Számos cikket olvashattunk különböző anyagok megmunkálásának nehézségeiről, például INOX acélok, egzotikus anyagok, mint a titán megmunkálásáról, stb. Kevés cikk született a második leggyakrabban forgácsolt fém, az Alumínium megmunkálhatóságáról, illetve a mai 21. század egyik nélkülözhetetlen anyagáról, a műanyagok forgácsolásáról. Jelen cikkemben e két szerkezeti anyag, az alu és a műanyagok forgácsolásáról szeretnék pár alapvető gondolatot megosztani.
Alumínium forgácsolása
Az alumínium a gépészetben az egyik legkedveltebb szerkezeti anyag. Egyik legkedvezőbb tulajdonsága a fajlagos szakító szilárdsága: vagyis a szakítószilárdsága a sűrűségéhez képest. Ez magyarul azt jelenti, hogy egy átlagos szerkezeti acéllal összehasonlítva, alumínium használatával azonos teherbírású elemeket alkalmazhatunk, kevesebb súly beépítése mellett. Emellett ez az anyag számos más tulajdonsága miatt is elterjedt: jó hő- és elektromos áram vezető, jól önthető-, alakítható, és ami számunkra fontos: jól forgácsolható.
Az alumínium alkatrészek forgácsolásának egy trükkje van technológiai paraméterek szempontjából: minél magasabb vágósebesség. Ha megnézzük egy-két gyártó katalógusát, és az ott közölt technológiai adatokat alu forgácsolásával kapcsolatban, a technológiai ablak teteje akár 2 000-es vágósebesség is lehet. Technológia beállítása során törekedjünk a technológiai plafon elérésére a vágósebesség tekintetében.

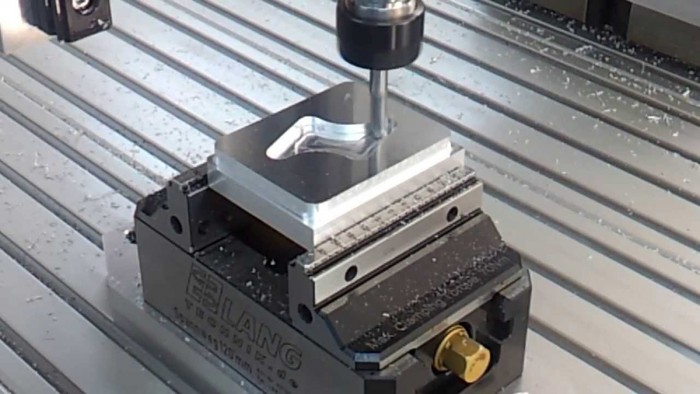
1. ábra: Alumínium marása
Szerszámozás terén részesítsük előnyben a bevonat nélküli keményfém szerszámokat. Bevonatos keményfém szerszámokat 8-10 %-os Si tartalom felett javallott csak alkalmazni, ahol szépen törik a forgács. A karbid szerszámunk legyen minél élesebb, készre-préselt szerszámok helyett csak köszörült, éles serszámokat használjunk. A vágósebesség növelésével természetesen nő a hajlam a szerszámunkra való „forgács-feltapadásra”, ennek oka az alumínium mechanikai tulajdonságai miatt van. Az alumínium szakítószilárdsága a hőmérséklet növekedésével csökken, folyamatosan lágyul (nulla fok alatt a legmagasabb a szakítószilárdsága, majdnem azonos ütőmunkával). A hőmérséklet és a lágyulás hatására a lágyult, nem törő-folyamatos forgács felgombócosodhat a szerszámunkra. Ezt polírozott szerszám használatával kerülhetjük el, illetve megfelelő forgácselvezetéssel. Alumínium forgácsolása szigorúan nagyon pozitív élgeometriával, sok hűtőfolyadékkal, egyrészt a forgácsolás során keletkező hő elvezetése miatt, másrészt a megfelelő kenés miatt.
Marás során az elsődleges probléma, amivel szembesülhetünk az a forgácselvezetés problémája. Amikor alumíniummaráshoz szerszámozunk, mindig figyeljünk, hogy elegendő hely legyen a forgács elvezetéséhez. Irányelvként elmondható, hogy 3 élű szármarókkal érdemes kezdeni a technológia beállításának az iterációját, de ez erősen átmérő függő. 8 mm-es maróátmérők alatt lehetünk gondban, egyrészt a forgács elvezetés miatt, másrészt a vágósebesség miatt. Gyakori probléma, hogy a szerszámgépünkkel nem tudjuk megadni az alus szerszámunknak a technológiailag szükséges vágósebesség alsó értékét sem. Ilyenkor szoktak áttérni a HSS szerszámokra, mivel általában a HSS szerszámok technológiai ablakai fajlagosan alacsonyabban vannak a vágósebesség tekintetében. HSS szerszámokból is szigorúan élre köszörült, pozitív élgeometriájút válaszunk.
2. ábra: Alumínium marása
A HSS szerszámoknak a tömör keményfém szerszámokkal szemben még egy hallatlan előnye van, sokkal igénytelenebb körülmények között is megbízhatóan üzemelnek. A keményfém szerszámok alkalmazhatóságának egyik kritikus korlátja a forgácsolási folyamat stabilitása. Például, ha az alu előgyártmányunk zárványos, lunkeres, az jelentősen csökkenti a keményfém szerszámok élenkénti élettartamát. A HSS szerszámok sokkal szívósabbak, jobban bírják a dinamikus igénybevételeket, alapanyagunk anyagszerkezeti inhomogenitásait. Ha a forgácsolási folyamatunk úgymond „patika tisztaságú” érdemes utána számolni a forrasztott PKD (polikristályos-gyémánt) betétes keményfém szárú szerszámok megtérülésén. Irányelv PKD betétes szerszámnál: drága. Egy betét ára akár 8- 12 000 Ft-ot is elérheti. Csak kimagaslóan nagy darabszámú, full-szériás tömegtermelésnél éri meg, ahol a PKD kimagasló élettartama megtérül, illetve ott, ahol az alapanyag minőségek a végletekig beszabályozottak. Számoljunk betétenkénti 10 000 Ft-al, 3 élű szerszám esetén. Ha marás során a szerszámunk bekap egy zárványt, nagy a valószínűsége annak, hogy a PKD betétek ott helyben megadják magukat.
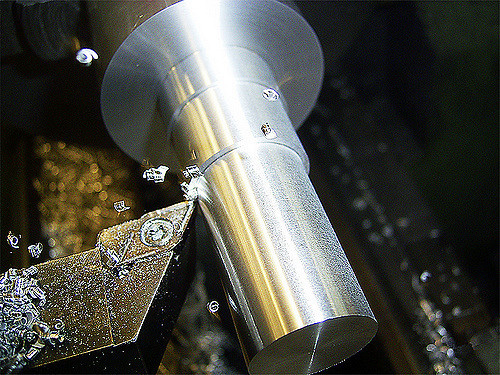
3. ábra: Alumínium esztergálása
Műanyagok forgácsolása
Alapvető fogalmak ismertetése: műanyag vagy polimer? A gépészeti iparban gyakran hallom ezt a két fogalmat szinonimaként alkalmazni, egyiket, a másik helyet. Ez így műszaki szempontból nem teljesen korrekt. Egyszerűen polimernek nevezzük a tiszta PET-et, vagy PVC-t. Viszont a kereskedelmi forgalomban ezeket ritkán lehet beszerezni, csak granulátum formájában. Ha extrúdált profilt szeretnénk venni, vagy tábla-anyagot, akkor műanyagot tudunk venni. A műanyag az a polimer és a hozzá adott adalékanyagok. Vagyis amikor PVC csövet, vagy táblát vennénk, akkor műanyag csövet/ táblát veszünk (és nem polimert), mivel a PVC mellett az alapanyagunk tartalmaz adalékanyagokat, színezékeket, gócképzőket, égésgátlókat, reciklált alapanyag esetén kis százalékban más polimer összetevőket.

4. ábra: PMMA (plexi) formamarása
A műanyagok forgácsolásáról értelmes, konkrét adatokat tartalmazó szakmai forrást találni nehéz. Ennek két oka van. Egyrészt körülbelül két-három hetente jelennek meg új műszaki műanyagok a szabványjegyzékekben, szabadalmi és oltalmi listákon. Másrészt azonos nevű műanyag és műanyag között is jelentős különbség van, mind a gyártók között (más adalékozás, más technológiai paraméter), mind gyártók termékei között: soha nem veszünk két ugyanolyan műanyag alapanyagot. Ez a műanyagok összetett, több lépcsős, sok tényezőtől függő, beállítás-érzékeny gyártástechnológiájára vezethető vissza.
A forgácsoló szerszámokat forgalmazó cégek többsége egy egységes, maximum két-három altípussal elnevezett csoportba sorolja ezeket, megfelelően széles technológiai ablakot javasolva a forgácsolási paraméterek beállításához.
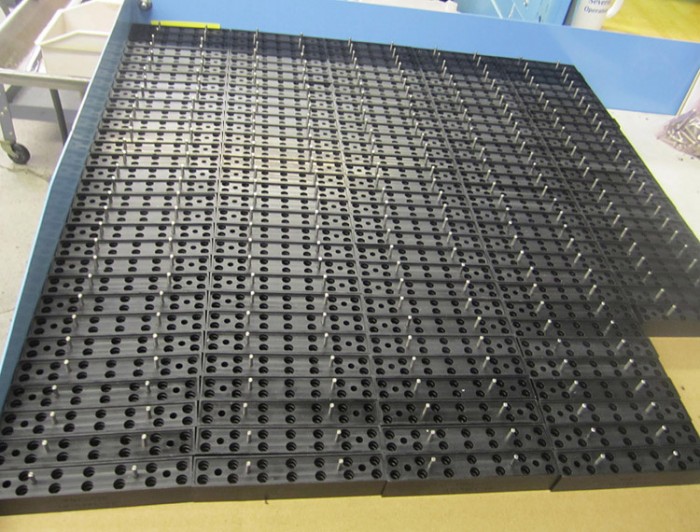
5. ábra: Forgácsolt ABS alkatrészek
A műanyagok mechanikai viselkedése eltérő, mint a fémeké. A műanyagok szobahőmérsékleten kis szakító szilárdságúak, könnyen deformálhatóak, hőmérséklet emelkedésével ez a hatás általában nő. Ám a műanyagok elasztikusabb viselkedése miatt a mechanikai tulajdonságok nemcsak az terhelésektől, de a terhelések sebességétől is jelentősen függ. Ha a terhelés-ráadás sebessége nagyobb, akkor a műanyagok relatív „keményebben, merevebben” viselkednek. Ezért a műanyagok forgácsolásához ökölszabályként elmondható egy általános irányelv: nagy vágósebesség. Bár itt a helyzet kicsit árnyaltabb, mint az alumíniumforgácsolásnál. A műanyagok többsége 100-200 0C-nál olvadnak/megömlenek, ami jelentősen korlátozza a vágósebességet. Továbbá a műanyagok többsége a súrlódás hatására gyorsabban melegednek, illetve rosszul vezetik a hőt.
A technológiai paraméterek beállításánál a szerszámgyártó által javasolt technológiai ablak felső értékét igyekezzünk meg belőni, majd szépen lassan tapasztaljuk ki a megfelelő értéket, fordulatszám, vagy előtolás csökkentéssel. Ha az előtolást csökkentjük, növeljük a szerszámra való feltapadás esélyét, ha a fordulatot, a forgácselvezetést rontjuk. Bizonyos műanyagoknál, például ABS-nél a helyzet kicsit más, itt praktikusabb a technológiai határérték alját megközelíteni.
Szerszámozás esetén szigorúan köszörült, éles keményfém szerszám, erőteljesen pozitív geometriával. Bevonatos szerszám alkalmazása szinte teljesen fölösleges (bár ez anyag-specifikus). Igyekezzünk marásnál, fúrásnál az alacsonyabb élszög-emelkedésű szerszámokat alkalmazni.
Kevésbé merevebb anyagoknál (pl. PVS, ABS) 2 élű marószerszámokkal dolgozzunk. Ridegebb, törékenyebb anyagoknál (pl. PMMA, vagyis plexi) az egyélű szármarók alkalmazása az irányelv.

6. ábra: PTFE (teflon) esztergálása
A műanyagok forgácsolásánál a másik nehezítő tényező, ami számos más anyag technológiájánál a megoldást jelenti, a hűtőfolyadékok alkalmazhatóságának erős korlátja. Először is, sok olyan relatív forgácsolható műanyag van, aminek jó a nedvszívó képessége. A műanyag alapanyag vásárlása során ellenőrizni kell a gyártó adatlapján a nedvszívó képességet. Azon műanyagoknál, melyek nem szívják magukba a páratartalmat a következőek javasoltak: hőre keményedő és merevebb műanyagoknál vízhűtés alkalmazása (szigorúan csak víz, az emulziós hűtőfolyadék sok műanyag felületén színezési elváltozást okozhat, vagy nehezen letörölhető olajos szennyeződést), műanyagok esztergálásánál a levegőfújatásos rendszer alkalmazható.
Összefoglalás
Mint látható, alapvetően az alumínium és a műanyag forgácsolás sok tekintetben hasonló: a jó éles szerszám kiválasztása a technologizálás kezdete. Közös vonás továbbá a vágósebesség technológiai felső határának a próbálgatása, bár más a vágósebesség konkrét értéke a két anyagnál. Hűtésük között lényeges különbség van, melynek anyagszerkezeti okai vannak. Alumíniumot forgácsolni a szerszámgyártó ajánlásai alapján remekül lehet, míg a műanyag forgácsolásnál véleményem szerint az egyetlen járható út a kitapasztalás. Nincs két ugyanolyan PMMA tábla, míg ezzel ellentétben az alumíniumok vegyi összetétele és minősége sokkal jobban le van szabályozva.
Források:
http://www.dormerpramet.com/hu-hu/products/turning/hss-inserts
http://cdn.intechopen.com/pdfs-wm/13408.pdf
http://americanmachinist.com/cutting-tools/latest-machining-aluminum
http://www.mmsonline.com/articles/maximum-aluminum
http://www.mddionline.com/article/plastics-machining-understanding-basics
http://www.pepctplastics.com/resources/plastic-part-design-guide/basics-of-plastic-selection-for-machining/
http://www.mmsonline.com/articles/effective-plastic-machining-requires-effective-chip-control
http://www.bpf.co.uk/Plastipedia/Processes/Machining_of_Plastics.aspx
http://www.pinnaclecrc.com/pr_pictures/Sandvik_old/Past%20Material/2011_ParisAirshow_Packs/SAN434%20-%20Aluminium%20machining/Images/
https://www.youtube.com/watch?v=fbWzqALUFjg
https://www.youtube.com/watch?v=G-H8MW7M-3U
http://www.scoop.it/t/drafting/p/4018926359/2014/04/03/dwx-50-dental-mill-wax-zirconia-pmma-milling-professional-5-axis-dental-mill
http://www.severna.com/cnc-milling-abs-header-block.html