Modern fogazó-forgácsolási technológiák, avagy „hobbing” és a „skiving”
Már korábbi cikkeimben párszor utaltam rá, hogy a magyar műszaki nyelv nevezéktana (vagyis „mit-hogyan hívjunk” tudománya) helyenként zavaros. A fogazási technológiák tekintetében is van egy kisebb keveredés. Az angolszász szakirodalomban a „modern” fogaskerék forgácsolásnál két technológia jelenik meg, a „hobbing” és a „skiving” néven. A hobbing nem más, mint a fent tárgyalt lefejtő marás, ami a gyalulás és a marás között áll technológiai és technikai szempontokat tekintve. A skiving nem más, mint egy lefejtési technológia, ahol mind a munkadarab, mind a lefejtő szerszám forog (hasonlóan a hobbinghoz), a vágósebességet itt is a munkadarab és a szerszám egymáshoz képesti relatív elmozdulása adja ki (hasonlóan a hobbinhoz), de itt a forgácsolóél máshol helyezkedik el, és a szerszám mozgása is eltérő. A magyar szakmai nyelvben helyenként találkoztam azzal, hogy a skiving technológiát is lefejtő-marásnak hívják. Hogy megértsük a kavarodás okát, tekintsük át a skiving elméleti hátterét.
Hobbing, fogaskerék lefejtő-marás
A skiving technológia első közelítésként olyan technológiának tekinthető, mely során egy „kvázi” fogaskerék alakú szerszámmal forgácsolunk. A munkadarab és a fogazószerszám egymáshoz képest kitérő szögben helyezkednek el. Egyenes fogú, hengeres fogazású fogaskerék gyártása esetén a szerszám dőlésszöge megegyezik a munkadarab és a szerszám tengelyei által bezárt szöggel. Mind a munkadarab, mind a szerszám forog. A kitérő tengelyek miatt a munkadarab és a szerszám osztóköreinek síkjai nem esnek egybe. Emiatt, amikor a fogazószerszám első foga behatol az anyagba (elkezdi a forgácsolást), ahogy a szerszám tovább forog, a szerszám foga a munkadarabhoz képest axiálisan halad. Ha a munkadarab koordináta rendszerében vizsgáljuk, a szerszám fogai mindig axiális irányban haladnak. Így, forgácsképződést tekintve a skiving technológia lefejtésnek/gyalulásnak minősül. Leegyszerűsítve a skiving szerszáma egy olyan forgószerszám, amely palástján, axiális irányban gyalukéseket helyezünk el. Így forgácsolástechnikai szempontból is gyalulásnak/lefejtésnek minősül. Véleményem szerint, ha szakszerűen neveznénk el a skiving technológiát, akkor forgó szerszámos lefejtésnek neveznénk.
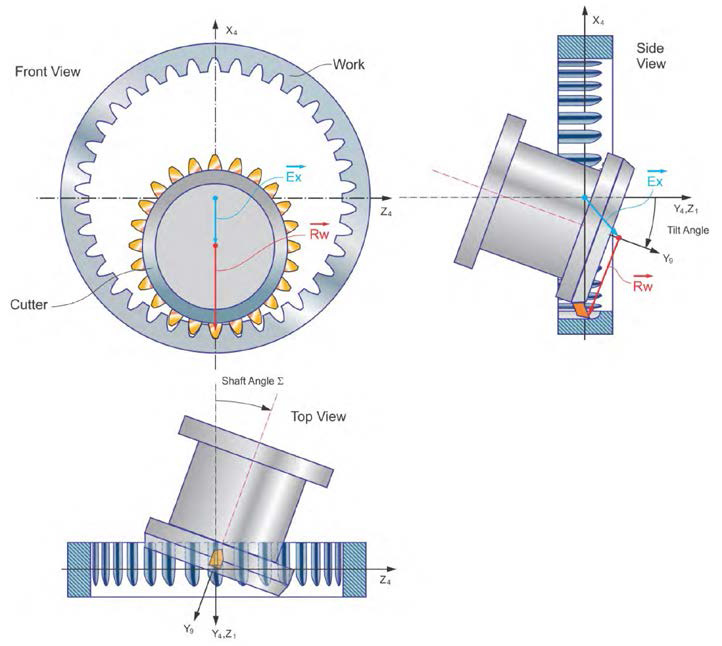
Skiving elvi elrendezése
A hobbing és a skiving (lefejtó-marás és forgó szerszámos lefejtés) közötti különbséget legegyszerűbben a forgácsképződés iránya alapján lehet észrevenni, hobbing esetén a forgács „nagyjából” tangenciálisan terelődik a szerszámon, míg skiving esetén relatíve „axiális” irányban terelődik.

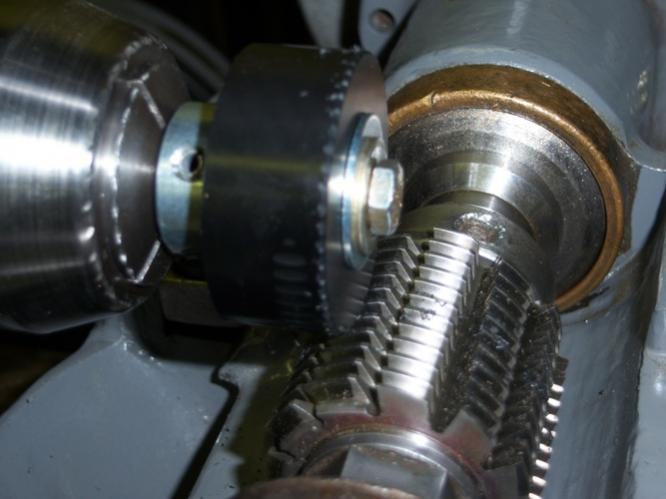
Skiving megmunkálás során a szerszám (cutter) és a munkadarab (work) kinematikai viszonyai
A skiving technológia nem fiatal. 1910-ben nyújtotta be szabadalmát a lengyel származású Wilhelm von Pittler. Eleinte azt hitték, a skiving számos esetben kiválthatja társait a fogaskerék gyártás területén. Kifejezetten belső fogazású fogaskerekek esetén. A technológiához azért fűztek sok reményt, mert látták azt a hallatlan előnyét, hogy egyszerre több fog dolgozik. Míg a lefejtő-marás dolgozó fogainak számát erősen korlátozza a munkadarab átmérője, addig a forgó-szerszámos lefejtés során a dolgozó fogak számát a munkadarab és a szerszám osztóköreinek átmérő-aránya határozza meg. Így fajlagosan nagyobb az élenkénti élettartam, illetve relatív csökken a forgácsolás időigénye. A technológia előnye egyben a hátránya is volt. A sok, egyszerre dolgozó szerszámél okozta forgácsoló erő fajlagosan nagyobb, mint más hasonló fogazó technológiához képest. Továbbá a szerszám egy élére a forgácsolási folyamat folyamatosan egyre nagyobb erő hat, míg az el nem éri a szerszám és a munkadarab osztókörének érintkezési pontját. Így a fordulatszámok függvényében nemcsak dinamikus terhelés éri a szerszámgépet, de a dinamikus terhelés a dolgozó fogak számának függvényében még növekszik is. Így erőteljes terhelés éri a szerszámgépet. A korai szerszámgép vázak kibírták volna ezeket a terheléseket, ám a szerszámok anyagai korlátozottan. Bár a skiving nem tűnt el a technológiai palettáról, mégsem nyert akkora teret, mint azt sokan megjósolták a 20. század elején.
![Fogaskerék gyártó technológiák termelékenységének összehasonlítása: függőleges tengelyen a termelékenység [munkadarab/óra], vízszintes tengelyen a különböző technológiák (balról-jobbra: alakítás, lefejtő-marás, száras skiving HSS szerszámmal, száraz skiving karbidos szerszámmal)](https://www.cnc.hu/wp-content/uploads/2016/01/fogaskerek_6.jpg)
Fogaskerék gyártó technológiák termelékenységének összehasonlítása: függőleges tengelyen a termelékenység [munkadarab/óra], vízszintes tengelyen a különböző technológiák (balról-jobbra: alakítás, lefejtő-marás, száras skiving HSS szerszámmal, száraz skiving karbidos szerszámmal)
Források:
- GEAR TECHNOLOGY January/February 2014, magazin, Power Skiving of Cylindrical Gears on Different Machine Platforms, Dr. H.J. Stadtfeld
- http://www.kashifuji.co.jp/eng/upload/PDF/3_2_data_20101020.pdf
- http://www.mmsonline.com/articles/a-breakthrough-in-power-skiving
- http://www.mmsonline.com/articles/hobbing-on-a-turning-center
- http://www.equipmatching.com/used_equipment/6/92/199398.php
- http://4mechtech.blogspot.hu/2014/07/milling-machine-operations.html
- http://www.sandvik.coromant.com/en-us/products/coromill_172