Az új verziókat a sokak által elismert és kedvelt platformokra alapozva fejlesztették ki, elődeikhez képest jelentősen lecsökkent holtidőkkel és nagyobb teljesítménnyel fokozzák a felhasználók hatékonyságát.
A piacvezető horizontális gép-platform sikereire alapozva a Makino tovább bővíti kínálatát az a51nx és a 61nx horizontális megmunkáló központok legújabb verziójával. A szakmabeliek által elismert merev vázas szerkezet és a tengelyek kialakítása az eredeti modellektől származik, ugyanakkor az új verziók számos technológiai frissítéssel felfegyverkezve, többek között magasabb orsónyomatékkal, innovatív szerszám-ellenőrző rendszerrel, fejlett mozgásvezérléssel és az új Professional 6 vezérlővel érkeznek.
„Ha a kihasználhatóságról, megbízhatóságról és produktivitásról van szó, a gyártók nehezen találhatnának ezeknél kiválóbb horizontális megmunkáló központokat,” mondta David Ward, a Makino horizontális termékcsalád menedzsere. „Az új modellek különleges képességeivel a produktivitás egy egészen új szintje válik elérhetővé, jelentősen csökkent ciklusidőkkel és megnövelt összteljesítménnyel, melyek lehetővé teszik a vállalatok számára, hogy jelentős előnyre tegyenek szert versenytársaikkal szemben, mindezt a lehető legalacsonyabb költségek mellett.”
Az új a51nx és a61nx modellek megnövelt úthosszainak köszönhetően alkatrészek széles választéka, vagy akár egy lépésben több alkatrész is megmunkálható a gépeken. Az a51nx 650 mm-es X-tengellyel és egy megnövelt, 640 mm-es Y- és Z-tengellyel, így összesen 0,23 m3-es munkatérfogattal rendelkezik.
A standard a61nx 730 mm-es X-tengelye, 650 mm-es Y-tengelye és a megnövelt, 800 mm-es Z-tengelye szintén nagy szabadságot ad a felhasználóknak a megmunkálható alkatrészeket illetően. Az opcionálisan elérhető magasított oszlop segítségével az Y-tengely mérete akár 730 mm-ig is növelhető. A megnövelt Z-irányú löket által az alkalmazható szerszámok maximális hossza az a51nx esetében 430 mm-re, az a61nx-nél pedig 510 mm-re emelkedett. A továbbfejlesztett modelleket a Chicago-ban megrendezett IMTS 2016 kiállításon mutatta be a vállalat.
Nagy nyomatékú, nagy teljesítményű orsók
 A Makino orsóitól megszokott kiváló minőség és megbízhatóság az új modellek esetében sem marad el. A standard verzió 14.000-es fordultszámú orsója immár 303 Nm-es nyomatékkal dolgozik. Mindez lehetővé teszi, hogy a maximális fordulatszám eléréséhez 17 %-kal kevesebb idő is elég legyen az új gépek számára. A megnövelt nyomatéknak köszönhetően a korábbi modellekhez képest akár furatonként 20-25 %-os ciklusidő csökkenés is elérhető menetfúrás esetén, emellett a nagy átmérőjű, ferde hatásvonalú csapágyak kiemelkedő merevséget biztosítanak a megmunkálási folyamatok során.
A Makino orsóitól megszokott kiváló minőség és megbízhatóság az új modellek esetében sem marad el. A standard verzió 14.000-es fordultszámú orsója immár 303 Nm-es nyomatékkal dolgozik. Mindez lehetővé teszi, hogy a maximális fordulatszám eléréséhez 17 %-kal kevesebb idő is elég legyen az új gépek számára. A megnövelt nyomatéknak köszönhetően a korábbi modellekhez képest akár furatonként 20-25 %-os ciklusidő csökkenés is elérhető menetfúrás esetén, emellett a nagy átmérőjű, ferde hatásvonalú csapágyak kiemelkedő merevséget biztosítanak a megmunkálási folyamatok során.
Az a61nx-hez opcionálisan elérhető orsók közt találkozhatunk egy 24.000 1/perc-re is képes változattal, mellyel extrém magas anyageltávolítási ráta érhető el alumínium alkarészek esetében. Mindemellett egy új, 20.000-es fordulatszámú, közvetlen levegő-olaj kenéssel rendelkező orsót is választhatunk az új gépekhez, ami fokozott megbízhatóságával és magasabb teljesítményével járul hozzá gyártási műveletek hatékonyságához.
Holtidők csökkentése
Az új verziók számos fejlesztésének elsődleges célja a holtidők csökkentése és a megmunkálásra fordítható idő növelése. A gépek emellett alapfelszereltségben egy szerszámtörést figyelő optikai szenzorral (Vision B.T.S.) is rendelkeznek, így akár felügyelet nélkül is üzemeltethetők, hiszen minden szerszámcserét követően a rendszer automatikusan ellenőrzi a vágóélek minőségét. Az ellenőrző rendszer a szerszámok körvonala mellett a hosszukat és a hozzávetőleges súlyukat is képes mérni, ezen információk alapján pedig könnyedén beállítható az automatikus szerszámcserék gyakorisága. A Vision B.T.S. rendszer kevesebb mozgó alkatrésszel és fizikai kontakt nélkül végzi el a mérési műveleteket, ami garantálja a hosszútávú megbízhatóságot és megakadályozza, hogy a drágább, például PCD szerszámok megsérüljenek.
Az inercia aktív vezérlési technológia (IAC) által nyújtott lehetőségek szintén bővítésre kerültek, ezzel is fokozva az új a51nx és a61nx modellek hatékonyságát. A forgó B-tengely pozicionálásának optimalizálása érdekében az IAC technológia képes fokozni a Z-tengely – amely megmunkálások során a legtöbb mozgást végzi – gyorsulását és lassulását. A technológia kiemelkedő képességei mostantól a szerszámcserék esetén is tapasztalhatók lesznek, hiszen az új verziók esetében a forgó szerszámtár mozgásának vezérlését is az IAC segíti. Minden alkalommal, amikor egy szerszám bekerül a szerszámtárba, az IAC felméri a teljes rendszer súlyát, majd az adatoknak megfelelően beállítja az optimális gyorsulási értékeket, ezzel biztosítva a gyors szerszámcseréket.
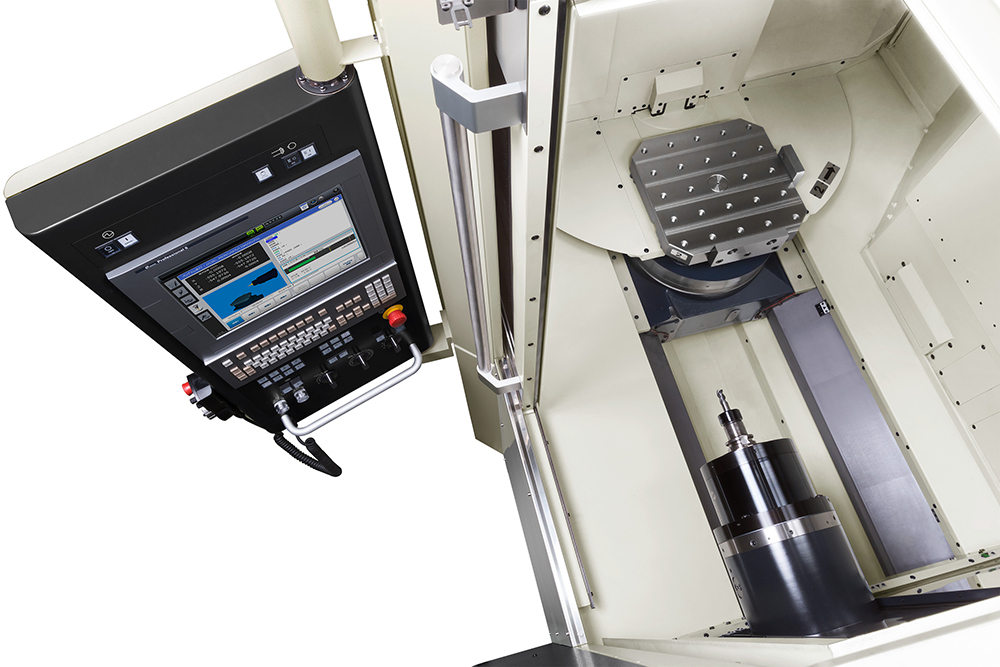
Professional 6 vezérlő
A bizonyítottan stabil FANUC hardver és a Microsoft Windows Embedded Standard 7 OS képességeinek tökéletes keverékeként a Professional 6 (Pro6) vezérlők rendkívüli egyszerűséggel, lépésről lépésre vezetik végig a felhasználót a gépbeállításokon, teszik könnyen elérhetővé számukra a legfontosabb adatokat és garantálják a fokozott biztonságot. A grafikus kezelői felület a ciklusidő-csökkentéssel és a dinamikus vezérlési lehetőségekkel kiegészítve komoly segítséget jelenthet a gyártási költségek egyszerű csökkentésében.
A Pro6 vezérlők két különböző mozgásvezérlő grafikus felülettel rendelkeznek:
A GI Drilling egy egyedülálló G-kódos fúró ciklus, ami lehetővé teszi, hogy az orsó és a fúrószerszám a hagyományos esetben téglalap alakú pálya helyett ívelt szerszámpályán mozogjon két furat elkészítése között. Ez az egyszerű változtatás is már 15 %-kal lecsökkentheti a holtidőket egy átlagos, több furatot tartalmazó folyamat során.
A GI Milling ezzel szemben a 2D-s marási folyamatok hatékonyságát hivatott növelni. A GI Milling segítségével a gépkezelők gyorsabban betáplálhatják a sarok-lekerekítési tűréseket minden marási pálya esetén. Mindez pedig azért fontos, mert így a megadott, akár nagyon szűk tűrések esetén is a rendszer gyorsan végigfuthat a szerszámpályán, ezzel felgyorsítva a tényleges megmunkálást.
A rendszer hatékonyságát jól tükrözi, hogy komplex 2D-s pályák esetében a lefuttatott tesztek akár 35 %-kal is csökkenthetik a folyamat elvégzéséhez szükséges időt. Bár nem minden szerszám esetében használhatók ki ezek a lehetőségek, a professzionális mozgásvezérlést megvalósító GI segítségével egy átlagos alkatrész elkészítésekor az össz-ciklusidő bizonyítottan csökkenthető akár 3-8 %-kal is. Ez az időnyereség pedig egyértelműen lehetőséget ad a gyártási költségek csökkentésére, legyen szó akár nagy, akár kis volumenű gyártásról.
Kívül-Belül megújult
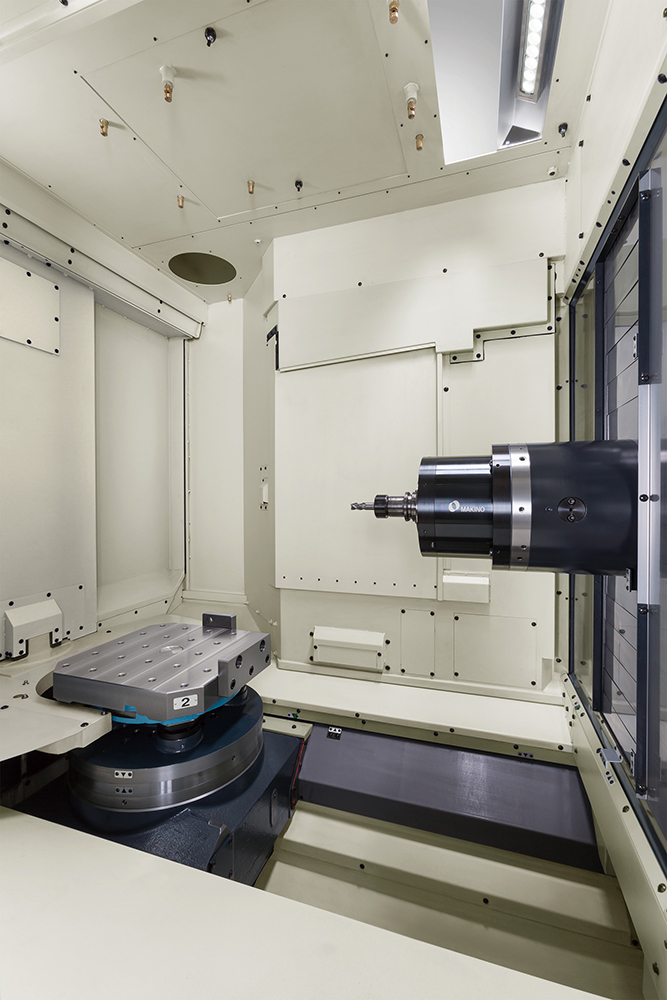
A továbbfejlesztett belső tulajdonságok mellett a gépek külső kialakítása is megváltozott. A vállalat célja a fejlesztések során az volt, hogy továbbra is könnyű elérhetőséget és kezelhetőséget biztosítsanak a gépkezelők számára. Éppen ezért egy L-alakú ajtót szereltek fel, mely nyitott állapotban több fényt enged be a munkatérbe és megakadályozza, hogy a kezelő a mérési és karbantartási műveletek során érintkezzen a kenőfolyadékkal. A palettázórendszer széles ajtaja a betöltés során könnyen hozzáférhetővé teszi a befogó készülékeket és a nagyobb munkadarabokat. Mindez kiemelten fontos lehet robotizált munkadarab cserélő rendszerek esetében.
A forgács- és hűtőfolyadékkezelés is fejlődött az előző szériákhoz képest, a jelenlegi verziókban ugyanis az alapfelszereltség részét képezi egy hidrociklon szűrőrendszer is. Ezzel a megoldással a hűtőfolyadék akár 20 μm-os szemcseméretig szűrhető, biztosítva a folyadék hosszú élettartamát és könnyebb karbantartását.
ForrásMakino