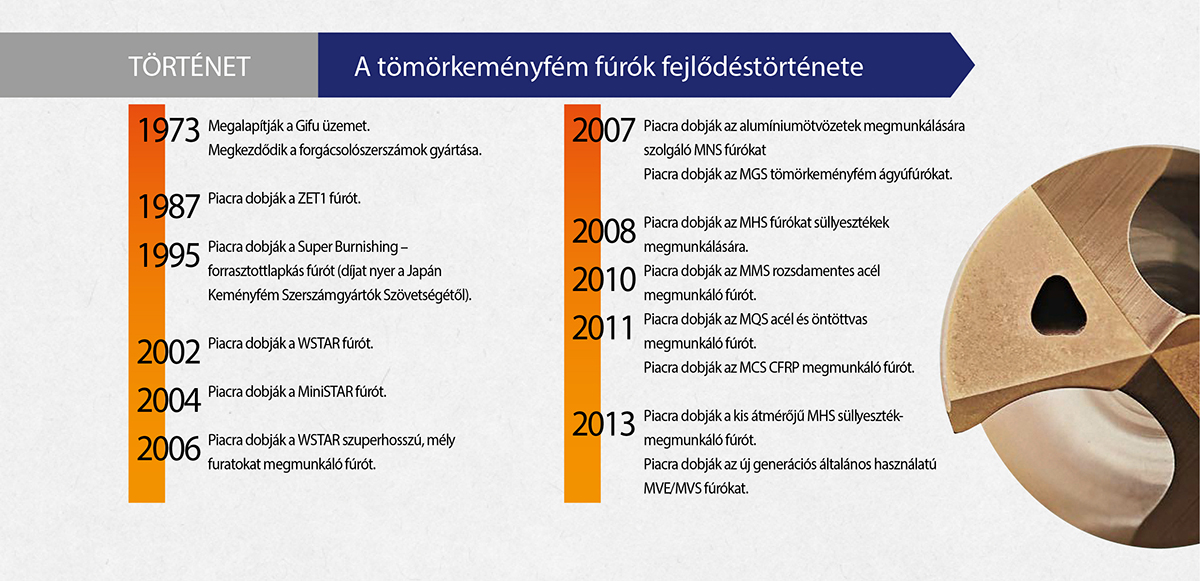
A kialakítás egy olyan kihívás történetét rejti, amely áttörést hozott a fúrási technológiában. A ZET1 fúró az 1980-as évek második felében jelent meg, ez volt az iparban az első tömör keményfém fúró. Ezt a „génállományt” vitte tovább a WSTAR fúró, amely jelenleg a Mitsubishi Materials fő fúró terméke. Jelen kiadványban a tömör keményfém fúrók fejlődéstörténetét kísérjük végig.

A ZET1 fúró, amely átírta a fúrásteljesítmény nagykönyvét
Az 1980-as évek második felében, amikor a forrasztottlapkás és a gyorsacél fúrók voltak a legelterjedtebb termékek a különböző iparágakban, a Mitsubishi Materials megkezdte a tömör keményfém fúró kifejlesztését. A piacon már léteztek a forrasztottlapkás fúrók, de műszaki okokból ezek csak nagy átmérőkben voltak elérhetők. Mindazonáltal a Mitsubishi Materials úgy gondolta, mindenképpen eljön az az idő, amikor jelentkezik a kisebb átmérőjű tömör keményfém fúrók iránti kereslet, és a gyár egy elkülönített sarkában hozzálátott a fejlesztéshez.
Az 1980-as években azonban a számítógépes technológiák még gyerekcipőben jártak, így minden tervezés és méretezési számítás manuálisan történt. Nap nap után azzal telt el, hogy próbálkozással igyekeztek meghatározni az ideális forgácshorony- és vágóélgeometriát. Olyan időket éltek, amikor a termékek fejlesztésében a mérnökök tapasztalata és érzékei játszottak szerepet, semmint az adatbázisok és a szimuláció, amelyek mára a kortárs tervezés standardjai lettek. Sokéves fejlesztést követően a ZET1 tömörkményfém fúró végül 1987-re vált valósággá, mint az ipar első ilyen terméke.
Ebben az időben a gyorsacél fúrók piaci részesedése körülbelül 70%-os volt, így bíztak a tömör keményfém ZET1 piaci teljesítményében. Ötször nagyobb fúrási hatékonysággal, tízszeres élettartammal, folyamatos forgácseltávolítással és általánosan nagyobb fúrási teljesítménnyel rendelkezett. Más szavakkal drámai léptékű fejlődési előrelépés volt.
Az elvárásokat megcáfolva azonban nem szerepelt jól a piacon. Ennek elsősorban az ára volt az oka. A gyorsacél fúrókkal összehasonlítva a tömör keményfém fúrók ára közel 30-szoros volt. Ez azt jelentette, hogy a korábban 500 jenes tételért 15 000 jent kellett kifizetni. A végső elemzésben az egy furatra eső költség alacsonyabb volt, és nőtt a termelékenység is, de a piacon ekkor nehéz volt precedenst teremteni, amely rávilágított volna a tömör keményfém fúrók nagyobb költséghatékonyságának előnyeire.
Egy másik ok az volt, hogy kezdetben csekély ismeretanyag állt rendelkezésre a tömör keményfém fúrók megfelelő használatáról, ezért először erre meg kellett tanítani a vevőket. A tömör keményfém fúrók a legjobb teljesítményt a szakaszos, úgynevezett peck drilling ciklusok alkalmazása mellett nyújtják, és ebben az időben a legtöbb vevő hagyományos gépeket és módszereket alkalmazott, amelyek nem voltak alkalmasak szakaszos fúrásra. Ezért a szerszámgépgyártókkal együttműködésben képzéseket, valamint információt biztosítottak a vevőknek, hogy megismerjék a helyes módszereket, és a legjobbat hozhassák ki az új fúrókból.
Továbbá, mivel sok vevő nem ismerte a tömör keményfém fúrók helyes élezésének módját, hogy azok teljesítményszintjét megőrizze, erre vonatkozó ismereteiket is terjesztették.
Ezek az erőfeszítések, a marketingtevékenységekkel együtt, sok időt emésztettek fel, de folyamatos hatásukra a ZET1 végül is elfogadott termékké vált, elsődlegesen az autóiparban.
Túl a ZET1 fúrón, a WSTAR sorozat eredete
Nagyjából tíz évvel a ZET1 fúró bevezetése után a tömör keményfém fúró széles körben elterjedt az iparban, és a piacon különféle termékek jelentek meg – más gyártóké is. A ZET1 új fejlesztéseire is szükség volt, így a fejlesztési csapat rengeteg energiát fektetett a különböző lehetőségek vizsgálatában. Ekkor történt, hogy a fejlesztési vezérigazgató a következő tanácsot adta: „Addig vágjunk lyukakat szappanba kézzel, amíg meg nem találjuk a választ.” Sok nap telt el ezután kísérletezéssel, rengeteg lyukat fúrtak szappanba mind a Mitsubishi, mind a versenytársak fúróit használva, a fúrókat kézzel forgatva. Így sok új felfedezést tettek a kezükkel érzékelve, például, hogy melyik ponton ütköznek ellenállásba, illetve hogyan történik a forgácseltávolítás. Ez a ZET1 koncepcióban a fúró egyenes élét ívesre módosította. Így azon kísérleteztek, miként lehet egy azelőtt nem látott hullámos vágóélet kialakítani. Ehhez az íves formához az ihletet egy konyhai aprítógép főzés közben megfigyelt működése adta. Az aprítógép vágókéseinek szembeszökő íve ihlette hosszas próbálgatás adta a WSTAR tömör keményfém egyedi íves vágóélét.
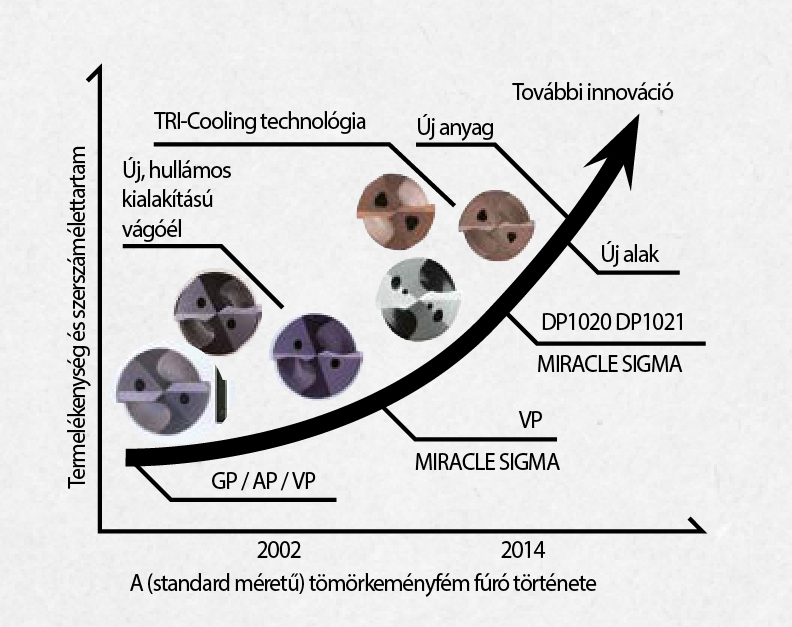
A hullámos vágóél és a forgácshorony új geometriája segítségével sikerült a forgácsméretet minimálisra csökkenteni, ami hatékonyabb forgácseltávolítást eredményezett. Az új fejlesztésű fúrócsúcs pedig kiváló központosságot és furatpozícionálási pontosságot biztosított. Ezen túlmenően a szerszámélettartamot is sikerült megnövelni a VP15TF Miracle bevonatnak köszönhetően.
Ezek a tulajdonságok biztosították, hogy a 2002-ben bemutatott WSTAR fúrósorozat pontosságával és hosszú élettartamával szerezzen magának hírnevet, és olyan termékké váljon, amelyet sok vevő a mai napig kedvel.
A WSTAR fúrósorozat folyamatos fejlődése
A WSTAR fúrósorozat válaszul a piaci igényekre 2006 óta tovább fejlődött. A fúrósorozat kibővült, és ma már az általános felhasználású, elsődlegesen szénacél és ötvözött acél forgácsolására tervezett MWE/MWS fúrók is ide tartoznak. Ezen túlmenően bevezették az MNS, MHS, MMS és MCS fúrókat is, amelyeket speciálisan az alumíniumötvözetek, a nagy szilárdságú edzett acél, rozsdamentes acél és CFRP anyagok megmunkálására terveztek. A ma kapható specialitások között megtalálhatók a mély furatok készítésére szolgáló szuperhosszú fúrószárak, melyek hossz/átmérő aránya akár L/D = 30 is lehet. E termékek mindegyike olyan technológiákat, eredetiséget és mérnöki találékonyságot testesít meg, amelyet csak a Mitsubishi Materials tudott megvalósítani.
Ennek az eredetiségnek egy példája az MNS fúró, amelyet alumíniumötvözetek megmunkálására fejlesztettek ki. Hogy a fúró középpontja környékének kenését biztosítsák, ahol a forgács általában megtapad, a hűtőfolyadék áramának további javítására volt szükség. Elhagyva a hagyományos két hűtőfolyadék-csatornás fúró koncepcióját, a gyártástechnológiai csoporttal együttműködve és a világon elsőként létrehoztak egy négycsatornás fúrót. Ezután, továbbhaladva a technológiával, 2013-ban kifejlesztették és piacra dobták az általános felhasználású MVE/MVS tömör keményfém fúrókat TRICooling technológiával, amely egyedi alakú hűtőfolyadék-csatornával rendelkezik, és amelyhez rendkívüli precizitásra van szükség. Az áramlási sebesség növelését innovatív megközelítésben vizsgálva sikerült pusztán a hűtőfolyadék-csatorna alakjának módosításával javítani a hűtési teljesítményt, a kenést, a forgácseltávolítást és a fúró teljesítményét is. Hosszú szerszámélettartamot sikerült elérni, méghozzá PVD bevonattal (DP1020), amelyet kifejezetten fúrókhoz fejlesztettek ki.
Belsőhűtésű szerszámok gyártástechnológiája: A Mitsubishi Materials tapasztalatának és technológiáinak eredményei
A Mitsubishi Materials 1988-ban kezdte meg a belsőhűtésű szerszámok gyártását. 27 évvel később a hűtőcsatornák még mindig fejlődnek, és a gyártástechnológia támogatását élvezik. Alább bemutatjuk a belsőhűtésű szerszámok gyártásának folyamatait.

A wolfrámot főleg keményfém (wolfrámkarbid) termékek előállítására használják. Rendkívül nehéz anyag, de finom szemcséinek köszönhetően úgy folyik, mintha folyékony halmazállapotú lenne.
A por halmazállapotú nyersanyagot a présbe töltik és extrudálják. A késztermék úgy néz ki, mint egy egyszerű csavart rúd, de a hűtőfolyadék-csatornák ekkor már benne futnak. Itt a csatornák helyzetének pontossága kulcsfontosságú. A csatornák spirális alakban futnak, de úgy vannak elhelyezve, hogy a fúró bármelyik külső pontjától egyenlő távolságra legyenek. A hosszú évek során végzett kísérletek és tervezési folyamatok eredményeként született gyártástechnológia fő szerepe a fúró hosszának stabilizálása.
A fúró előszinterezése után, amitől az megfelelően merev lesz, a forgácseltávolító spirálhornyokat marják bele a fúrószárba. Egy fejlett technológia segítségével, amely biztosítja, hogy a csatornák párhuzamosan fussanak a bemart spirálhornyokkal.
A fúrókat magas hőmérsékleten szinterezik, így térfogata nagyjából megfeleződik, miközben sűrűsége a duplájára nő. Ez azt jelenti, hogy a hűtőfolyadékcsatornák méretét és helyzetét úgy határozzák meg, hogy e zsugorodási tényezőt a kezdetektől figyelembe veszik.

A fúrókon nemcsak azt vizsgálják meg, hogy vannak-e hibáik, hanem azt is, hogy a hűtőfolyadék-csatornák a szinterezés okozta zsugorodás után is megfelelnek-e az előírásoknak. Csak azokat az anyagokat lehet késztermékké alakítani, amelyek megfelelnek e szigorú vizsgálati követelményeknek.
A kisebb átmérőjű, hosszabb fúrók iránti kereslet miatt az utóbbi években egyre nehezebbé vált a belsőhűtésű szerszámok gyártása. Az ultravékony fúrók esetén például a forgácshornyok is rendkívül keskenyek, így itt még pontosabb furatpozícionálásra és osztásra van szükség. Hasonlóképpen, hosszabb fúrókkal kapcsolatban még fontosabb biztosítani, hogy a spirál emelkedése állandó legyen – a gyártástechnológiák nap mint nap ebbe az irányba fejlődnek. Ezen túlmenően a belsőhűtésű szerszámok csatornáinak keresztmetszete általában kör alakú, de a Mitsubishi Materials olyan szerszámokat fejleszt, amelyek eltérnek a hagyományos, két kerek csatornás kialakítástól – például négycsatornás vagy háromszög keresztmetszetű csatornás kialakításúak lehetnek – hogy a fúrásteljesítményt növeljék. A megmunkálandó anyag függvényében csak a Mitsubishi Materials használ különböző keresztmetszetű hűtőfolyadék-csatornás szerszámokat. A különböző alakú hűtőfolyadékcsatornákat pontosan lehet előállítani, mert a fúrószár- és az alapanyagüzemek ugyanazon a telephelyen vannak, és a végtermék az üzemek dolgozóinak szoros együttműködésének és kemény munkájának az eredménye.
Forrás:Lovász Forgácsoló Kft.