![]()
![]()
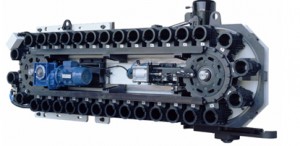
10. ábra Láncos tár
Lánctáras szerkezeti kialakítás
Láncos tárak esetén a szerszám tárolását egy speciális lánc alkotja, mely esetén a láncszemekre van felhelyezve a bepattanó hüvely, ami a szerszámokat rögzíti a befogókon keresztül. A láncot szervo motor hajtja, hasonlóan az ernyős megoldáshoz, a gépi koordinátában tárolt fix szerszámcserélési pozícióba helyezi a kívánt szerszámot. A láncos szerszámtár esetén is szükséges a kettős cserélő kar, ami a két szerszám cserélését végzi. A láncos szerszámtárak számtalan kialakításban előfordulnak, általában függőleges helyzetűek.
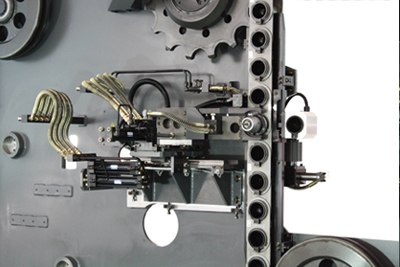
11. ábra: Láncos tár pozíció érzékelője ls hajtása

12. ábra: Tapping center szerszámtára, burkolat nélkül, a szerszámbefogó hüvelyekkel
Fúró-menetmegmunkáló központok forgó-billenő tára
A fúró-menetmegmunkáló központok (vagy tapping center-ek) tárainak szerkezeti kialakítása valahol az ernyős tárak és a dobtárak között helyezkedik el. A tárak a főorsó-tartó oszlopra kerülnek rögzítésre, a főorsó és a Z-tengely előtt. A szerszámtár cserélés során a főorsó előtt a megfelelő pozícióba forgatja a szerszámot, a főorsó a cserélési pozíció fölé mozog, majd a szerszámtár bedönti a cserélési pozícióba a megfelelő szerszámot. A szerszámtár visszabillentéséről rugó gondoskodik, a döntést munkahengerrel oldják meg, a tár forgatását szervó motorral. Érdekes szerkezeti egysége az ilyen kialakítású táraknak a tár billenő burkolata, ami szinkronban mozog a főorsóval cserélés közben.

13. ábra: Billenő-forgótár, visszaterítő rugókkal, billentő mechanizmussal
Összehasonlítás, alkalmazásuk
A szerszámtárak konstrukciós kialakítása során négy fő szempontot szükséges vizsgálnunk: tár kapacitása, a tár helyigénye, a szerszámváltás ideje és a tár megbízhatósága.
A dobtárak a leginkább elterjedtebb szerszámtárak vízszintes tengelyű, mozgó asztalos, C-vázas CNC megmunkáló központoknál. Relatív gyorsan végzi a szerszámváltást (2-3 másodperc általában), a tár helyigénye a beépítésétől függ (vízszintes vagy függőleges elhelyezkedésű), általában 20, vagy 24 szerszámot képes tárolni (esetenként 30-at is 30-as vagy 40-es kúpú főorsók esetén).

14. ábra: Ernyős tár burkolattal és anélkül
Az ernyős tárak szerszámcserélési ideje szinte a leghosszabb (kb. 5-7 másodperc), oka, hogy a két szerszám kezelése nem párhuzamosan történik. A tároló kapacitásuk általában max. 20-24 szerszám. Helyigénye körülbelül megegyezik a függőleges beépítésű dobtárakéval. Egyetlen területen veri bármelyik szerkezeti kialakítású társát: a megbízhatóságban. Mivel kevés mozgó szerkezeti egységet tartalmaz, így kisebb a meghibásodási hibalehetőség, illetve így kisebb az elszennyeződésre való hajlamossága. Ernyős tárakat két helyen szoktak alkalmazni: ahol nagy a kosz, illetve ahol nem szükséges a gyors csere, inkább az üzembiztonság. Grafit, illetve réz megmunkáló központoknál alkalmazzák, ahol egyrészt magas a szennyeződés foka. Továbbá portálos kialakítású, kétoszlopos, függőleges CNC megmunkáló központoknál. Ezeket a szerszámgépeket merevségük miatt szerszámmarásra alkalmazzák. Bár a szerszámgyártásnál sok szerszámot alkalmazhatnak, viszont a műveleti idők mellett a cserélés ideje eltörpül.
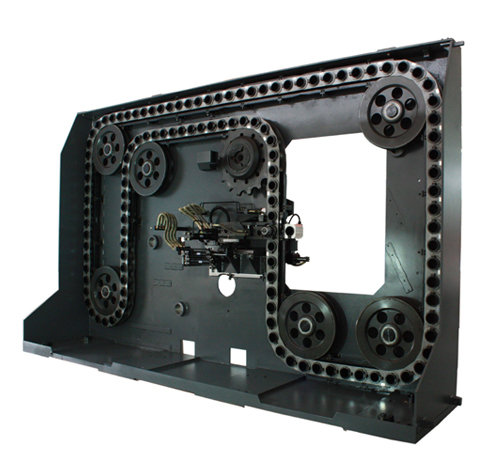
15. ábra: Láncos tár, rengeteg férőhellyel
Láncos tárak cserélési ideje körülbelül megegyezik a dobtárasokéval (kicsit több a lánc pozícióba hordása miatt). A láncos tárak szerkezeti kialakításuk miatt a tároló kapacitás, illetve a helyigény tekintetében a legjobbak. Akár 60, 80, 120 szerszámot is képesek kezelni. Bár ezek a tárak nagyméretűek, gyakran különálló egységként kerülnek a gép mellé kiépítve, de ha leosztjuk a tár kapacitását a helyigényével, fajlagosan a legjobb hely a helykihasználtságuk. A láncok kialakítása miatt rengeteg mozgószerkezeti elem található bennük, így áruk a legmagasabb a tárak között. Helyigényük, nagy kapacitásuk miatt leginkább horizontális CNC megmunkáló központokhoz alkalmazzák.

16. ábra: A láncos táraké fajlagosan a lgejobb helykihasználtság
A tapping center-ek tárai a legrövidebb szerszámcserét biztosítják, akár 2 másodperc alatt. Tároló kapacitásuk a kialakításuk miatt korlátozottabb, mint társaiké, kb. 10-15 szerszám. A 90’-es évek végén, 2000-es évek elején, amikor nagyobb számban kezdték el ezeket a konstrukciókat fejleszteni, gyártani a szerszámgép-gyártók, a tapping center-ek gyengepontját a tárak jelentették. Eleinte előfordultak gyerekbetegségként megjelenő törések a táron belül, a nagy fordulatok, hirtelen rángások miatt. A mai napokra meglátásom szerint ezeket a kisebb-nagyobb hibákat kijavították.

17. ábra:Tapping center tára, alulról nézve, a szerszámrögzítő hüvellyel
Végül, de nem utolsó sorban megemlíteném a robotizált, nagy tároló kapacitású szerszám „tárakat”, amik inkább már a polc rendszerű, több száz szerszám kezelésére alkalmas célgép jellegű kiszolgáló gépek. Jelenleg Magyarországon ilyen jellegű tár-rendszerekkel a nagy globális cégeknél, kimagasló darabszámú termelést folytató vállalatoknál figyelhető meg, ahol leginkább egyszerre több, akár 3-4 CNC gépet szolgálnak ki. szerkezeti kialakításukat tekintve bármelyik előbb tárgyalt 4 fő típushoz illeszthetőek.

18. ábra: Robotizált, polcos szerszámtároló egység
Mint látható, a szerszámok tárolása és kezelése során is számos szerkezeti kialakítással találkozhatunk. Természetesen, ezek csak az alapvető konstrukciós megoldások, ezen felül számos más tárral is találkozhatunk, vagy akár a fent taglalt négy tár bizonyos mértékű ötvözésével.
Források:
tormach.com/upgrades_tts_atc.html
nct.hu/machine2.php?szam=M0007&lang=eng
cens.com/cens/html/en/product/product_main_102981.html
directindustry.com/prod/cds-cam-driven-systems/product-26477-163440.html
diytrade.com/china/pd/5768345/CNC_Routers_with_Auto_Tool_Changer_Spindle.html
practicalmachinist.com/vb/haas/broken-tool-changer-how-did-happen-147004/
arpimachinesales.com/index.php?route=product/product&product_id=1898
cnczone.com/forums/haas-mills/266638-tool-changer-throws-tools.html
mmsonline.com/articles/milltap-700-high-speed-vertical-machining-center-from-dmgmori-seiki
linkedin.com/pulse/zc-430-new-automatic-high-precission-drilling-tapping-mina-chan
youtube.com/watch?v=N5MID_T2xxg
cnczone.com/forums/vertical-mill-lathe-project-log/213078-brother-tc225-retrofit-2.html
machineryvalues.com/xdetails.cfm/QN/153676
promarchive.com/catalog/976/993
wigglesworth.com/display.cfm?p=1180&pp=883