A technológia fejlődésével érezhetően összemennek mindennapi eszközeink: egyre kisebbek a telefonok, a számítógépek, a műszerek és a használati tárgyak. A méretek csökkenésével közel egyenes arányosságban szűkülnek a megadott tűrésmező-szélességek is, ez pedig folyamatosan kihívásokat állít a hagyományos gyártástechnológia elé. Egy olyan 21.században, ahol a PET palackok falvastagságát 0,3 mm alá kell vinni, vagy ahol a mikro-fröccsöntés általános technológiának számít az egészségügyi iparban, ne lepődjünk meg azon, hogy a szerszámok tűrései is kisebbek 2-3 mikronnál. Jelen cikkemben a mikronos maráshoz szükséges marószerszám befogókról, azon belül a kettős felfekvő felületű kúpokról szeretnék általános ismereteket megosztani.
A pontos marás alapfeltétele a szerszám pontos befogása. Rengeteg műszergyártó készít kiegyensúlyozó műszereket a befogókúp-marószerszám egységhez. De nem csak álló helyzetben az asztalra téve, hanem terhelés alatt is biztosítani kell a szükséges radiális és axiális pontosságot. A terhelés – vagyis forgácsolás – során a szerszám ütéseinek határértéken belül tartásához elengedhetetlen a merev befogás.

1. ábra: Kettős felfekvő felületű befogó
A merev szerszámbefogás egyik legegyszerűbb módja a szerszámbefogó kúp kettős felfekvő felületű kialakítása. A kettős felfekvő felületű kúpok működési elve a következő: a hagyományos befogók, például egy SK 7/24-es befogó a kúpfelületen fekszik fel a főorsó kúpjába. Ezt kiegészítve a kettős felületű kúpoknál a befogók főorsó oldali peremén is ki van alakítva egy felfekvő felület. Marás során a szerszám+befogó egységet érő erők a következők: a forgácsolásból származó radiális és a munkadarab felé húzó axiális erő, illetve a befogót a főorsó kúpba húzó, szintén axiális erő. A második felfekvő felületnek köszönhetően a befogó axiális irányban érintkező felülete nagyobb, így sokkal nagyobb behúzó erőket lehet alkalmazni, ezzel ellensúlyozva a forgácsolásból származó axiális erőt. A radiális erőkkel szembeni merevséget a nagyobb támköz biztosítja. Míg egy sztenderd 7/24-es kúp legszélső támasztó pontja a kúp legnagyobb átmérőjén, vagyis a kúp alján van, addig a kettős felületű kúpoknál a befogó peremének szélén. Vagyis azonos radiális erőből fakadó torziós terheléssel szemben a kettős felületű kúpok a perem szélességével nagyobb támközön fekszenek fel, így növelve a radiális merevségüket. Általánosságban elmondható, hogy kettős felfekvő felületű kúppal a szerszámbefogás merevsége négyszeres lesz.
2. ábra: Különbség a kettős felületű kúpok és a sztenderd kúpok között
A kettős felfekvő felületű kúpok közül a legismertebbek a BigPlus, illetve a HSK kúpok. A BigPlus kúpok voltak az elsők, a kúpokat két cég szinte azonos időben dobta piacra: a Big Daishowa és a Kaiser. A BigPlus kúpok a jól bevált 7/24-es kúpok módosításai. A sztenderd 7/24-es kúpok (SK, BT, CAT) főorsóba illesztésekor a főorsó homlok és a befogó pereme között 2-3 mm-es hézag van, melynek célja, hogy a kúp kopása, illetve a főorsó kúp felköszörülése után legyen még hely, hogy ne a peremen ütközzön fel a befogó, hanem a kúpon. A BigPlus kúpok esetében a kúp és a peremen lévő felfekvő felület nagyon pontosan tűrt, így biztosítva a lehető legpontosabb felfekvést. (Megjegyzés: a kettős felfekvő felületű kúpok kinematikailag túlhatározottak, ezért szükséges a kiemelkedő pontosság a befogók gyártása során, ami “kiemelkedő” árat is jelent.) Lényegében a legtöbb 7/24-es kúpnak van BigPlus kialakítása.
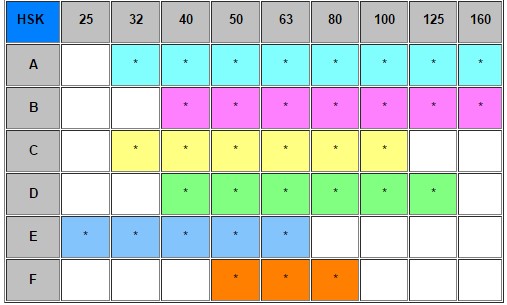
A HSK kúpok német fejlesztés eredményei. Ellentétben a 7/42-es BT, SK és CAT kúpokkal, a HSK kúpok 1/10-esek, ezért gyakran nevezik őket „tömzsi kúpoknak”. A HSK kifejlesztése során a cél az volt, hogy a lehető legtöbb marási alkalmazáshoz tudjanak szabványos befogót biztosítani. A HSK kúpoknak 6 típusa van, 8 különböző méretben.
3. ábra: HSK kúpok típusai

4. ábra: HSK kúpok méretei
A méretük a befogó peremének átmérője mm-ben, a típusukat pedig betűkkel jelzik, A-tól F-ig. Az A-tól D-ig terjedő kialakítások alapvetően alacsonyabb fordulatszám tartományban használhatók (kb. 12.000 fordulat/perc alatt). Az E és F típusokat magas fordulatú alkalmazásokra tervezték (tipikusan 20.000 fordulat/perc felett). Az A és a C kúpokat a közepes nyomatékú, míg a B és a D kúpokat a nagy nyomatékú megmunkálásokhoz fejlesztették. Az A kúpokat manuális cserélésre, a C-kúpokat automatikus cserélésre ajánlják, hasonlóan a B és D kúpoknál. Az A és B kúpok közötti különbség az, hogy azonos peremátmérőnél a B-s kúpok kúpmérete eggyel kisebb. Például a HSK50A és HSK50B kúpok pereme ugyanakkora (50 mm), viszont a HSK50B kúpja akkora, mint a HSK40A-é. A nagyobb perem biztosítja a nagyobb nyomatékú alkalmazásoknak való megfelelést. Ugyanez a méretsorozat a C-D és az E-F sornál is.
1. táblázat: Táblázat az alkalmazásnak megfelelő HSK kúp kiválasztásához, fordulatszám és nyomaték függvényében
| Közepes nyomatékú alkalmazás | Nagy nyomatékú alkalmazás | ||
| A | B | Manuális csere | Alacsonyabb fordulatú alkalmazás |
| C | D | Automatikus csere | |
| E | F | Főleg automata cserélés, gyártó függő | Nagy fordulatú alkalmazás |
2. táblázat: Elérhető HSK kúpok méret és típus függvényében (megjegyzés: gyártó függő)
Hogy milyen alkalmazáshoz, melyik kúpot célszerű használni, azt a befogó főorsó kúpba való rögzítése határozza meg. A BigPlus befogókat a főorsón keresztül vezetett kúpbehúzó rúd tarja a főorsó kúpba feszítve. A rögzítés során a főorsó kúpja deformálódik, főleg radiális irányban.
A HSK befogók rögzítése kicsit bonyolultabb. A HSK befogók kúpjai üregesek. A főorsó kúpba való rögzítés során a behúzó rúd egy szétnyitható feszítő patront tol be a befogó kúpjának a közepébe. A behúzó rúd feszítő mozgása során a patront szétnyitja, majd a befogó belső felületén kialakított letöréses vállon keresztül húzza fel. A kúp radiális felfekvését a patron szétfeszítettsége határozza meg. Minél jobban szétnyílik a patron, annál jobban biztosított a főorsó homlokban való felfekvés.

5. ábra:HSK befogó fél nézet-fél metszete
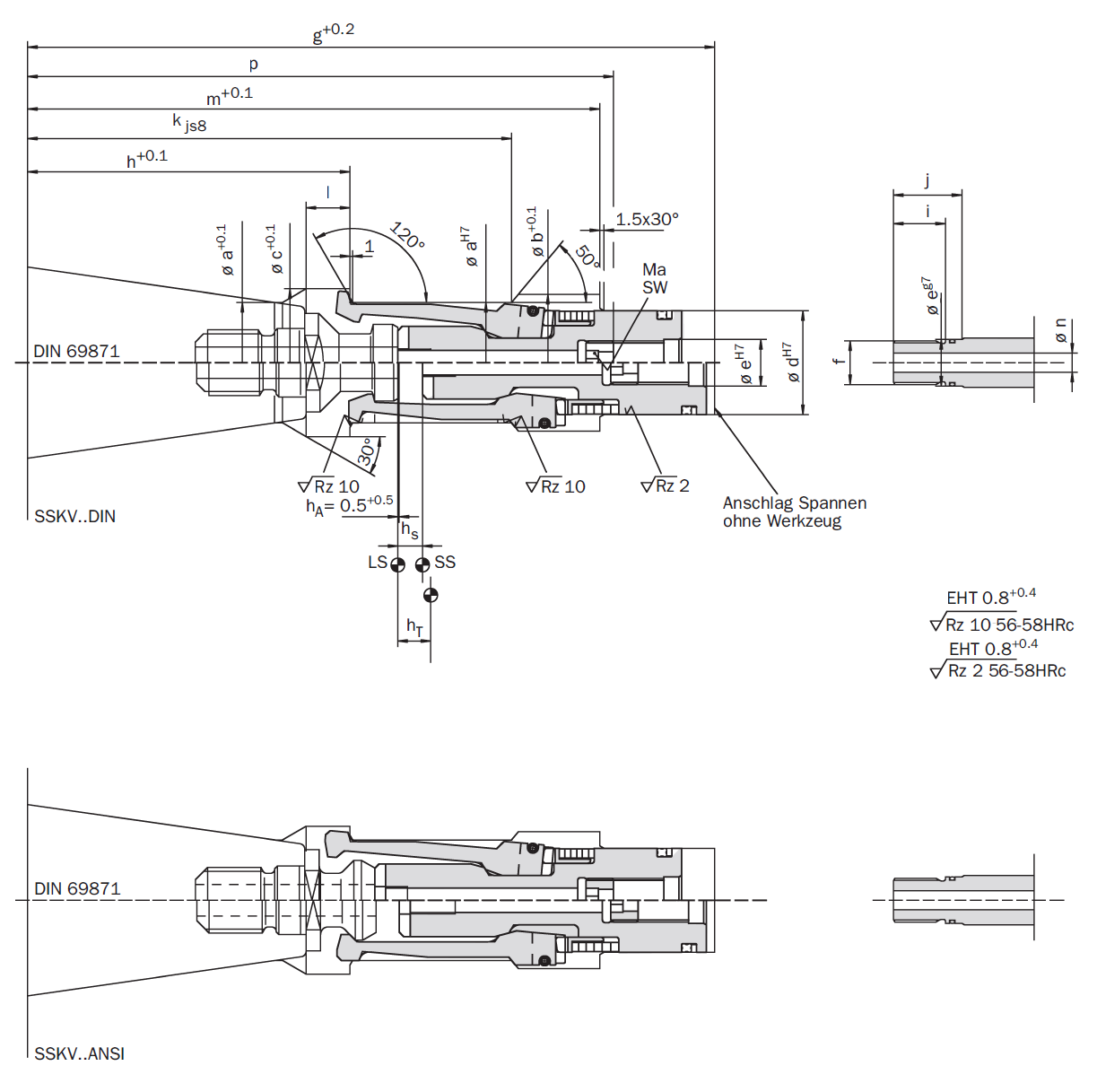
6. ábra: HSK befogó behúzo mechanizmusa
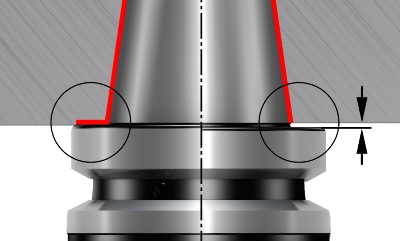
A két befogótípus közötti legnagyobb különbség a feszítés iránya. A BigPlus kúpok külső feszítésűek, míg a HSK befogók kúpjait belülről feszítjük rá a főorsó kúpra. A feszítés módja alapvetően befolyásolja az alkalmazhatóságukat, különösen az alkalmazható fordulatszám tekintetében. A BigPlus kúpok a behúzó bombáknak kialakított menetes furatot, illetve a hűtőfolyadék csatornákat leszámítva tömör acélból készülnek. A BigPlus kúpok magas fordulatszámon történő alkalmazásuk során a főorsó kúp (ami egy kúpos furatú csőnek tekinthető) a centrifugális erő miatt jobban fog tágulni radiális irányban. Ez a jelenség főleg 10-12.000 fordulat/perc fölött jelentős. A deformáció mértéke mikronos nagyságrendű, de ne felejtsük el, hogy arról beszélünk, hogy fogjuk be a marószerszámot, ha 2-3 mikron alá szeretnénk dolgozni! A főorsó kúp kitágulása növeli a befogó teljes radiális ütését.
7. ábra: BigPlus befogó deformációja behúzáskor
Ezzel ellentétben a HSK kúpokat, melyek sokkal filigránabb kialakítású befogók, ha magas fordulaton alkalmazzuk, a befogási merevségük nő. A HSK kúpokat belülről feszítjük föl a főorsó kúpba, így a centrifugális hatás csak növeli a kúpok felfeszítését. Tehát a magas fordulatú alkalmazásoknál, mint a HSC megmunkálások, vagy egyéb profilozásos műveleteknél a HSK kúpok alkalmazása jobb, mint a BigPlus kúpoké.
Az alkalmazható fordulatszám mellett fontos szempont továbbá a forgácsolási teljesítmény. Amikor egy nagyobb méretű marószerszámmal dolgozunk, mint például egy több fogú váltólapkás szerszám, a szerszám+befogó egység súlypontját – BigPlus befogó alkalmazása esetén- a befogó határozza meg inkább. Mivel a BigPlus befogó tömege lényegesen nagyobb, mint a HSK kúpoké, így a szerszám+befogó egység súlypontja közelebb van a főorsóhoz, így érzéketlenebb a szerszám radiális ütésére. Ha a szerszámunk tömege nagyobb, a radiális ütésének mértéke is jelentősebb lesz. Továbbá a nagyobb tömeg nagyobb tehetetlenségi nyomatékot is jelent, ami nagyobb perdületet is. Olyan alkalmazásoknál, ahol a forgácsolási teljesítmény fontosabb, mint a fordulatszám, a BigPlus befogók alkalmazása előnyösebb, mint a karcsúbb kialakítású HSK befogóké.

8. ábra: Különbség azonos “méretű” HSK és BigPlus befogó között (perem átmérő azonos)
Főorsó kialakítás választása során ajánlott figyelembe venni az üzemeltetéssel járó járulékos költségeket is. Ilyen járulékos költség lehet az esetleges ütközés utáni szerviz költsége is. A BigPlus befogók masszívabb kialakításuknak köszönhetően sokkal ellenállóbbak, mint a HSK befogók. Ennek nem csak konstrukciós, de anyagszerkezeti okaik is vannak.
Amikor a HSK kúpok elterjedtek az USA-ban, az amerikai gyártók elkezdték gyártani a DIN 69063 és DIN 69893 szabványok alapján a főorsó homlokokat és a befogókat. Az első években rengeteg minőségi panasz érkezett a gyártókhoz: a marószerszámok rendszeresen eltörtek, a befogók élettartama kritikán aluli volt. Ennek oka a következő: a DIN szabványok a befogók méreteit, kialakításait és méret-, alak- és helyzet tűréseit tartalmazzák. A befogók anyagát és gyártástechnológiáját pedig nem. A sztenderd 7/24-es befogókat szilárdabb acélokból készítik, melyeket edzenek, majd méretre és tűrésre köszörülnek. A HSK kúpok működési elve a deformáció. Az automatikus cserékből származó kisciklusú fel-lefeszítési terheléseket az edzett, merevebb acélok nem bírták. Lágyabb, kevésbé szilárdabb acélminőségekből kezdték gyártani a HSK befogókat az USA-ban, illetve az edzési műveletek többségét lágyítási műveletekre cserélték. Az így készített amerikai HSK kúpok már jól működtek, de ez a baki alapvetően befolyásolta az USA technológusainak hozzáállását az új konstrukcióhoz, mely a mai napig kihat. Nem sok amerikai gyártó szerszámgépe érhető el HSK főorsó végződéssel…
Így irányelv, hogy mostoha, kedvezőtlen forgácsolási körülményekhez a BigPlus befogók választása javasolt. Továbbá, érdemes végiggondolni, hogy a HSK kúpok behúzó mechanizmusa is lényegesen bonyolultabb lehet, mint egy BigPlus befogóé, így az esetleges sérülés utáni javítási műveletek költségei is másképp alakulnak.

9. ábra: Tusírral ellenőrzött befogó. Ezzel nem fognak egyhamar mikronra dolgozni…
Áttekintettük a két legismertebb kettős felfekvő felületű kúpos befogót. Irányelv, hogy ha a megmunkálás tűrésmezői a 2-3 mikronos értékeket súrolják, akkor érdemes ezeket alkalmazni. Természetesen, kettős felületű kúpok nélkül is lehet dolgozni abban a tartományban okosan felszerszámozott géppel, jól beállított technológiával, de gyakran nem árt, ha van a technológiánkban egy kis tartalék. Továbbá, ez nem azt jelenti, hogy ha ilyen befogókat alkalmazunk, akkor minden más nélkül tudunk egy mikronos pontossággal marni. Ha a szerszámgépünk gyárilag nincs összebarátkoztatva a mikronos tartománnyal, használhatunk bármilyen kúpot, a 0,05 mm-re dolgozó gép továbbra is 0,05 mm-re fog dolgozni. Végezetül nem győzöm hangsúlyozni a megfelelő karbantartást. Egyrészt a szerszámgépünk karbantartását, másrészt a befogókat is érdemes adott időközönként ellenőrizni, legalább egy tusír festékes próbával.
Források:
www.practicalmachinist.com/vb/cnc-machining/spindle-taper-blue-results-311684/
www.hskworld.com/articles/hsk_secrets/hsk_secrets.htm
www.mmsonline.com/articles/testing-measures-impact-of-toolholder-interface-rigidity
Dale Mickelson: Guide to Hard Milling and High Speed Machining, Industrial Pres Ink., NY
www.hskworld.com/articles/Characteristics_and_capabilities/characteristics_and_capabilities.htm
www.practicalmachinist.com/vb/cnc-machining/step-up-50-taper-big-plus-hsk-opinions-226311/
cncrouterstore.ca/difference-between-hsk-toolholders-and-standard-toolholders/
www.hskworld.com/articles/hsk_cad/hsk_cad.htm
www.mtdcnc.com/news/machine-accessories/two-bs-or-not-two-bs—the-big-daishowa-advantage?AspxAutoDetectCookieSupport=1
www.fabricatingandmetalworking.com/2015/12/is-big-plus-an-international-standard/
www.sandvik.coromant.com/en-us/products/bigplus
www.big-daishowa.com/big-plus_index.php
www.iscar.com/eCatalog/item.aspx?cat=4561427&fnum=2988&mapp=IT&app=112&GFSTYP=M
www.tacrockford.com/product/berg-steep-taper-grippers-sskv/