A modern iparban az egyik legfontosabb és legdrágább tényező az idő. Talán ezért alakulhatott ki sok szerszámgépgyártóban az a vélemény, hogy a kézi hántolás egy elhanyagolható, lassú, inkább művészi folyamat, ami a szoros határidőkkel és az automatizált tömeggyártással nem egyeztethető össze. Az Okuma-nál azonban a mai napig a gépek pontosságának alapját jelenti a kézi hántolással végzett, aprólékos és gondos munka.
Vajon miért tartotta meg az Okuma ezt a hagyományos, kézi folyamatot? Hiszen minden iparágban egyre nagyobb teret hódítanak az emberi tényezőt teljes mértékben eliminálni kívánó teljes automatizálási megoldások és gyártósorok! A válasz rendkívül egyszerű: hiába minden modern technológia, a kézi hántoláshoz hasonló pontosságot és élettartamot biztosító megoldást még nem sikerült kifejleszteni.
Sajnálatos módon a mai napig nem rendelkezünk olyan technológiával, ami a kézi hántolással elérhető geometriai pontosságot biztosítani tudná. Az illesztett és csavarozott felületek esetében kézi hántolással akár 10 nanométeres geometriai pontosság is elérhető, ami lehetővé teszi, hogy a megmunkálás során elvárt szűk toleranciák teljesíthetők legyenek.
A kézi hántolás az Okuma legendás pontosságának egyik alappillére, valamint az Okuma megmunkáló központok, esztergák és köszörűk páratlanul hosszú élettartamának alapja. Bár a kézi hántolás elavultnak tűnhet a mai, minden szinten automatizált és szinte teljes mértékben gépesített gyártási folyamatokhoz képest, azonban ha megfigyeljük, hogy mennyire aprólékosan kerülnek kialakításra az illeszkedő felületek a gép felépítése során, megérthetjük, hogy miért lehet még mindig ez a leghatékonyabb és legpontosabb technológia.
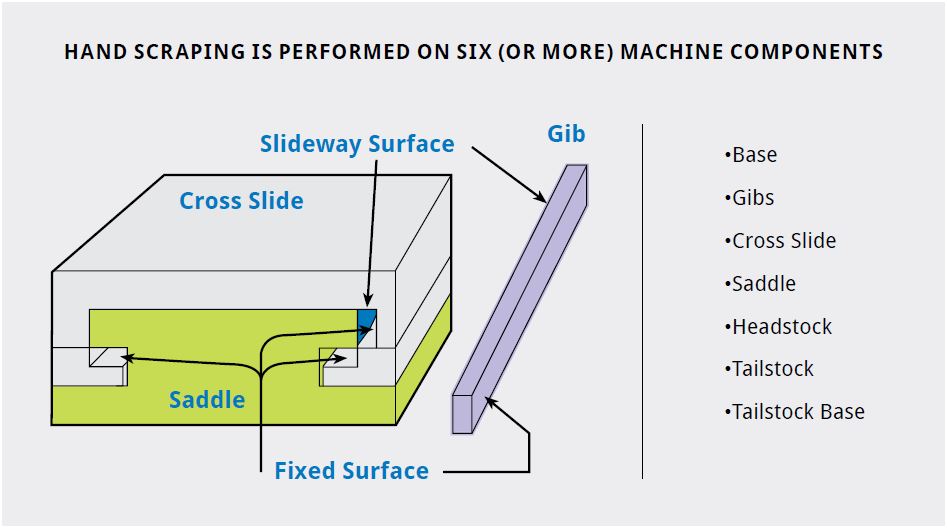
Az Okuma gépeinek minden illeszkedő felülete kézi hántolással kerül kialakításra, ami általában hat, vagy annál több alkatrészt jelent. A folyamatot végző mesteremberek alapos szakképzést kapnak, tapasztalatukra és intuitív ösztöneikre hagyatkozva képesek finomra hangolni minden egyes gép karakterisztikáját. A kézi hántolás a produktív CNC megmunkálás alapját adja.
A folyamat alapvető céljai:
Pontosság
A hántolás lényege, hogy a különböző elemek akár 10 nanométeres pontossággal is illeszthetők legyenek, lehetővé téve a szűk toleranciák folyamatos fenntartását.
Simaság
6 cm2-enként közel 10 illesztési pont kerül kialakításra, így a rázkódás szinte teljes mértékben kiküszöbölhető, a szoros illeszkedés pedig kiegyensúlyozott lesz. A legyártott alkatrészek felületének minősége a lehető legmagasabb lesz.
Olaj zsebek
A gépek egyes felületeire olajat visznek fel, a kézi hántolással kialakított zsebek pedig elősegítik, hogy az olaj a felületen maradjon, így azok elmozdulhatnak egymáson.
Megjelenés
A hántolással készült felületek simasága esztétikai szempontból is kiemelkedő. Miután elérték a szükséges pontosságot, simaságot és az olaj zsebek is kialakításra kerültek, az alkatrészek kicsinosítása következik. Hántolással megfelelő textúrát kölcsönöznek a felületnek, így nem csak a belső, de a külső tulajdonságok is a magas minőséget és szakértelmet tükrözik.
 A kézi hántolással kialakított felületen gondosan elhelyezett, különböző magasságú pontok figyelhetők meg. Azt gondolnánk, hogy a megmunkálás pontossága szempontjából minél simább egy felület, annál sikeresebb lesz a megmunkálás, ez azonban nem feltétlenül igaz. Két teljesen sima felület összetapadna, ezzel a megmunkálás során változó karakterisztikát kölcsönözve a gépnek. Az alacsony toleranciák kizárólag úgy teljesíthetők, ha különböző magasságú pontokat alakítanak ki a felületen, melyek segítenek az olajat a felszínen tartani, és lehetővé teszik a felületek egymáson történő elmozdulását. A különböző magasságú pontok kialakításával emellett több illesztési pont is létrejön, ami az egyensúly kialakulását segíti elő, míg a teljesen sima felületek esetében egyetlen illeszkedési ponttal könnyen kiegyensúlyozatlan állapot jöhet létre.
A kézi hántolással kialakított felületen gondosan elhelyezett, különböző magasságú pontok figyelhetők meg. Azt gondolnánk, hogy a megmunkálás pontossága szempontjából minél simább egy felület, annál sikeresebb lesz a megmunkálás, ez azonban nem feltétlenül igaz. Két teljesen sima felület összetapadna, ezzel a megmunkálás során változó karakterisztikát kölcsönözve a gépnek. Az alacsony toleranciák kizárólag úgy teljesíthetők, ha különböző magasságú pontokat alakítanak ki a felületen, melyek segítenek az olajat a felszínen tartani, és lehetővé teszik a felületek egymáson történő elmozdulását. A különböző magasságú pontok kialakításával emellett több illesztési pont is létrejön, ami az egyensúly kialakulását segíti elő, míg a teljesen sima felületek esetében egyetlen illeszkedési ponttal könnyen kiegyensúlyozatlan állapot jöhet létre.
A mozgó alkatrészeknél nagy előny, hogy a különböző magasságú pontok által a két felület könnyen elmozdulhat, míg a csavarozott felületek esetében a kézi hántolás szorosabb illeszkedést tesz lehetővé, így kisebb az esélye, hogy a megmunkálás során bekövetkező térfogat növekedéskor, csökkenéskor vagy az anyag meghajlásakor elváljon a két felület.
Emberi érintés
 A gépek alapját adó alkatrészek minden szerszámgépgyártónál öntvényekből készülnek, az öntvénykészítés pedig gyakran nem pontosan megismételhető folyamat. Az Okuma szakemberei felismerik ezt a tényt, és a kézi hántolás előnyeit kihasználva próbálják elérni, hogy minden gépük szilárd, megbízható alapokon álljon. Az öntvénykészítés során számos irányíthatatlan változó befolyásolja a folyamat eredményét, mint például az alapanyagban bekövetkező apró változások, a formaleválasztást befolyásoló tényezők, a hőmérséklet és más környezeti változások, melyek egyedi karakterisztikát kölcsönöznek minden alkatrésznek. És bár a fém minden öntvénykészítési folyamatnál ugyanúgy viselkedik, amint leválasztjuk a szorosan illeszkedő formát, az anyag előre meghatározhatatlan irányba és módon fog deformálódni. A kézi hántolás mindezen problémákra jó megoldást ad.
A gépek alapját adó alkatrészek minden szerszámgépgyártónál öntvényekből készülnek, az öntvénykészítés pedig gyakran nem pontosan megismételhető folyamat. Az Okuma szakemberei felismerik ezt a tényt, és a kézi hántolás előnyeit kihasználva próbálják elérni, hogy minden gépük szilárd, megbízható alapokon álljon. Az öntvénykészítés során számos irányíthatatlan változó befolyásolja a folyamat eredményét, mint például az alapanyagban bekövetkező apró változások, a formaleválasztást befolyásoló tényezők, a hőmérséklet és más környezeti változások, melyek egyedi karakterisztikát kölcsönöznek minden alkatrésznek. És bár a fém minden öntvénykészítési folyamatnál ugyanúgy viselkedik, amint leválasztjuk a szorosan illeszkedő formát, az anyag előre meghatározhatatlan irányba és módon fog deformálódni. A kézi hántolás mindezen problémákra jó megoldást ad.
Fontos azonban megjegyezni, hogy a fent említett befolyásoló tényezők miatt minden egyes alkatrészt az egyedi karakterisztikáját figyelembe véve kell kezelni és megmunkálni. Erre kizárólag a tapasztalt és szakképzett mesteremberek képesek, akik látják és érzik, hogy a hántolást hol és hogyan kell elvégezni, hogy tökéletes eredményt kapjanak. Az Okuma-nál a hántolással foglalkozó szakemberek számos különleges szerszámot és egyedi technikát alkalmaznak.

Az első képen egy 1988-ban készült, 1,200 x 1,200 mm méretű, három részből összeállított lap látható, aminek a síklapúsága 2 µm. A második képen 1973-ban készült ,120 mm átmérőjű, 400 mm hosszú rúd látható, aminek körkörössége 0,3 µm, hengeressége 1 µm.
Csökkentett fenntartási költségek
A kézi hántolás egyértelműen növeli a szerszámgépek gyártási költségeit, azonban a gép tulajdonságainak finomhangolásával sokkal kiegyensúlyozottabb folyamatok végezhetők, a gépek hosszabb ideig, magasabb minőségben és nagyobb mennyiségben képesek a gyártásra. Az Okuma nem osztja az „eldobható alkatrészek, eldobható gép” filozófiát. A kézi hántolás alkalmazásával céljuk, hogy az alacsonyabb gyártási költségek mellett gyártott több alkatrész, és a hosszú élettartam együtt alacsonyabb fenntartási költségeket eredményezzen.
Forrás:Okuma