 A hagyományos megmunkáló ciklusokról általánosságban elmondható, hogy az anyagleválasztás során állandó forgácsolási paraméterekkel dolgoznak. Állandó fogásmélységgel, állandó fordulatszámmal, állandó előtolással, stb. Ezek a változatlan paraméterek komoly korlátot is jelentenek, hiszen ezek együtt meghatározzák, hogy mennyi idő alatt, mennyi anyagot tudunk leválasztani, valamint azt is, hogy ehhez mekkora teljesítményre lesz szükségünk. Ráadásul ezekkel a hagyományos eljárásokkal a szerszámgép rendelkezésre álló teljesítményét is elég gyorsan túl lehet lépni.
A hagyományos megmunkáló ciklusokról általánosságban elmondható, hogy az anyagleválasztás során állandó forgácsolási paraméterekkel dolgoznak. Állandó fogásmélységgel, állandó fordulatszámmal, állandó előtolással, stb. Ezek a változatlan paraméterek komoly korlátot is jelentenek, hiszen ezek együtt meghatározzák, hogy mennyi idő alatt, mennyi anyagot tudunk leválasztani, valamint azt is, hogy ehhez mekkora teljesítményre lesz szükségünk. Ráadásul ezekkel a hagyományos eljárásokkal a szerszámgép rendelkezésre álló teljesítményét is elég gyorsan túl lehet lépni.
Ezzel szemben a modern forgácsoló ciklusoknak ma már közös jellemzője, hogy a megmunkálás során több paraméter is folyamatosan változik, így sokkal gyorsabban, nagyobb anyagmennyiséget lehet eltávolítani. Ilyen modern szerszámpálya a nagy sebességű megmunkálások (HSM) közé tartozó trochiodális marási stratégia is.
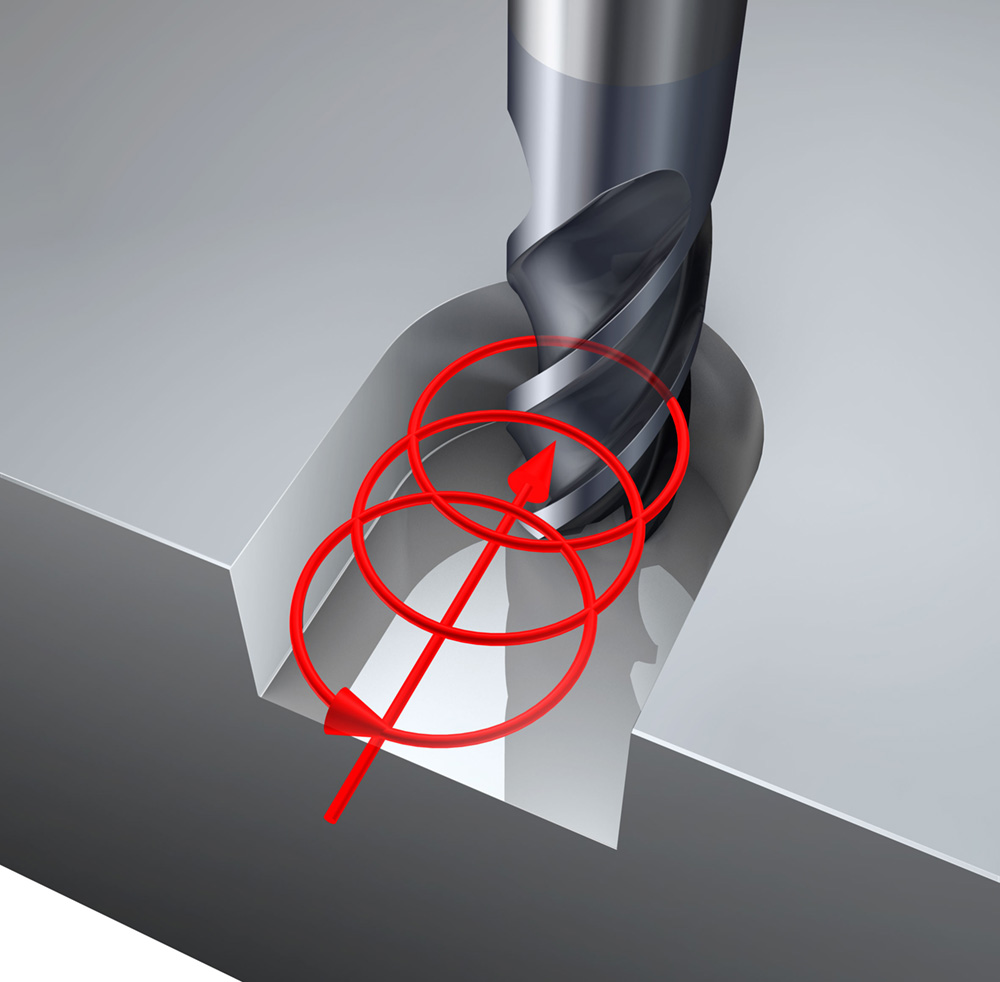
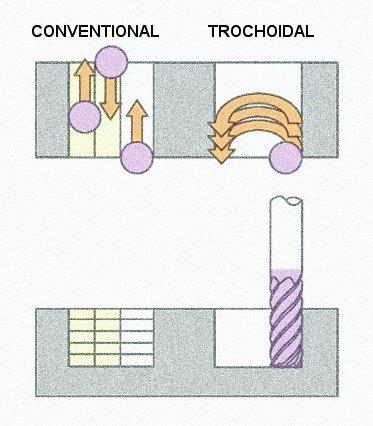 A trochoid marási ciklusokat a nagyolási művelet meggyorsítására alkalmazzák. A ciklus lényege, hogy egy horony jellegű alak kimarásakor a szerszám nem “telibe marja” az anyagot, hanem örvénylő mozgással, mindig egy kis radiális fogással halad előre. Ezzel az eljárással egységnyi idő alatt nagyobb mennyiségű anyagot távolíthatunk el, tehát nagyobb lesz a forgácsteljesítmény! Hogyan lehetséges nagy mennyiségű anyagot így leválasztani?
A trochoid marási ciklusokat a nagyolási művelet meggyorsítására alkalmazzák. A ciklus lényege, hogy egy horony jellegű alak kimarásakor a szerszám nem “telibe marja” az anyagot, hanem örvénylő mozgással, mindig egy kis radiális fogással halad előre. Ezzel az eljárással egységnyi idő alatt nagyobb mennyiségű anyagot távolíthatunk el, tehát nagyobb lesz a forgácsteljesítmény! Hogyan lehetséges nagy mennyiségű anyagot így leválasztani?
A trochoid marás kulcsa a nagy axiális fogásmélység, ami több szempontból is előnyt jelent. A szerszám közel teljes hosszában tud dolgozni, tehát a kopás, valamint a szerszám terhelése is egyenletes lesz a hagyományos, például teraszoló nagyolási ciklushoz képest. Ez a stratégia különösen jól alkalmazható sarkok maradékanyagának eltávolítására.
Ezt a ciklust különösen sorozatgyártásban érdemes alkalmazni, mivel bonyolult szerszámpályákra van szükség, melyek többnyire nagyobb darabszám mellett, felső kategóriás CAM szoftverekkel készíthetők el gazdaságosan. Nagyon fontos, hogy a modern trochoidális megmunkálási stratégiát viszont csak akkor tudjuk maximálisan kihasználni, ha rendelkezünk a megmunkáláshoz leginkább megfelelő szerszámmal is!
Miért éri meg a trochoid marás?
- csökkenthetők az egy darabra eső költségek
- a gép üzemeltetési költségei csökkennek
- az üzembiztonság növekszik
- maráskor a szerszám egész éle használható
- jóval nagyobb anyageltávolítási ráta érhető el
- száraz megmunkálásra is van lehetőség (emulzió spórolható meg)
- hosszabb szerszámélettartam érhető el
 A Wedco válasza a modern trochoid megmunkálásra az új Twist Z5 szerszám. Ezt az új szerszámot kifejezetten a trochoidális stratégiával történő megmunkálásokhoz fejlesztették ki. Ez a szerszám bizonyos alkalmazások esetén lényegesen magasabb megmunkálási sebességet kínál a felhasználóknak. A Wedco új Twist sorozata pedig pontosan ezeket az igényeket elégíti ki. Nézzük meg, hogyan teljesít a szerszám és a stratégia a gyakorlatban!
A Wedco válasza a modern trochoid megmunkálásra az új Twist Z5 szerszám. Ezt az új szerszámot kifejezetten a trochoidális stratégiával történő megmunkálásokhoz fejlesztették ki. Ez a szerszám bizonyos alkalmazások esetén lényegesen magasabb megmunkálási sebességet kínál a felhasználóknak. A Wedco új Twist sorozata pedig pontosan ezeket az igényeket elégíti ki. Nézzük meg, hogyan teljesít a szerszám és a stratégia a gyakorlatban!
- munkadarab anyaga: 42CrMo4
- CAM program: Westcam hyperMAXX
- szerszám: TWIST – Z5
- szerszámgép: Hermle C 22U
- vágósebesség = 300 m/perc
- legnagyobb fogankénti előtolás fz = 0,15 mm
- axiális fogásmélység ap = 2,5xD
- legnagyobb radiális fogásmélység ae = 10% / D
- megmunkálási idő: T = 14 perc 10 másodperc
- leválasztott anyagmennyiség V= 639 cm3 (!!!)
Milyen feltételeknek kell teljesülniük, ha hatékonyan szeretnénk ilyen marási stratégiát alkalmazni?
- nagy stabilitású és dinamikájú szerszámgépre van szükség
- jó csillapítás kell mind a szerszámgéptől, mind a készülékezéstől
- megfelelő CAM rendszer és hozzáértő programozó előfeltétele a hatékony trochoidális megmunkálásnak
A TWIST Z5 szerszámot kifejezetten trochoidális megmunkálásokhoz fejlesztették ki. A szersztám egyik fő jellemzője a mind stabilitás, mind pedig hatékonyság szempontjából ideális 3xD élhossz, valamint a jobb forgácseltávolítást segítő forgácstörő az élhossz közepén. A szerszám fejlesztői optimalizált belépési ékszöget alkalmaztak a nagyobb merülési szög eléréséért. A változatos alkalmazások miatt Ø4-16 mm-ig érhető el a szerszám. A marószárak a Wedco WEAC bevonatával rendelkeznek, mely kiváló kopásállóságot, hősokk-állóságot és hőállóságot biztosít.