A téma első részében bemutatásra került két olyan szerszámstratégia, illetve opció, amelyekkel hatékonyabban forgácsolhatóak a nehezen megmunkálható anyagminőségek is. A következőkben bemutatásra kerül a DELMIA egy szintén új fejlesztése: az adaptív, vagyis alkalmazkodó megmunkálás.
Adaptív koncentrikus megmunkálás
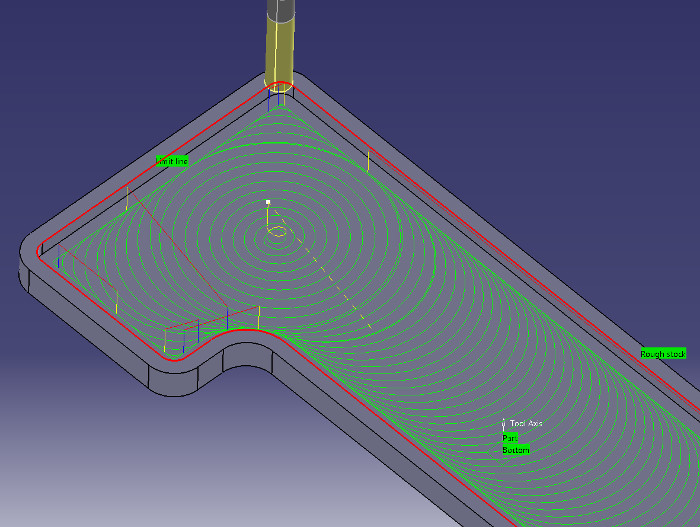
Az adaptív koncentrikus fogásvételi stratégia
Az eddig bemutatott lehetőségek mellet egy – főként a nagyoló eljárások számára – fejlesztett megmunkálási forma, az “Adaptive Concentric technology”, vagyis az Adaptív Koncentrikus technológia is szerepet kap a fejlesztések között. A megmunkálási forma fő jellemzője, hogy a szerszámátmérő, a radiális fogásvétel és a megmunkált terület arányában a legnagyobb lehetséges ívekből építi fel a szerszámpályát a szoftver. Az, hogy ívekből épül fel a pálya, több szempontból is pozitív, mivel a kész NC program nem több ezer lineáris mozgásutasítást tartalmaz, hanem a programnyelvnek megfelelően körinterpolációval (G02/G03) adja meg az elmozdulás paramétereit. Ezzel elérhető a programok hosszának csökkentése és átláthatóbbá tétele, valamint a szerszámgép vezérlője számára kisebb a számítási teljesítményigény.
Kis radiális fogásmélység és egyszerű geometria esetén a DELMIA az eddig megszokott spirál pályát alkalmazza. Amennyiben a beállított radiális fogásmélység elég nagy a megmunkált területhez képest, egy a trochoid mozgáshoz nagymértékben hasonló pályagörbét kapunk eredményül. Ebben az esetben látható, hogy a szerszám radiális fogásvétele rendkívül kedvező: belépéskor nulla fogásmélységről folyamatosan növekvő, majd a csúcspont után kilépésig folyamatosan nullára csökkenő lesz.
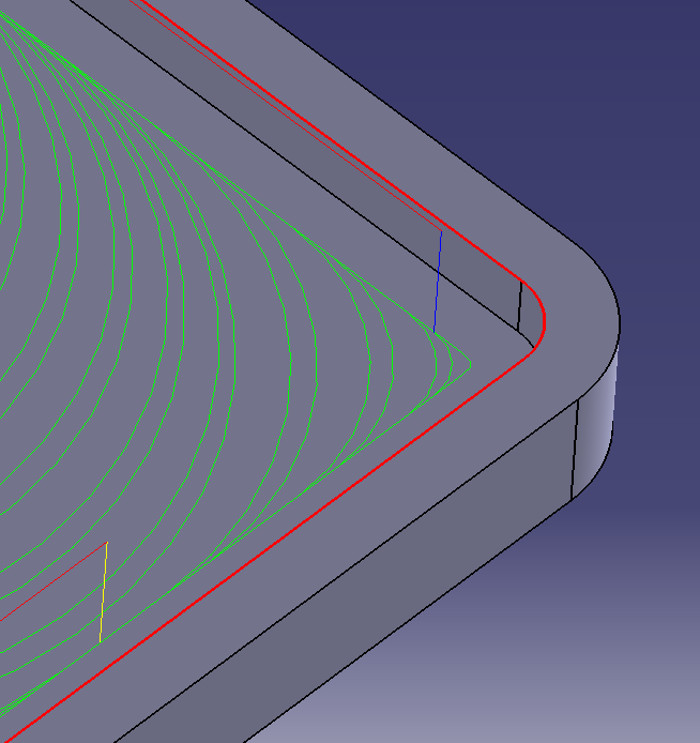
Optimalizált sarokmegmunkálás
Sarkok megmunkálása esetén az adaptív jellemzők méginkább érvényesíthetőek. A szoftver úgy igazítja a pályát, hogy a sarkokhoz közelítve a szerszám minél inkább “belesimuljon” az adott lekerekítésekbe és ívekbe, így dinamikusabban és kisebb maradékanyaggal munkálható meg az adott felületelem.
A technológia jól alkalmazható mind külső mind pedig zseb jellegű felületek megmunkálásakor, legyen az nyitott vagy zárt. Emellett az adaptívitásnak köszönhetően a zsebekben található “szigetek” megmunkálása is hatékonyabbá vált: a stratégia kevesebb szerszámkiemeléssel – így kedvezőbb gépi időkkel – , illetve állandó radiális fogásmélységgel – tehát egyenletesebb, (ki)számíthatóbb szerszámterheléssel – dolgozik.
A HSM (High Speed Milling) opció segítségével a pálya tovább optimalizálható: az íves szakaszok kezdő és végpontjai a beállított rádiusz értékével ívelt szakaszban végződnek, amivel a dinamizmus fokozható, a szerszám hirtelen irányváltásából adódó terhelés pedig tovább csökkenthető. Emellett fontos megemlíteni a koncentrikus mozgás lehetőségeit, miszerint elérhető az egyirányú és a cikk-cakk megmunkálási forma.
Egyirányú mozgás esetén a szerszám mindig a beállított iránynak megfelelően forgácsol, majd egy kiemelést követően anyagon kívüli gyorsjárattal visszaáll a következő pályaszakasz kezdőpontjára. Ezzel ellentétben, a cikk-cakk jellegű mozgásforma során a szerszám oda-vissza – vagyis ellen- és egyenirányban is – forgácsol. Ilyenkor elérhetővé válik az úgynevezett “radiális visszamozgási arány” (Reverse pass radial ratio), ahol megadható, hogy az általánosan definiált radiális fogásvétel hány százaléka lehet a visszamozgás során beállított fogásmélység. A mozgás fő iránya mindig az általánosan beállított egyen- vagy ellenirány lesz, a visszamozgás pedig értelemszerűen ennek az ellenkezője.
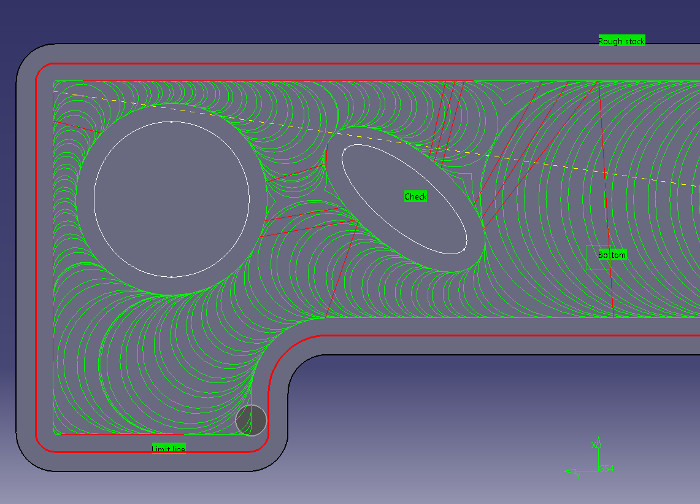
“szigetek” adaptív körbejárása
Egyirányú forgácsolás esetén a stratégia állandóan biztosítja a beállított egyen- vagy ellenirányú megmunkálást, azonban így a holtidők jelentősen növekedhetnek. Cikk-cakk megmunkálás esetén a szerszám minden körinterpoláció után egyenes vonalú mozgással előre lép, majd egy ellentétes irányú íves szakasz következik. Ezzel a módszerrel a holtidők jelentősen csökkenthetőek, azonban a beállított mozgásirány helyett egyen- és ellenirányú megmunkálást is végez a szerszám.
A technológia rendkívül jól alkalmazható nehezen megmunkálható anyagok forgácsolásakor, hiszen a koncentrikus stratégia kiemelkedő hatékonysággal, adaptív módon (vagyis alkalmazkodva) tudja biztosítani a fokozatos fogásba lépést illetve a fogásból történő kilépést. Ezzel csökkenek a szerszám hirtelen, nagy mértékű dinamikus terhelésváltozásai, valamint a maximális radiális fogásmélység folyamatosan kontrollálható. Emellett a stratégia alkalmazásával csökkenthetőek a területek újramunkálásainak száma, hiszen – főként a sarkok megmunkálásakor – a szerszámpályák alkalmazkodása lehetővé teszik a lehető legkisebb maradékanyag mennyiség hátrahagyását. Az adaptív stratégia számos előnye mellett ebben az esetben sem elhanyagolható, hogy alkalmazásával a szerszámgépeket is hatékonyan óvja a nagymértékű dinamikus terhelésektől.
MEGOLDÁSOK EGY KÉZBŐL: I. CAD-TERV SZAKMAI KONFERENCIA
2015. OKTÓBER 15.
• a teljes CAD-Terv cégcsoport szolgáltatás portfóliója 4 szekcióban
• Hogyan profitálhat abból, ha egy forrásból kapja a megoldásokat?
• Milyen eredményeket értek el eddig partnereink?
• További információkat, újdonságokat szeretne megismerni a megmunkálás témakörében?
Október közepén közel egynapos rendezvényünk keretén belül választ kap minden felmerülő kérdésére!
Ha kíváncsi mire számíthat, milyen élményekkel gazdagodtak tavalyi résztvevőink tekintse meg rövid beszámoló videónkat.