A G. Mondini Group-hoz tartozó Antea 15 éve bízik az EMCO szerszámgépekben. Ez, a teljesítményen és a nagyszerű ár-érték arányon túl, főként annak a kapcsolatnak köszönhető, amelyben a gyártó meghallgatja ügyfelét és ehhez mérten igazodik igényeihez.
Felbontani egy előrecsomagolt ételt egyszerű feladat. Ennek fordítottja – azaz az étel becsomagolása – már korántsem ilyen könnyű. Az ételtálcákat a megfelelő pozícióban kell tartani, hogy rendkívül gyors termelés mellet is meg lehessen tölteni és be lehessen csomagolni őket. Mindezt ráadásul úgy, hogy a tálcák ne sérüljenek, és a csomagolt ételek se szennyeződjenek be. Egy olyan csomagológép legyártása, amiben ezeket a tálcákat tárolják, szintén nem egyszerű, a művelet során ugyanis számos kritikus szempontot kell figyelembe venni.
Nem ismeretlenek ezek a szempontok a csomagológép-alkatrészek gyártásával foglalkozó, cologne-i vállalatnak, a G. Mondini Group-hoz tartozó Antea-nak. “Az innováció, a technikai know-how, a minőségi rendszerek és több, mint 40 év tapasztalat, teszi a G. Mondini Group-ot a világ egyik vezető vállalatává az élelmiszer-csomagoló szektorban.” mondja Attilio Astori, az Antea üzemvezetője. “A Giovanni Mondini által alapított cég manapság a legismertebb csomagolórendszer márkákat látja el az élelmiszeriparban, világszerte. Az ügyfél küld egy rajzot egy adott élelmiszerhez szükséges tálca tulajdonságaival, a G. Mondini pedig legyártja azt a gépet, ami ennek a tálcának a feltöltéséhez és lezárásához szükséges.”

A legtöbb szükséges alkatrész sokáig harmadik személytől került beszerzésre, 2000-ben azonban a cég megváltoztatta stratégiáját, és a gyártási folyamatok egy részét házon belül kezdte végezni. Így jött létre az Antea. A Nazzareno Mondini vezetése alatt álló cég olyan alkatrészeket tervez és gyárt le, amelyek a tálcák tartásáért felelnek, azok töltése és csomagolása közben.
Csomagolva és lezárva
“A tevékenységünk célja teljes mértékben a G. Mondini igényeinek kielégítése.” folytatja Astori.
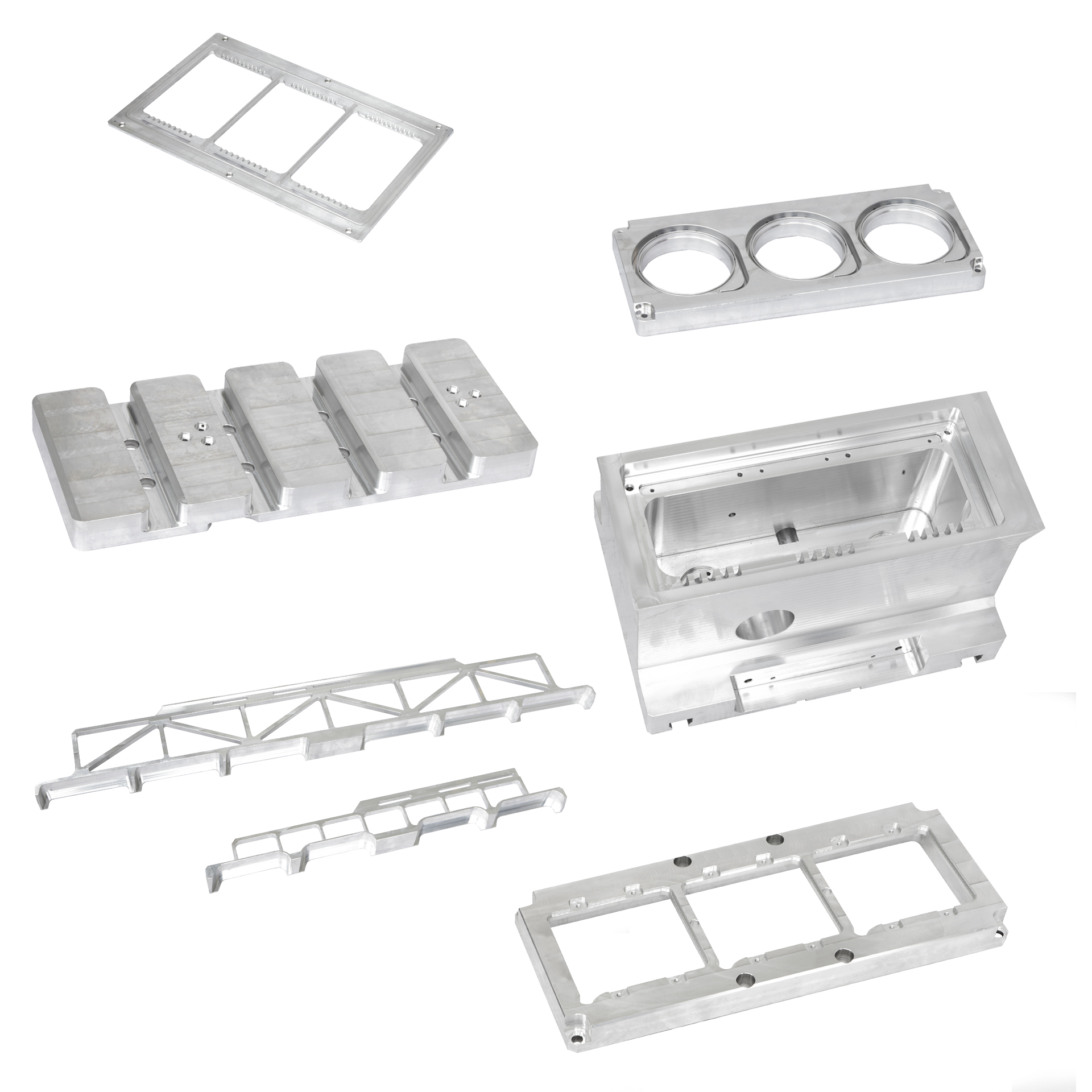
“Minden a mérnöki részlegen kezdődik, ahova az ügyfél elküldi a szükséges tálca rajzát. A megadott specifikációk alapján megtervezik az alkatrészt, ami majd a csomagológépbe kerül. Ezek az komponensek az előrecsomagolt ételtálcák tartójaként funkcionálnak, így formájukat ennek megfelelően kell megtervezni. A tálca egészen az atmoszféra létrehozási fázisig a tartóban marad. Ezután kerül rá a bevonat, ami lezárja a csomagot. A megfelelő minőség érdekében, a lezárás magas hő alatt történik, amit az általunk gyártott komponensekbe épített fűtőelem biztosít – ez felmelegíti a bevonatot és tökéletes kötést garantál.”

Az Antea által használt nyers alapanyag egy alumínium ötvözet, ami már tartalmazza az acél fűtőelemet. Ez a lemez nem kerül egyből feldolgozásra; előtte még egy 30-35 órás, 300 °C-os hőkezelésnek is alá kell vetni. A feszültségcsökkentő hőkezelés során minden belső feszültség megszüntethető, amit a két különböző fém jelenléte okozhat.
A feszültségmentesítő kezelés végén a lemezt szerszámgéppel munkálják meg. A ciklus akár két órát is igénybe vehet, egyes esetekben az alapanyag akár 80%-át kell kiforgácsolni. Az alkatrészt végül 250 °C-on, 12 órán át szárítják, hogy az esetlegesen megmaradt vízgőz ne veszélyeztesse a belső fűtőelem működését. Az acél áramkört végül lezárják, a vezércsatlakozásokat hegesztik. A komponens ez után lesz kész, így küldhetik a G. Mondini-nak, akik telepítik a csomagológépbe.
Régi és új elvárások
“Az általunk gyártott darabok nagy részének geometriája általában nem összetett, ettől függetlenül, a gyártási folyamatnál számos kritikus szempontot kell figyelembe venni.” folytatja Astori.
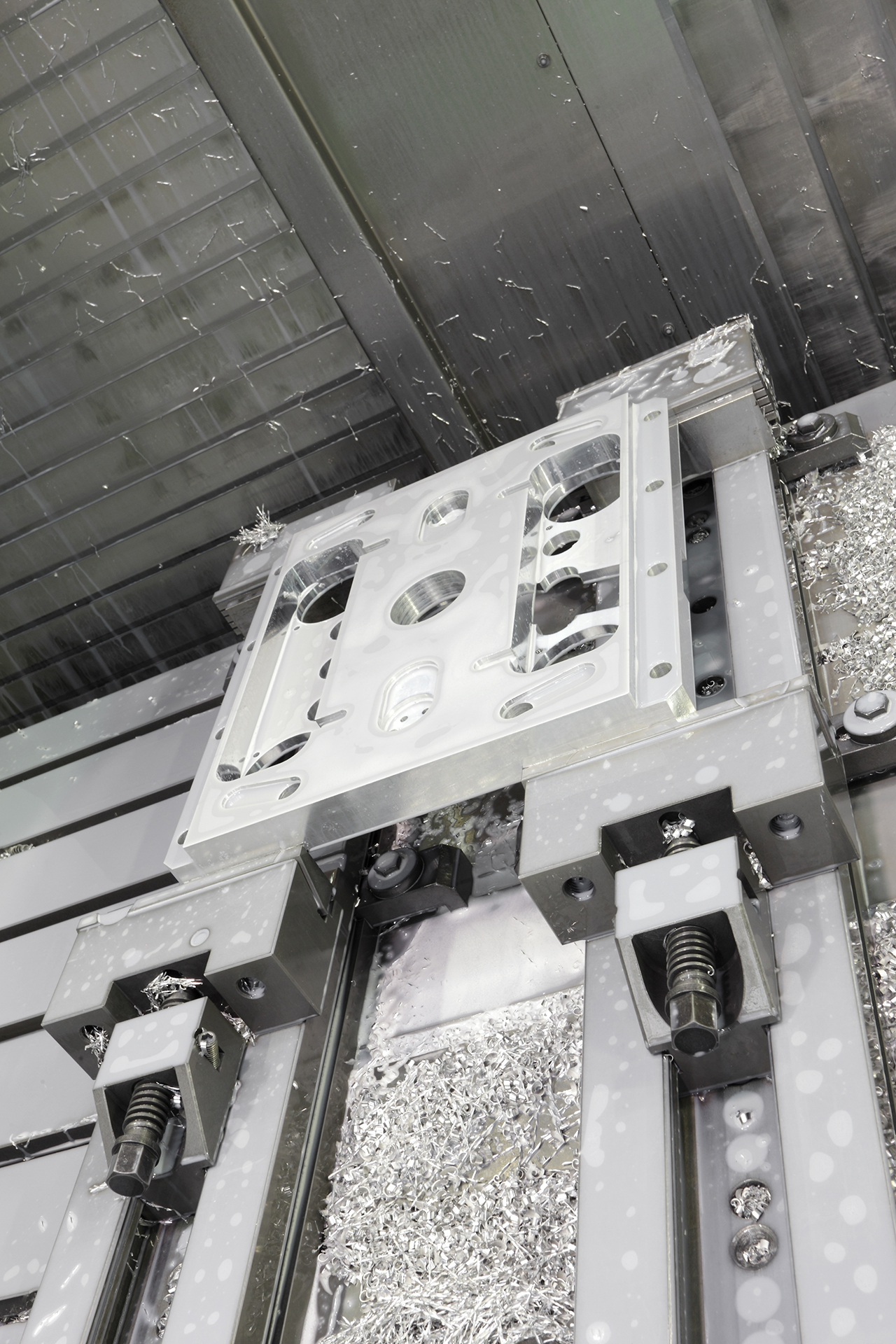
“A lemezek vastagsága és az anyagsajátosságok például problémát jelenthetnek. Nagyrészt élelmiszeriparban is használt, korrózióálló alumíniumot használunk, a kész alkatrészek 8 mm-es vastagságúak. Ezeknek az alkatrészeknek a kezelése bonyolult feladat, a megfogásukhoz szükséges erő ugyanis olyan nagy, hogy akár el is deformálódhatnak. A lemezeket ezért a gép satujában rögzítjük. Ilyen működési körülmények között nem működnek azok a megoldások, amelyek egy megfogással lehetővé tennék az alkatrész teljes, 5-tengelyes megmunkálását. Ezért is döntött a cég a 3-tengelyes szerszámgépek mellett.”
A cologne-i központú gyártóüzemek eddig megoldották a vállalat ilyen jellegű problémáit. Néhány éve azonban, a gyártandó alkatrészek mérete egyre nagyobb, az Antea ezért úgy döntött, bővíti gépparkját, hogy ezeket a darabokat is legyárthassa. Egészen 2013-ig a nagyobb alkatrészeket egy erre a feladatra kijelölt Emco megmunkáló központon gyártották. A nagyobb méret azonban gyorsan túltelítettséghez vezetett, ennek megfelelően a vállalat úgy döntött, hogy 4 új szerszámgépet állít gyártósorba (kettőt 2014-ben és kettőt 2015-ben) az ügyféli igényekhez igazítva.
Korszerű személyre szabhatóság
“Azonnal az Emco gépeit választottuk, teljesítményüknek, kiváló ár-érték arányuknak és a céggel való, régóta fennálló kapcsolatunknak köszönhetően.” magyarázza Astori.
“2000-ben, mikor ezt a céget alapítottuk, két Emco gépet telepítettünk, ezeket azóta is használjuk. Ma, az osztrák cég 13 gépét használjuk üzemünkben. Az Emco hozzáállása az ügyfeleihez fontos tényező volt a döntésben. Ügyfélszolgálatuk mindig rendelkezésre áll, emellett gyorsak és hatékonyak is. Akármilyen problémával is kell szembenéznünk, biztosak lehetünk benne, hogy számíthatunk a segítségükre. Ez jelentősen növeli a velük való kapcsolatunk értékét, olyannyira, hogy már 15 éve bízunk bennük.”
Az Emco hozzáállása ügyfeleihez már a kezdetektől – a megfelelő gép kiválasztásától – megmutatkozik, és egészen az eladás utáni szolgáltatásokig kitart. Az egyik legjobb példa erre a legutóbb vásárolt, 4 darab MMV 2000-es megmunkáló központ. Függetlenül attól, hogy ezek “standard” megoldások, nagymértékben módosították őket, hogy tökéletesen megfeleljenek a brescia-i gyártói elvárásainak.
“A gép vásárlásánál alapvetően két elvárásunk volt.” állapítja meg Mr. Astori. “A rendszernek 3-tengelyesnek kellett lennie, és képesnek kellett lennie nagy mennyiségű forgácskihordásra. Utóbbira főként azért volt szükség, mert a 80%-os térfogat veszteséggel járó megmunkáláshoz értelemszerűen megfelelő méretű forgács és hűtőfolyadék tárolókapacitásra is szükség van.”

Ezeknek az igényeknek megfelelően az Emco a három-tengelyes, 700 literes és 400 extra literes hűtőfolyadéktartállyal felszerelt, MMV-2000-es vertikális megmunkáló központot ajánlotta. A munkaterület megfelelő tisztításához, egy nagy áteresztőképességű, de alacsony nyomású fúvókával ellátott, másodlagos pumpa is beszerelésre került. A szokásos papírfilteres megoldástól eltérően – amit veszélyes hulladékként kell kezelni – egy RBM filtert telepítettek a hűtőfolyadék tisztítására, ez ugyanis sokkal jobban igazodott az Antea igényeihez. Végül, annak érdekében, hogy a munkahelyi körülményeken is javítsanak, egy második elszívóegységgel is felszerelték a gépet, a gyártás ugyanis nagy mennyiségű pára- és ködképződéssel jár.
Merev és vibrációmentes
Az MMV 2000 mozgóállványos, függőleges megmunkálóközpont a merev felépítésnek és a tágas munkatérnek köszönhetően főként a forma- és szerszámgyártásban alkalmazható hatékonyan. A három lineáris tengely (X, Y, Z) lökete 2000x800x750 mm, gyorsmeneti sebességük egyenként 50 m/perc. A rögzített munkaasztal maximális terhelhetősége 2200 kg. A keresztszán konfigurációjából adódóan a szán teljes hosszúságában lineáris vezetékre van szükség, mivel csak így érhető el a kellő merevség. A Z-tengely gyors, pontos mozgásáról, a két, zárt láncú golyósorsó és a két, mester-szolga rendszerű motor gondoskodik.
A gyártás során a gépágy hegesztett acélvázas szerkezetét polimerbetonnal töltik ki, amely így rendkívül jó merevségi és rezgéscsillapítási tulajdonságokkal rendelkezik. Az ISO 40-es csatlakozású maróorsó legnagyobb teljesítménye 46 kW, maximális fordulatszáma 15.000 1/min, maximális nyomatéka 170 Nm. A 40 férőhelyes standard szerszámtár a gép bal oldalán helyezkedik el és maximum 75 mm átmérőjű, legfeljebb 380 mm hosszú szerszámok tárolására alkalmas. Az MMV 2000 teljesen zárt; beleértve a gép tetejét is, ami a munkatér ajtóival együtt nyílik, lehetővé téve a munkadarabok betöltését, bármilyen emelőgéppel.
Műszaki adatok
Az MMV sorozat régi tagjának, az MMV 2000-nek és a széria új modelljének, az MMV 3200-nak a főbb műszaki adatai:
| EMCO MMV 2000 | EMCO MMV 3200 | |
| Mozgástartomány | ||
| Szánelmozdulás (X x Y x Z) | 2000 x 800 x 750 mm | 3200 x 1000 x 950 mm |
| Merev asztal | ||
| Méret (hossz x szélesség) | 2400 x 950 mm | 3500 x 1050 mm |
| Körasztal | ||
| Átmérő | 800 mm | 900 mm |
| Maximális asztalterhelés | 1500 kg | 2000 kg |
| Hajtás | nyomatékmotor | nyomatékmotor |
| Főhajtás | ||
| Fordulatszám tartomány | 50 – 15.000 ford/perc | 50 – 15.000 ford/perc |
| Forgatónyomaték | 125 Nm (S1) 170 Nm (S6-40%) | 125 Nm (S1) 170 Nm (S6-40%) |
| A maróorsó teljesítménye | 46 kW | 46 kW |
| Szerszámbefogás DIN 69871 szerint / opció | ISO 40 / BT40 | ISO 40 / BT40 |
| Szerszámtár | ||
| A szerszámpozíciók száma | 40 | 40 / 60-120 |
| Max. szerszámátmérő | 75 mm | 75 mm |
| Max. szerszámhossz | 380 mm | 380 mm |
| Előtoló hajtások | ||
| X / Y / Z gyorsmeneti sebességek | 50 / 50 / 50 m/perc | 50 / 40 / 40 m/perc |
| Az X, Y, Z tengelyek gyorsulása | 2 / 4 / 4 m/s² | 3 / 4 / 4 m/s² |
| Kenőrendszer | ||
| Vezetékek és előtoló orsók kenése | automatikus központi zsírkenés | automatikus központi zsírkenés |
Mindkét típus elérhető Siemens Sinumerik 840D SL vagy Heidenhain TNC640 típusú vezérléssel, illetve 3, 4, de akár szimultán 5-tengelyes verzióban is. Igény esetén pedig HSK-A63 szerszámbefogással 18.000-es fordulatszám mellett.
ForrásEMCO
További információ:
Az Emco szerszámgépek hivatalos magyarországi forgalmazója, a Büll & Strunz Kft. honlapján.