A fröccsöntő szerszámok karbantartási idejének számottevő részét a tisztítási lépések teszik ki. Ezek elvégzése nélkülözhetetlen a szerszám élettartalmának növelése és a gyártandó termék megfelelő minőségének folyamatos biztosítása érdekében. Jelen cikkemben szeretném röviden ismertetni a fröccsöntő szerszámok tisztítására leggyakrabban alkalmazott metódusokat.
A szerszámok karbantartása szempontjából a fröccsöntő üzemeket két fő csoportba oszthatjuk. Az első esetben a szerszámok csak akkor kerülnek ki a gyártásból, hogyha adott időre befejeződött velük a termelés, vagy valamilyen gyártás közben már nem javítható problémát produkálnak. Bármelyik eshetőség is lép fel, a szerszámkarbantartó részleg munkatársai (leggyakrabban technikusok) számára előre nem bejelentett időpontban, viszonylag rövid idő áll rendelkezésre, hogy a szerszám karbantartását elvégezzék. Ezzel szemben a másik esetben a szerszámot adott ciklusszám teljesítését követően automatikusan, tervezetten karbantartásra küldik. Könnyen belátható, hogy az első esetben a szerszám várható élettartama csökken, végeredményben a karbantartás és a leállás költségéhez viszonyítva, a szerszám idő előtti meghibásodása többletköltséget eredményezhet.

1. ábra: Rozsda és vízkő lerakódás egy szerszám hűtőkörében
Ha megvizsgáljuk egy fröccsöntő szerszám karbantartására fordított időt, azt tapasztalhatjuk, hogy a legnagyobb részét a tisztítás teszi ki. Ennek két fontos oka van; az első, melyet a bevezetőben már említettem az, hogy a szerszám tisztán tartása nagymértékben megnöveli a szerszám élettartamát, megbízhatóságát, így erre a lépésre általában nagy figyelmet fordítanak. Másrészről viszont a nagy időráfordítás azzal magyarázható, hogy sajnos a szerszámok többségét mind a mai napig kézzel tisztítják.
Milyen szennyeződésekkel kell számolnunk?
A tisztítás szükségességét követően fontos megemlíteni, hogy egy fröccsöntő szerszám esetében pontosan honnan is származhatnak szennyeződések. Az eltávolítani kívánt szennyeződéseket két fő csoportra bonthatjuk. Az elsőt alkotják a szerszámüregben lerakódó idegen anyagok, melyek leggyakrabban a feldolgozott műanyagból származnak. Ilyen kiválásokat hozhatnak létre a polimerhez adott adalékanyagok, úgymint a stabilizátorok, a csúsztatók, a lágyítók, valamint a színezékek is. A PVC feldolgozásakor kis mennyiségű sósav gáz keletkezhet, mely számos esetben a termék előállításához alkalmazott szerszám korrózióját okozhatja. A szerszámüregben lerakódott szennyeződések nem megfelelő felületekhez, a szerszámsarkokban való feltorlódás esetében pedig a termék sarkainak lekerekedéséhez vezethet.
A szerszámüreg mellett, a második legnagyobb mennyiségű szennyeződés a hűtőcsatornákban rakódhat le. Ez egyrészt származhat a hűtővíz nem megfelelő előkezeléséből (kemény víz alkalmazása), vagy a korrózióból (rozsda) is. A hatás mindkét esetben megegyezik; a csatorna falán kialakuló réteg csökkenti a hőátadást, mely megnövekedett ciklusidőket, így pedig csökkenő mennyiségű profitot eredményez.
A szerszámtisztítás lehetséges módjai
1. Kézi tisztítás
A tisztítási lehetőségek közül az egyik legegyszerűbb és leggyakrabban alkalmazott módszer a kézzel történő tisztítás. Ebben az esetben a gyártóberendezésről leszerelt szerszámot az erre kijelölt személyzet szétszedi, majd az egyes elemeket egyesével megtisztítja. A tisztításhoz szükséges időintervallum nagymértékben függ a személyzet létszámától és gyorsaságától. Nem szabad elfelejtenünk, hogy a tisztítás hatékonysága és minősége esetében különösen nagy szerepet játszik az emberi tényező. A tisztításhoz leggyakrabban speciális oldószereket, vörösréz keféket és spatulákat, valamint gézt alkalmaznak. A szennyeződések eltávolítását követően a szerszámot összeszerelik, felületét a rozsdásodás elkerülése érdekében kezelik, majd visszaszállítják a raktárba, esetleg közvetlenül a gyártásba. A kézzel történő tisztítás mellett szól az alkalmazott eszközök alacsony ára, ám a nagy időigény miatt, nagyszámú szerszámot alkalmazó fröccsöntő üzem esetében, csak nagy létszámú karbantartó csapattal kivitelezhető biztonsággal.

2. ábra: Szerszámlap kézzel történő tisztítása
2. Szárazjeges tisztítás
Manapság egyre nagyobb teret hódít az úgynevezett szárazjeges tisztítási módszer. A szárazjég a szén-dioxid szilárd halmazállapota, mely légköri nyomáson és hőmérsékleten – a folyadék állapot kihagyásával – közvetlenül gáz halmazállapotúvá alakul (szublimál). A szárazjég szórás lényege, hogy a -79 °C-os szilárd széndioxid kisméretű szemcséit nagy nyomású levegővel keverjük. A felületbe becsapódó szárazjég az ott található szennyeződéseket lokálisan lehűti. Mivel a szennyeződések hőtágulási együtthatója eltérő a szerszámétól, a szennyeződések elválnak a felületről.
A tisztítási metódus másik fontos eleme, hogy a meleg felületen a szárazjég gyors szublimációja által nagy mennyiségű szén-dioxid keletkezik, mely a szennyeződések alá kerülve leszorítja azokat a tisztítandó felületről. A nagy sebességgel felületbe csapódó szárazjég szemcsék kis keménységük miatt nem abrazívak, a tisztítandó alkatrészt tehát egyáltalán nem károsítják. A módszer a fentebb említett, kézzel történő tisztítási metódushoz képest számottevően gyorsabb, nagymértékű szennyezettség esetén is jól alkalmazható. Hátrányként megjegyzendő, hogy az eljárás speciális berendezéseket igényel, melyek működése általában nagy zajkibocsátással jár. Ezen kívül fontos megemlíteni, hogy ezzel a technológiával csak elérhető felületek tisztíthatóak, így például a hűtőkör egyes területein megtapadó szennyeződések eltávolítására nem alkalmas.
Videó: Szárazjeges szórás tisztítási hatékonyságának prezentálása
3. Ultrahangos tisztítás
A fröccsöntő szerszámok esetében alkalmazott tisztítási technológiák közül a leggyorsabb és legnagyobb tisztítási hatékonysággal rendelkező módszer az ultrahangos tisztítás. Ennek során nagy frekvenciájú hanghullámokat (általában 20-60 kHz) alkalmazunk, melyeket magnetostrikción vagy piezoelektromosságon alapuló transzduktorokkal állítunk elő. A tisztítani kívánt darabot áltagosan 70-80 °C-os közvetítő közeget (vizes oldatot) tartalmazó tartályba merítik, majd létrehozzák az említett nagy frekvenciájú hullámokat. Ennek hatására a közvetítő közegben mikroszkopikus buborékok képződnek, melyek a tisztítandó tárgy felületén összeroppanva fejtik ki mechanikus tisztító hatásukat (kavitáció).

3. ábra: Ipari ultraszonikus tisztítóberendezés
Kiemelendő, hogy az ultrahang által történő tisztítás egyenletes, a nehezen elérhető helyeken (hűtőcsatornák), akár megbontás nélkül is hasonló hatékonysággal játszódik le, mint a szemmel látható felületeken. Közvetítő közegként általában erősen lúgos nátrium-hidroxid oldatot (erőteljesen, zsírral szennyezett felületekhez, enyhe rozsdához), enyhébb lúgokat (kisebb szennyeződésekhez) valamint enyhén savas, citromsav oldatot (erős rozsdához) alkalmaznak. Fontos kiemelni, hogy a citromsavas közegben történő kezelés egyes esetekben a szerszám elszíneződéséhez vezethet. Az eljárás gyorsasága, egyszerűsége mellett kiemelendő, hogy a meleg savakkal és lúgokkal való munkavégzés különös körültekintést igényel, a keletkező vegyszermaradványokat pedig minden esetben az adott ország jogszabályaiban meghatározottak alapján kell kezelni, semlegesíteni.
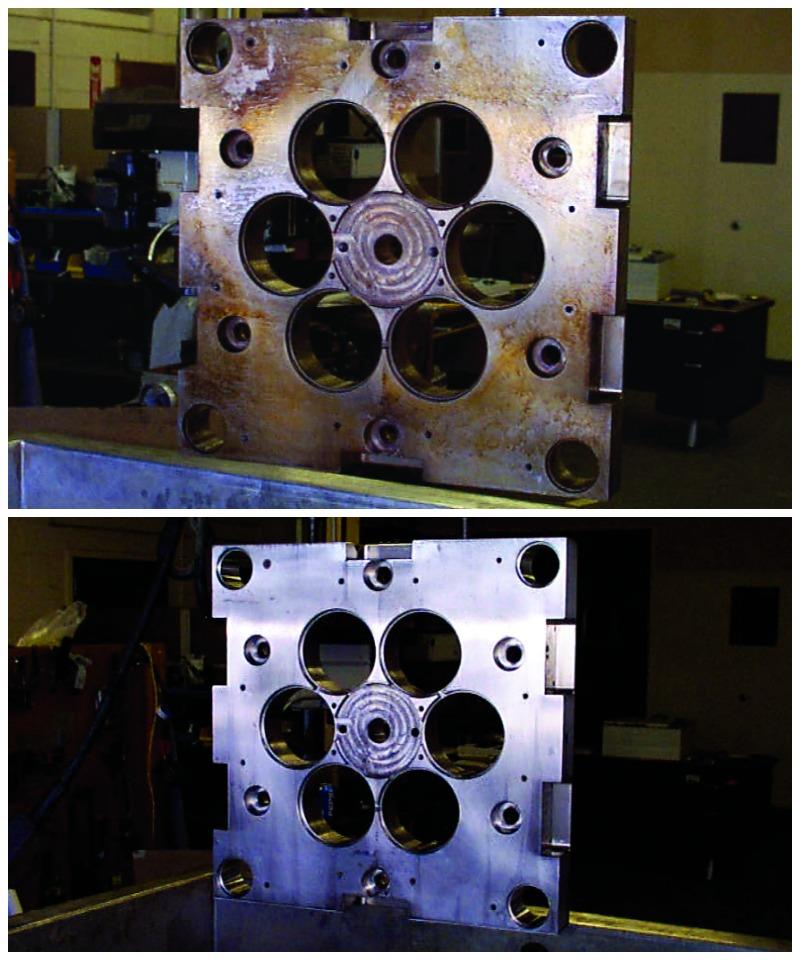
4. ábra: Ultraszonikus tisztítás előtt, illetve után
Összefoglalómban ismertettem a fröccsöntő szerszámok tisztításának jelentőségét, a lehetséges szennyeződéseket, valamint a leggyakrabban alkalmazott tisztítási eljárásokat. Ezek közül a számunkra megfelelőt mindig a feldolgozott anyag, az ebből következő szennyezettség mértékének és típusának, valamint a gazdasági paraméterek ismeretében kell kiválasztanunk.
Források:
http://www.moldmakingtechnology.com/articles/cleaning-molds-part-i
http://www.moldmakingtechnology.com/articles/cleaning-molds-part-ii
http://www.moldmakingtechnology.com/articles/cleaning-molds-part-iii
http://www.coldjet.com/en/information/how-does-it-work.php
http://www.encap-thermoplastics.co.uk/wp-content/uploads/2015/09/4_Bay_Racking.jpg
http://www.improve-your-injection-molding.com/images/Dirtywaterchannel.jpg
http://www.amaray.com/images/textpage/22_2_480x500.jpg
http://img.directindustry.com/images_di/photo-g/16097-8203758.jpg
http://d2n4wb9orp1vta.cloudfront.net/resources/images//cdn/cms/1016-FEATURE-bluewave-Mold-Plate-Collage.jpg