Vízsugaras vágás során a vízsugár hasonlóan viselkedik, mint egy lézeres vágógép vagy egy plazmavágó sugara. Ezeknél a nem szilárd vágóeszközt alkalmazó gépeknél fontos figyelembe venni, hogy a sugár rugalmassága miatt a vágófelület megváltozhat a folyamat során.
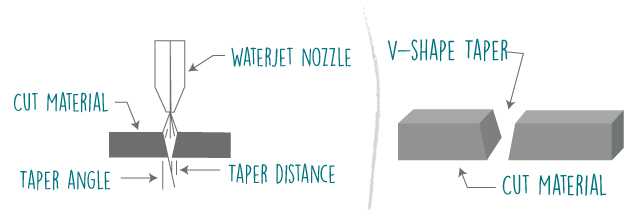
Ferde bevágás
Amikor a vízsugár eléri a megmunkálandó anyagot, a felületével érintkezve előfordulhat, hogy túl nagy területen éri azt, ami méretbeli eltérést okozhat a felső és alsó élek között. Ha a sugár túl nagy sebességgel éri a felületet, a felső rés szélesebb, míg az alsó rés keskenyebb lesz, és V alakú vágásrést kapunk. A sebesség csökkentésével ez elkerülhető, azonban ha túl nagy mértékben csökkentjük a sugár sebességét, a vágásrés fordított V alakot vehet fel. A vágásrés ferdesége tehát a sebesség növekedésével arányosan nő. Általában a plazmavágóknál fordított V alakú, a vízsugaras és lézeres vágógépeknél pedig normál V alakú vágásrések figyelhetők meg.
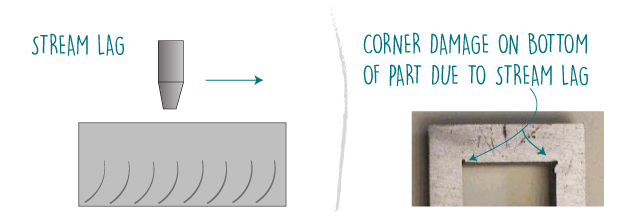
Vízsugár elhajlása
A vízsugár rugalmas természetéből kifolyólag a túl nagy előtolás, vagy a hirtelen irányváltások a sugár elhajlását okozhatják, ilyenkor a vágás az alsó felületen tovább halad, mint a felsőn, az alkatrész pontatlan lesz. A vízsugár “késéséből” kifolyólag a vágott alkatrész sarkai sérülhetnek. Ez a jelenség mind a plazma, mind a vízsugaras vágógépeknél előfordulhat.
Megoldás
Vízsugaras vágás esetében minél nagyobb a vágási sebesség, annál nagyobb lesz a sugár elhajlása, vagy a V alakú vágásrés kialakulásának esélye. Logikusan, ha csökkentjük a sebességet, a probléma megoldódik. Ezzel azonban jelentősen romlanak a ciklusidők, a produktivitás és végül az alkatrészenkénti gyártási költségek növekedésével járhat.
Intelligens vezérlés
Korábban előfordult, hogy a sarkok pontos kivágásának, valamint a vízsugár elhajlásának érdekében manuálisan kellett átírni az alkatrész programját, hogy a sarkok megmunkálást csökkentett sebességgel végezze a gép, majd a sarkot elhagyva, újra megnövelje a sebességét. Ez azonban rendkívül körülményes feladat lenne egy komplex alkatrész esetében. Éppen ezért a mai modern intelligens vezérlő rendszerek használatával már hatékonyan kiküszöbölhető a sugár elhajlása. A legtöbb szoftver automatikusan elvégzi a sebességcsökkentést és a megfelelő beállításokkal végzi a megmunkálást a kritikus területeken.

Ahogy a vízsugár elhajlására a teljes geometria felosztásával, az egyes szegmenseken történő beállítás változtatásokkal, a programozók az elkeskenyedő vágásrésekre is találtak megoldásokat. Gyakori eset, hogy a szűk geometriáknál csökkenteni kell az előtolást, hogy a V alakú vágásrés ne alakuljon ki. Általában a maximális vágási sebesség 15-20%-ával végzett megmunkálásnál már szinte teljesen (pár fokos eltérés) elkerülhető a jelenség. A legjobb megoldást azonban az jelenti, ha a vágófej, így a vízsugár is 3-10 fokos szögben dönthető a vízszintes felülethez képest. Az újabb típusú vágógépeken előfordulnak már olyan csuklós vágófejek, melyek +/- 10 fokban dönthetők, így elkerülhető a hibás alkatrészek gyártása. Ehhez azonban egy megfelelő szoftveres vezérlésre is szükség van. A SmartStream intelligens szoftver, a vízsugár elhajlásának kiküszöbölése mellett – melyet a kritikus területeknél történő sebességcsökkentéssel ér el – erre a problémára is megoldást nyújt. Intelligens funkcióinak köszönhetően képes előre jelezni a V alakú vágásrés kialakulását, és a megfelelő mértékben módosítani a beállításokat. Az alábbi videón látható a szoftver működésének hatása. A megfelelő vágásrés kialakításának érdekében a vágófejet 1-10 fokban oldalra, a sugárelhajlás kiküszöbölésére pedig enyhén előre döntötték.
Ha vízsugaras vágási megoldásokat keresünk, három lehetőségünk van. Választhatunk egy hagyományos vízsugaras vágógépet, ami olcsóbb, azonban fennáll a vágásrés okozta problémák jelentkezése, vagy kereshetünk egy olyan vágógépet, ami intelligens vezérlő rendszerrel működik, így képes a sugárelhajlás kiküszöbölésére a kritikus területeken történő sebességcsökkentéssel. Mindez nagy pontossággal történő gyártást eredményez, bár a ciklusidők jelentősen nőnek. Továbbá dönthetünk egy olyan megoldás mellett is, ami az intelligens vezérlés mellett még a vágófej döntésére is képes, ezzel kiküszöbölve a sugár elhajlását, V alakú vágásrés kialakulását a maximális pontosság érdekében.
Source flowwaterjetblog.com
További információ:
A flowwaterjetblog.com oldalon.