A koordináta-mérőgépek programozása időigényes lehet, főleg komplex alkatrészek mérése esetén. Azonban, ha a 3D-s CAD modellt felhasználjuk a programozásban, jelentősen felgyorsítható a folyamat. Ezt megtehetjük mind online – közvetlenül a gépen -, mind offline – egy a géptől elkülönített munkaállomáson – is. Utóbbi esetben pedig a programozás ideje alatt zavartalanul használható akár más feladatokra is a mérőgép.
Az első lépések
Az ipari méréstechnikában először az 1980-as években használtak fel digitális modelleket: alumínium profilokat vizsgáltak CNC mérőprojektorokkal. A mérési programokat offline készítettél el, ugyanazzal a szoftverrel, mint amivel a CAD modellt hozták létre. Az így elkészült mérőprogramokat a mérőgép számára megfelelő parancsokká a poszt-processzor fordította le. Ennek a funkciónak az integrálására vezette be 1996-ban a Werth Messtechnik a 2D CAD Online, illetve a 2D CAD Offline fogalmakat. Először a képfeldolgozó szenzorokat támogatták, majd a taktilis és szkennelő tapintórendszereket, később a 3D CAD adatok váltak jelentőssé. Az online programozásban a 3D-s CAD modell ergonómikus, interaktív programozást tesz lehetővé.

Alkalmazási példa: kombinált mérés képalkotó rendszerrel (a) és taktilis mérőszenzorral (b)
Napjainkban, bonyolult, több mérőeszközt alkalmazó mérési sorozatok állíthatók össze a munkadarabról rendelkezésre álló 3D-s modellből, akár online, akár offline programozással.
A CAD modellből történő programozás egyik nagy előnye, hogy nincs szükség a szenzorok pozícionálására manuálisan. Ez igaz a képfeldolgozásra, az optikai távolságérzékelőkre és a különféle taktilis szenzorokra is.
Képfeldolgozó szenzorok automatikus pozícionálása
A képfeldolgozó rendszereket használó nagypontosságú mérőrendszerekben a beállítás egyszerűsödése egyértelmű előny. Viszonylag nagy nagyításokat használnak a megfelelő felbontás elérése érdekében. Ez azt jelenti, hogy mérendő terület apró, a mélysége pedig kicsi, tehát meglehetősen tehetséges kezelőre lenne szükség a kézi beállításhoz.
Például, egy furat átmérőjének meghatározásához, amely nagyobb, mint a pásztázott terület, a szenzornak számos pozíciót fel kell vennie a megfelelő képalkotáshoz. A körív egyes részleteinek mérése ezeken a mérési pontokon történhet meg. CAD támogatással ez a folyamat automatikusan végbemegy, amikor a megfelelő geometriát a CAD modellen kiválasztjuk. További funkciók állnak rendelkezésre különböző geometriai elemek vizsgálatára, a grafikus leképezésen pedig kiválaszthatók a CAD görbék és vonalláncok a további mérésekhez.
Felületek mérése távolságérzékelőkkel
A távolságérzékelőkkel történő mérések is hasonlóan egyszerűbbé váltak. Például a síklapúság méréséhez, a geometriai elemet teljes méretében és a lehető legpontosabban kell feltérképezni, ehhez pedig gyakran spirális pályán mozog a mérőfej. Előfordulhat, hogy a szkennelt felületeknek csak egy része alkalmas az értékelésre, ugyanis anyaghibák, kitöredezések vagy más szerkezeti eltérések találhatók rajta, és ezeket a területek nem minden esetben vehetők figyelembe.
A felületet gyakran kisebb területekre kell bontani, ezekről egyesével készül felvétel, majd a kiértékelés előtt vonják őket össze. Ez az összevonás pedig sokkal hatékonyabban valósítható meg a CAD modell használatával. A WinWerth szoftver automatikusan megkeresi a felülethibákat és annak megfelelően tervezi a tapintópályákat.
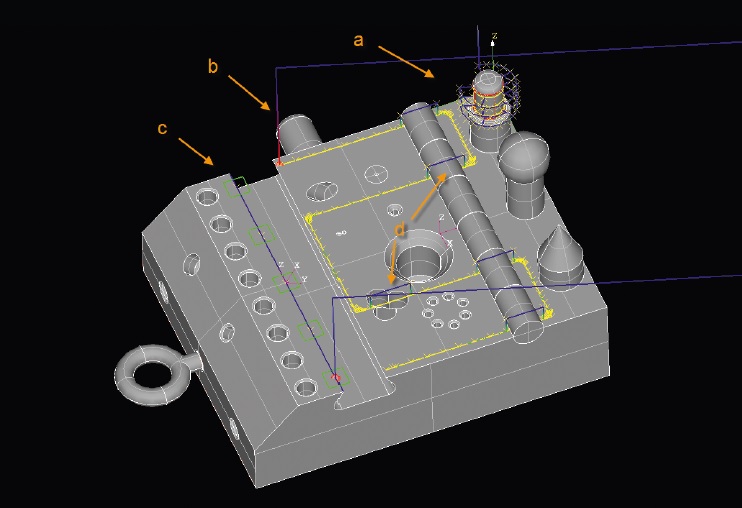
Mérőciklus többféle mérőeszközzel: mérőtapintók (a), lézerszkenner (b), képfeldolgozó rendszer (c) pályái.
A felhasználókat a program támogatja abban is, hogy mélységméréseket végezzenek, vagy vakfuratokat vizsgáljanak. Egyetlen egérkattintással a CAD 3D Online használatával a modellen megadható a tapintó mozgáspályája és a szükséges mérési pontok. Ezzel minimalizálható az ütközésveszély, mivel minden felületi rendellenességet és eltérést értékel a szoftver a pályatervezés során.
3D-s felületek szkennelése taktilis szenzorokkal
A taktilis tapintók esetén kiemelten nagy veszélye van a szenzor és a munkadarab ütközésének. Amikor mérőprogramot készítenek, a programozóknak minden lehetséges eltérést figyelembe véve kell a köztes pontokat meghatározniuk. Egy henger méréséhez például öt mérési pont megadása szükséges, illetve számos további köztes pontot is programozni kell.
Napjainkban egyetlen egérkattintással, a megfelelő geometrián, elrendelhetjük annak mérését. Amikor szkennelő üzemmódban taktilis mérőfejet használunk, a szoftver képes legenerálni a megfelelő mérési pályát az előre definiált stratégiái alapján. Például egy henger mérhető felületi vonalanként, körönként, helikális görbeként, a síkok pedig mérhetők kanyargós pályákon, körök, vagy spirálok mentén történő tapintásokkal.
A CAD Online, illetve a CAD Offline használatával megtakarított idő nem elenyésző: komplex munkadarabok esetén a mérési sorozat megadásával akár órákat is megspórolhatunk.
További előnye az offline programozásnak a termelésfelügyeletben jelentkezik: még azelőtt, hogy az első munkadarab elkészülne, a mérési program elkészíthető hozzá. A munkadarab így a gyártás után azonnal mérhető lesz, és a szükséges módosítások is haladéktalanul elvégezhetők. Ezzel pedig minimálisra csökkenthető a termelési időkiesés a mérő- és termelőgépeken, növelve ezáltal az egész termelési lánc hatékonyságát.
Forrás:WERTH