Cikksorozatunk előző részében a különböző szerszámbefogók felépítésének, előnyeinek, hátrányainak tárgyalását kezdtük el. Jelen cikkben a megmunkáló központok, maró- és fúrógépek szerszámbefogóinak bemutatását folytatjuk.
7/24-es kúpos szerszámbefogók
A Morse kúpos kialakítás hibáit kiküszöbölve kerültek a szerszámgépgyártók palettájára a 7/24-es kúposságú szerszámbefogók. A kúposságnak köszönhetően a befogók szerkezeti hossza csökkent, ami magasabb fordulatszám elérését tette lehetővé. A 7/24 kúp rögzítés alapvetően nem az önzáráson alapul. A 7/24 kúpok befogásához szükséges egy axiális irányú feszítő erő, ami az orsó kúpban tartja a befogó kúpot. Ezeket a befogási módokat egy felületen létrejövő előfeszítés jellemzi, nyomás csak a kúp palástján ébred. Szükséges a rögzítéshez egy forgást megakadályozó elem is, melyet egy retesz-horony párral oldanak meg.
Számtalan gyártó fejlesztett ki 7/24-es kúpokat, de csak kevés kialakítás terjedt el széles körben. Néhány példa:
SK kúp
A legtöbb európai gyártó SK kúpos megoldást használ a szerszámgépek főorsójának gyártásához. Amerikában és keleten kevésbé elterjedt.

SK40-es befogó
BT kúp
Alapvetően a keleti országok szerszámgépgyártói alkalmazzák, leginkább a japán gyártók. Magyarországon rengeteg keleti gyártású szerszámgép lelhető fel, így igen elterjedt kúp kialakításnak számít hazánkban is.
BT hőzsugoros befogó
CAT kúp
A CAT kúp a Caterpillar házon belüli fejlesztése volt. Próbálták a gyártósoraikon egységesíteni a szerszámok rögzítését, ezért csak úgy voltak hajlandóak szerszámgépet vásárolni, ha a gyártó az ő belső szabványaiknak megfelelő orsókúp-kialakítással gyártotta a szerszámgépeket. Mivel a vállalat hatalmas felvásárlója volt a szerszámgépiparnak, így azon kevesek közé tartozott, akik érvényesíteni tudták elvárásaikat. Később, az amerikai szerszámgépgyártókon keresztül eljutott a világ többi országába is, végül szabványos szerszámbefogó kúp lett belőle.

CAT40-es befogó
NMTB kúp
Ez a kúp kialakítás főleg történelmi szempontból érdekes. A Nemzeti szerszámgépgyártók Szövetsége kezdeményezte egy teljes körűen szabványosított kúp bevezetését. Az NMTB kúpok axiális rögzítése teljesen másképp történik, mint a többi szabványos 7/24-es kúpé. A szerszámgépgyártók nem voltak hajlandóak a főorsó kialakításaik áttervezésére, ezért csak kezdeményezés maradt az egységes befogó kialakítás. Az NMTB kúp az egyik legelső volt a 7/24-es kúpok között, így gyakran találkozhatunk azzal a jelenséggel, hogy minden 7/24-es kúpot NMTB-nek hívnak.

NMTB kúpok
ISO kúp
Az ISO szövetség is tett kísérleteket az egységes befogó kialakítások ügyében. Míg a standard gépelemekkel (csavarok, reteszek, stb.) sikerrel járt, addig a szerszámgépgyártók saját piacuk védelmének érdekében nehezen engedtek a próbálkozásoknak. Később, az ISO a következő stratégiát követte: ha nem tudja kialakítani az egységes kúpos befogót, akkor a piacon fellelhetőeket próbálja szabványosítani. Ennek eredményeképpen az ISO 9270-1:2010 és az ISO 297:1988 szabványban a gépi és a kézi cserélésű szerszámkúpok szabványos méreteinek gyűjteményei is megtalálhatók. Így az alapvető előírásoknak eleget téve, bármelyik kúpos befogó minősülhet ISO szabványosnak. Ettől függetlenül még mindig fellelhető az úgy nevezett „ISO kúp” a kereskedelmi forgalomban.
Eltérések és hasonlóságok a 7/24 kúpok között

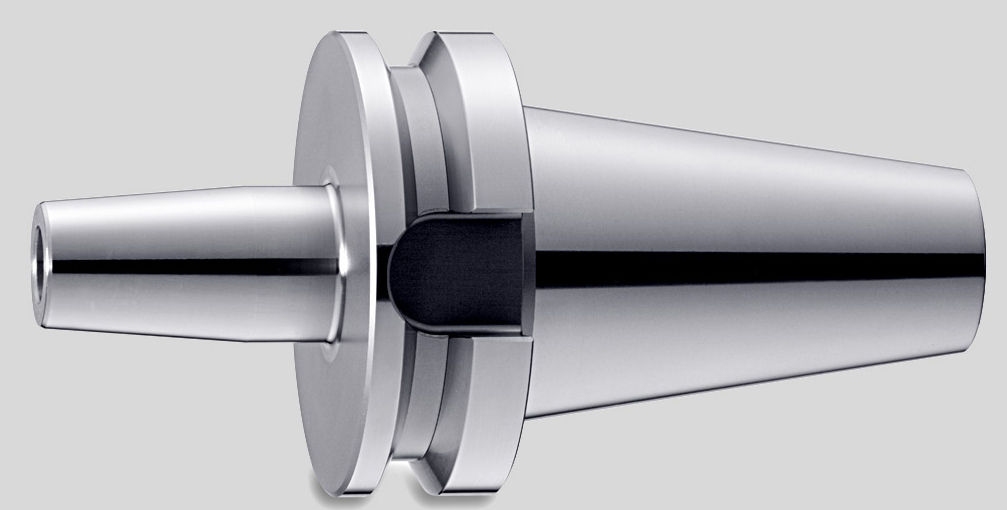
BT befogó behúzó csonkja
Alapvetően nincsen jelentős konstrukciós eltérés a 7/24 kúpok között, így technikai és technológiai sajátosságaik is csak kis mértékben különböznek. Eltéréseket kizárólag a befogók kezelésében találhatunk. Az egyik ilyen eltérés a kúp axiális behúzása. A behúzást a különböző szabványoknak megfelelően alakítják ki. Az egyik legelterjedtebb a 45 fokos behúzó csonkos (gyakran behúzó gombásnak nevezett) kialakítás.
A kúp végébe, menetes csatlakozáson keresztül egy peremes alkatrészt illesztenek, melyet a főorsón keresztülvezetett behúzó egység rögzít. A kialakítását a befogó megnevezésében jelzik. Például a BT40-MAS-403 jelzés a következőt jelenti: BT peremkialakítású 40-es méretű, 7/24-es kúposságú befogás, MAS-nek megfelelő behúzó kialakítás 403-as típusa. A befogó peremkialakítása biztosítja a szerszám automata kezelését a tárban és a cserélő karban (ha van). A BT, a CAT, stb. 7/24 kúpok pereme oldalt hornyolva van, ezeken a hornyokon keresztül fogják meg a szerszámtárak a befogót.
A kúp megvezetésére a befogóban hornyot alakítanak ki. A BT, CAT, SK hornyainak helyzete eltérő, ezért nem kompatibilisek egymással. Természetesen ezek az eltérések módosíthatóak. Például, ha a szerszámtár fix pozícióban van, nem mozog együtt a főorsóval, akkor a szerszámcserélés Z-tengelyének a pozícióját megváltoztatva korrekciózható a V-horony helyzete. Természetesen oda kell figyelni a vezető horony mélységére és a V-horony szélességére is. A szerszámgépek kúpozását ritkán, általában csak gépfelújításkor módosítják. Újszerű, vagy újonnan vásárolt gépek esetében nem is éri meg átalakítani, hiszen ha nem a gyártó végezte a módosítást, a gép garanciája elvész.

A minimális különbség jól látható, pl.: az SK és a BT kúpok között
Eltérések lehetnek még az adott befogó méretrendszerében is. A BT befogók kizárólag metrikus méreteket és meneteket használnak. A CAT befogók ezzel szemben megtalálhatóak metrikus és colos méretekben is, az NMTB befogókat pedig főleg colos méretben gyártják.
Technológiai és technikai szempontból a legtöbb 7/24-es kúp között nincs lényegesebb különbség. A BT kúpok pereme kicsit vastagabb, a CAT befogók vezető hornya pedig nem olyan mély. Ezek az eltérések azonban csak minimálisan befolyásolják a szerszámbefogó kinetikai és kinematikai jellemzőit. Persze, gyakran kiélezett technológiák esetén figyelembe kell venni az apró tényezőket is, de azoknál a megmunkálásoknál, ahol 7/24-es kúpokat alkalmaznak, ezek szinte elhanyagolhatók. A különböző szabványos kúpok közötti apró különbségre lehet példa a megadott alak-, méret- és felület tűrések mértéke. Pl. Az ISO kúpok max. felületi érdessége 0,4 Ra (mérettől függően), míg a CAT körülbelül 02,-0,3 Ra mértékig engedi meg az eltérést. A megengedhető radiális ütések mértéke 0,05-től 0,001-ig terjedhet, nemcsak a szabvány, de a befogó gyártója is válogatja. A szabványok csak a legnagyobb eltéréseket határozzák meg, azt azonban a gyártó dönti el, milyen méret és felülettartományban gyártja a befogókat. Továbbá nem mindegyik szabvány tartalmazza az összes befogó típust: pl.: a BT befogó a japán JIS szabványban, a CAT az amerikai ANSI szabványban található meg.
7/24-es kúpokat leginkább ER patronos befogással gyártják, de fellelhető hőzsugoros és hidraulikus kialakítás is (hidraulikus ritkábban).
Két felfekvő felületes szerszámbefogók
Az alap 7/24 befogók egy felületen érintkeznek az orsókúppal, a perem és a főorsó homlok között kis hézaggal illesztve. A hézagra az esetleges kopás, vagy túlmelegedés következtében létrejövő hőtágulás kompenzációja miatt van szükség. Ha a szerszám axiális terhelése túl nagy, vagy az orsókúp felmelegszik, könnyen kitágulhat. A tágulás miatt a befogókat állandó előfeszítéssel tartják az orsóban, a korrekciót pedig az előbb említett hézag teszi lehetővé. Emellett a hézag lehetővé teszi a kúpok forgácsolással történő javítását is. Hátránya, hogy csökkenti a befogás merevségét. A két felületen felfekvő kúpokat a nagy teljesítményű megmunkálásokhoz fejlesztették ki. Alapvetően két nagy csoportot különböztetünk meg: a HSK kúpokat és a Dual Contact 7/24-es kúpokat.
HSK kúpok
A HSK kúpok 1:10-es kúpossággal rendelkeznek, ami sokkal rövidebb szerkezeti hossz kialakítását teszi lehetővé (az egyik legrövidebb kialakítás). A HSK kúpok két felületen fekszenek fel, az orsókúpban és a főorsó homlokán. Így a megtámasztási felület megnövelésével nagyobb merevség érhető el, a tömzsi konstrukció miatt magasabb fordulatszámon hajtható.
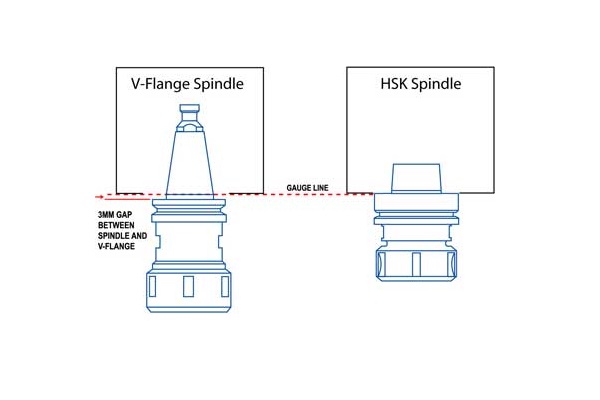
CAT és a HSK közötti különbség: a CAT 3 mm-es hézaggal van illesztve, a HSK felfekszik az orsó homlokfelületén
A HSK kúpokat általában olyan szerszámozás esetén alkalmazzák, ahol a szerszám túlzott kinyúlása elkerülhetetlen (pl.: mély furatok megmunkálásánál). Legnagyobb hátránya a borsos ára, ami a kúp nehézkes méréséből, adódó gyártási költségek okoznak. A HSK kúpok alapvetően a német fejlesztések eredménye, de a mai szerszámgépgyártók szinte mindegyike kínálja ilyen főorsó kialakítással gépeit.

HSK kúp, Weldon rögzítéssel
Dual Contact 7/24-es kúpok
A HSK kúpok ára, és egyedi kialakítása miatt több gyártó is elkezdett szabványos 7/24-es kúpokat fejleszteni, a HSK-hoz hasonló kettős felfekvő felületű kialakítással. Így manapság a piacon bizonyos 7/24-es kúpok is megtalálhatóak homlokfelfekvéssel. Természetesen ezek maximális alak- és méret eltéréseit is az adott szabványok tartalmazzák, egyedi jelölésrendszerrel (pl.: a BT-nek megfelelő kialakítás a BBT kúp).
Szerző: Juhász Miklós
Források:
http://www.use-enco.com/1/1/88043-nmtb-cnc-end-mill-holder-sets.html
http://www.tools-n-gizmos.com/specs/Tapers.html
http://www.guhring.com/documents/tech/toolholders/isotaper.pdf