Modern fogazó-technológiák integrálása a CNC szerszámgépekbe
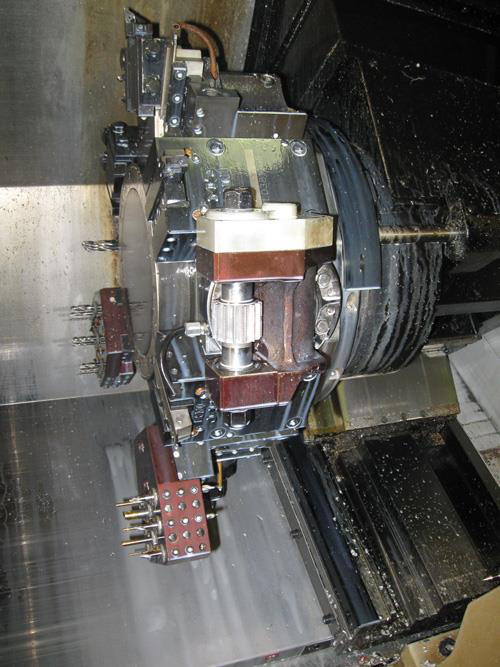
Hajtott szerszámos eszterga revolverfeje, lefejtő-maró szerszámmal
A szerszámgépiparban a fejlesztések számtalan irányát láthatjuk. Egyes irányok javarészt kisebb cégek próbálkozásai, mely próbálkozásoknak talán évekkel később lesz meg az eredménye. Vannak fejlesztési irányok, melyek a tényleges technológiai tartalmat nem növeli lényegesen, inkább csak a szerszámgépek eladhatóságát. Vannak olyan kutatási-fejlesztési irányok, melyeket a mai, jelenkori helyzetben nem tudunk gazdaságosan alkalmazni, de sejthető, hogy 10-20 év múlva trendet fognak képviselni az általános gépgyártásban. Személy szerint néha engem is elgondolkoztat, hogy egy adott mai fejlesztési irányt hova is sorolhatunk. Legtöbbször talán kicsit mindenhová… Egy biztos fejlesztési vonalat viszont kristálytisztán láthatunk: Minél kevesebb szerszámgépet kelljen használni egy alkatrész legyártásához. Így születtek meg például a fúró-maró központok, és maró-esztergáló központok. A fogaskerék vagy egy fogazott tengely gyártása során is szükség van fúrásra, esztergálásra, dörzsárazásra, esetenként marásra. Így a két mai leggyakrabban alkalmazott fogazó-technológia, a hobbing és a skiving is igyekszik integrálódni a CNC szerszámgépeinkbe.
A lefejtő-marási technológia CNC gépeken történő alkalmazása nem sokkal az első indexálható, hajtott szerszámos, C-tengelyes eszterga központ megjelenése után kezdődött. A hobbing technológia CNC alkalmazása először az USA-ban kezdődött. Az amerikai kis- és középvállalkozók, hogy felvegyék a versenyt a kínai gépgyártás olcsóbb alkatrész-áraival, két vonalon indultak el. Először a CAM alapú CNC programozást lecserélték makró-alapú programozássá (kisebb-nagyobb sikerekkel), másrészt minél több műveletet igyekeztek egy felfogásból elvégezni. Ekkor nőtt meg az igény a speciális, hajtott szerszámos esztergákhoz készült szerszámbefogók és az olyan hajtott szerszámok iránt, mint például a lefejtő maró (angolul: hob).
A CNC esztergákkal történő lefejtő-marás során szükséges a vezérlőnek a poligoniális marásokat lekezelnie. A poligon marás során egy előtolást szinkronizáló pályakövetésről beszélünk. Lényege, hogy a C-, X- és Z- tengely mozgatásakor a szerszám előtolása állandó legyen a pálya követése során, illetve a forgó orsók szinkronban mozogjanak. Bár ezen opció nélkül is lehet C-tengelyes esztergán poligont (pl. hatszöget marni), de az előtolás nem lesz állandó, az csak a pályát követi. A mai vezérlő fejlesztők és gyártók nagy részénél ez a vezérlő-opció alapfelszereltség, vagy a vezérlőt megvásárló és beépítő szerszámgépgyártó építteti be alapként a gép vezérlőjébe. Miért van szükség hobbing során a poligon marás opcióra? Két orsóval dolgozunk: a főorsóval és a revolverfej maróorsójával. A két orsónak TÖKÉLETESEN szinkronban kell lennie. Példaként a FANUC 32i vezérlőjének G-kódos parancsa lefejtő-maráshoz a G51.2 P és Q paraméterekkel, ahol P a fogszám direkt megadása, Q előjele adja meg, hogy a fogazó szerszám jobbos vagy balos, értéke pedig a főorsó fordulat és a hajtott szerszám orsójának a fordulata közötti áttétel (ha szükséges). Például: 16 fogú fogaskereket szeretnénk készíteni, a főorsó fordulata megegyezik a revolver orsó fordulatával, a fogazó szerszámunk jobbos. Akkor a kód G51.2 P16 Q1 (ha a szerszámunk a munkadarab „alatt” helyezkedik el). Egyszerűbb fogaskerekekhez (például egyenes fogazású, hengeres fogaskerekekhez elég X- és Z- tengely, bonyolultabb fogaskerekekhez (pl. hipoid fogazáshoz) már Y- tengely is szükséges.

Lefejtő-maró szerszám (hob), BMT típusú revolverfejhez
A skiving technológia CNC gépeken történő alkalmazásához szintén két orsó kell, mind a munkadarabot, mind a szerszámot forgatni kell. Szükség van továbbá egy rotációs tengelyre, amit a két orsó tengelye közötti szöget állítja be, illetve egy-egy lineáris tengely az előtoláshoz és a fogásvételhez. A skiving technológiát jelenleg B- tengelyes, marófejjel ellátott eszterga központoknál, illetve 5 tengelyes megmunkáló központoknál alkalmazzák, belső fogazás előállításához. Az alábbi videón egy Y- és C- tengelyes, hajtott szerszámos CNC eszterga központra felszerelt, manuálisan állítható szögfejes skiving lefejtő látható, belső fogazáshoz. Az alatta lévő videón pedig egy B- tengelyes, horizontális megmunkáló központ látható, aminek a palettájára egy vízszintes mellékorsót helyeztek, külső fogazáshoz.
Összefoglalás
Mint látható, egy régi technológia került ismét az előtérbe. Ennek oka a CNC gépekkel elérhető bonyolultabb és összetettebb pályakövetés, illetve a modern szerszámbevonatok elérhetősége. A skiving szerszámoknál is megtalálhatóak a „konvencionális” forgácsolásnál használt szerszám alapanyagok és bevonatok. Bár a technológia elméleti része 100 éves, mégis az idei EMO-n számos gyártó előszedte ezt a „régi” technológiát, amely valahogy ismét a figyelem középpontjába került. Természetesen vannak kifejezetten fogaskerék-gyártásra specializálódott szerszámgépek, melyek a fogaskerék profilozásának a nagyolásától kezdve, a köszörülési finiselésig mindent egy felfogásból el tudnak végezni, de jelen cikkemben a fogaskerék gyártási technológiák „konvencionális” CNC gépekbe történő integrálására szerettem volna összpontosítani, kiemelve a skiving technológiát.

Skiving fogazó szerszámai (balról-jobbra): HSS szerszám, TiN bevonatos szerszám és AlCroNite bevonatos szerszám
Források:
- GEAR TECHNOLOGY January/February 2014, magazin, Power Skiving of Cylindrical Gears on Different Machine Platforms, Dr. H.J. Stadtfeld
- http://www.kashifuji.co.jp/eng/upload/PDF/3_2_data_20101020.pdf
- http://www.mmsonline.com/articles/a-breakthrough-in-power-skiving
- http://www.mmsonline.com/articles/hobbing-on-a-turning-center
- http://www.equipmatching.com/used_equipment/6/92/199398.php
- http://4mechtech.blogspot.hu/2014/07/milling-machine-operations.html
- http://www.sandvik.coromant.com/en-us/products/coromill_172