1. rész | 2. rész
A legtöbb gépészeti szerkezetben találhatók olyan mozgó alkatrészek, melyek forgó mozgást végeznek. A szerszámgépek esetén sincs ez másképp. A forgó egységek tervezése és üzemelése esetén két fontos szempontot szükséges figyelembe venni: a sajátfrekvenciát és a kiegyensúlyozottságot. Jelen cikkem a szerszámgépekben- különösen figyelmet fordítva a köszörűgépekben – megtalálható forgó szerkezeti elemek kiegyensúlyozottságával foglalkozik.
![]()
Miért kell kb. egy hetet várnunk a szerszámgépünkbe rendelt gördülő elemes csapágyra? A szerszámgépekben nem elég egy forgó alkatrészt vizsgálni, a teljes forgó szerkezeti egységet figyelembe kell vennünk. Esztergáknál például a főorsó tengely + tokmány + munkadarab egységet. Így a szerszámgépgyártóknak az orsóikat nagyságrendekkel pontosabban kell legyártaniuk, mint a gép pontossága, hiszen nem tudják a gyártók előre, milyen méretű és mekkora tömegű munkadarabokat helyeznek fel a gépekre.

Köszörűorsó
Az orsók futáspontosságának növelésére szigorúbb tűrésekkel legyártott gördülő elemes csapágyakat alkalmaznak. Ha kivesszük a csapágyat a szerszámgépünkből, tolómérővel végzett méréssel sikerül úgy kisilabizálni, hogy pl. egy 6305-ös egysoros, mélyhornyú golyóscsapágy van a gépünkben. Eddig oké. De milyen pontossági osztályú? Milyen a futófelületekre előírt megengedhető felületi érdesség? Akárcsak a golyósorsóknál, gördülő elemes csapágyaknál is különböző pontossági osztályokat különböztetnek meg. Ezeket a csapágyakat kisebb darabszámban gyártják, mivel alkalmazás specifikusak.
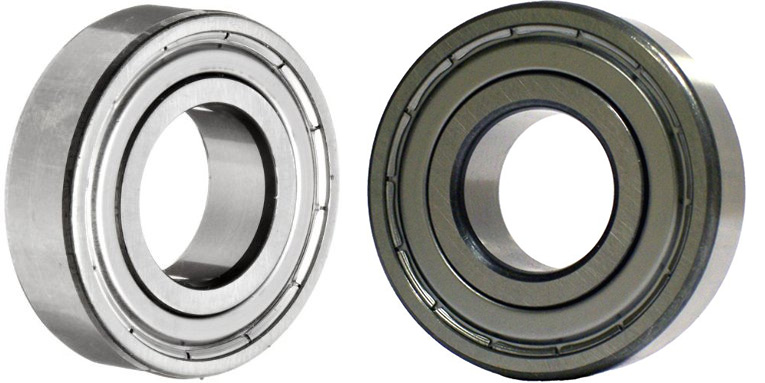
Az egyik csapágy egy belépő/felső kategóriás CNC gép C1-es pontossági osztályú golyósorsólyához építhető be, a másik egy mosógépbe. Melyik-melyik?
Gyakorlati példa: köszörűkorongok
Mint előbb említettem, a köszörűgépek főorsóira egy kategóriával szigorúbb előírások vonatkoznak, mint a többi forgácsoló szerszámgép fő- illetve mellékorsóira. (Megjegyzés: az ISO szabvány a maximálisan megengedhető/ maradó kiegyensúlyozatlanságot szabja meg. Az más kérdés, hogy melyik gyártó, mennyivel gyártja/szabályozza le pontosabban.) A köszörűgépek orsóira vonatkozó szigorúbb előírás érthető: egy köszörűkorongnak általában nagyobb a tömege és a kiterjedtsége, mint mondjuk egy 40-es kúpnak, szármaróval. A forgó rész alatt itt nemcsak a főorsó tengelyt értjük, hanem a főorsó tengely, korongagy és köszörűkorong együttest. Ami gépkezelői oldalról érint minket az a korong kiegyensúlyozása és leszabályozása.

Kiegyensúlyozó pad
Kiegyensúlyozás során a köszörűkorongot az aggyal együtt az úgynevezett kiegyensúlyozó padra helyezzük. Kiegyensúlyozás során megkeressük a korong úgynevezett „magas oldalát”, vagyis azt a szöghelyzetet, ahol a korong súlypontja a legmélyebben van. Majd az agy állítható tömegeinek megfelelő pozícióba hozásával, vagy kiegyensúlyozó tárcsák felszerelésével a korong súlypontja közelebb hozható az agy szimmetria tengelyéhez (vagyis a forgás tengelyéhez). Ez a módszer statikus kiegyensúlyozásra alkalmas csupán.
A köszörűkorongok leszabályozásának elsődleges feladata, hogy a korong elhasznált, fémszemcsékkel szennyezett rétegét eltávolítsuk. Másodlagosan, a korong felhasználásától függően minimális kiegyensúlyozást is elérhetünk vele. A használat előtt nem megfelelően kiegyensúlyozott korong leszabályozását követően a szabályozókő fordulaton belül többet vesz le a kőről. Megjegyezném a fordulaton belüli változó fogás változó erőket is eredményez, kvázi lüktető terhelést, ami nem biztos, hogy hosszútávon jót tesz a rideg anyagból készült leszabályozókőnek (pl. gyémánt).

Síkköszörűgép korongjának leszabályozása
Gépgyártóknál bevett szokás, hogy sík- és palást köszörűgép esetén a gépeket úgy választják meg, hogy a palástköszörű egy mérettel kisebb korongot használjon, így a síkköszörűről többször visszaszabályozott követ átteszik a palástköszörűre. A palástköszörű esetén a tárgyorsó és a köszörűorsó forgásával gyakran könnyebb beállítani az optimális vágósebességet. A korong cseréjénél mindig figyelni kell, hogy az adott géphez tartozó kiegyensúlyozó aggyal végezzük el a kiegyensúlyozást.
A korong kiegyensúlyozását remekül mutatja be a következő videó.
https://www.youtube.com/watch?v=9YKcN2n7_cI
Számos más eset is megtalálható a szerszámgépek világában, amely a kiegyensúlyozottság problémakörével foglalkozik. Szemmel látható példa a megmunkáló központokban alkalmazható kiesztergálófejek esete. A kiesztergálófejek többsége bár statikusan ki van egyensúlyozva, mégis kb. 1500 – 2500 ford./percre korlátozzák le a fordulatot, a késre ható erő függvényében. PMMA /poli(metil-metakrilát)- közismert nevén „plexi”/ síkmarásánál és simításnál az egyik legszebb felületet eredményező módszer, ha egy excentrikusan elhelyezett esztergakéssel „marunk”. Alapvetően itt is a kiegyensúlyozatlan szerszám korlátozza le a fordulatszámot. Vagy gondoljunk a magas fordulatú, 20 000 ford./perc felett forgó motororsókra. A köszörűkorongok esete csak egy volt a több másik száz közül, melyet a szemléltetés kedvéért emeltem ki. A gépészeti szerkezeteink többségében a mozgásokat forgó mozgások állítják elő, így a kiegyensúlyozás szükségessége elkerülhetetlen.
1. rész | 2. rész
Források:
- http://www.skf.com/group/products/bearings-units-housings/roller-bearings/principles/bearing-data-general/bearing-internal-clearance/index.html
- http://www.wmsopko.com/sopko_90_91.htm
- http://www.directindustry.com/prod/talleres-myl/product-9283-25324.html
- https://www.youtube.com/watch?v=pwdQh03F-0U
- http://progtool.net/media.htm?c=8
- ISO 1940-1:2003: Mechanical vibration — Balance quality requirements for rotors in a constant (rigid) state — Part 1: Specification and verification of balance tolerances
- http://www.irdbalancing.com/downloads/techpaper1balqualityreqmts.pdf