A mai rohamosan fejlődő gyártástechnológia egyre pontosabb, így egyre összetettebb mérőműszereket követel meg. A mai piaci forgalomban fellelhető mérőműszerek számtalan különböző fizikai működési elvet alkalmaznak. Mégis vannak olyan műszerek, melyek koruk-egyszerűségük ellenére a mai napig szerves részét képzik a gyártási folyamatok és termékek mérésének. Ilyen mérőműszer a tolómérő is. Jelen cikkemben pár alapvető ismeretet szeretnék leírni a tolómérővel kapcsolatban, bár ezek mindenki által jól ismertek, mégis „az ismétlés a tudás anyja”.

A tolómérő felépítése
A tolómérő (hétköznapi nevén a subler) egy kivételesen egyszerű, mégis pontos mérőeszköz. Ennek köszönhető, hogy nem található olyan gépforgácsoló üzem, ahol ne találnánk legalább egyet belőle.
A tolómérő szerkezeti felépítését egy analóg kijelzésű Vernier subleren mutatom be. A tolómérő főbb szerkezeti részei az alábbi ábrán láthatóak:
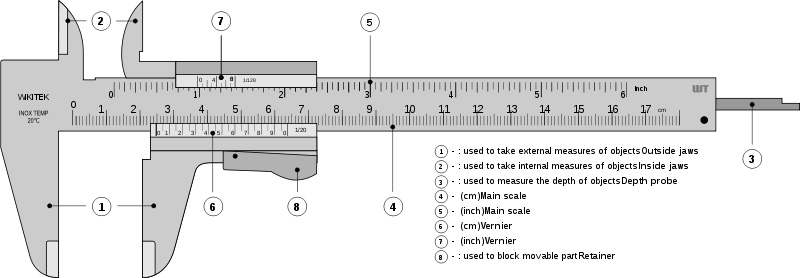
A tolómérő részei
- Külső pofák
- Belső pofák
- Mélységmérő rúd
- Főskála, metrikus osztással
- Főskála, zollos osztással
- Nóniusz mellékskála, zollos osztáshoz
- Nóniusz mellékskála, metrikus osztáshoz
- Rögzítő elem
A mérés során a mérés bázisa a mérőléchez tartozó álló mérőpofa. A mérőléc a szerszám azon része melyen a főskála értékei láthatóak. A rögzítő elem kialakítása általában egy finommenetes rögzítő csavar, mely a mozgó félben kialakított menetes furatban található. Gyakori kialakítás a rugós előfeszítésű rögzítés, melynél csak akkor lehet mozgatni a mozgó felet, ha benyomva tartjuk a rögzítő elem fülét. A külső pofákkal a külső méreteket, a belső pofákkal a furatok átmérőit tudjuk mérni.
Használata, pontosság
A mérés előtt mindig meg kell bizonyosodni arról, hogy a tolómérő alkalmas-e a pontos mérésre. Meg kell vizsgálni, hogy a mérőpofák tiszták-e, valamint a mérőléc mélységmérő rúdjának vezető hornyában nincs szennyeződés. A másik fontos dolog, amit szemre kell vételezni mérés előtt, a pofák tökéletes felfekvése. A fény felé fordítva, a pofákat egymáshoz illesztve (nulla pozícióban), ha a fény át tud világítani a tolómérő pofái között, akkor a subler nem megfelelő a méréshez. Ezt főleg ismeretlen, nem általunk használt tolómérő használata esetén ajánlott elvégezni.
A mérés során, külső méret mérése esetén az álló pofát az alkatrész egyik felületéhez illesztjük, majd a mozgó résszel a másik pofát az átellenben lévő oldalhoz közelítjük. Nem szabad nagyon erősen megszorítani a tolómérőt, de meg kell bizonyosodni a tökéletes felfekvésről.

A pofák tövében jól láthatóak a kikönnyítések
Melyik részével mérjünk? Általában a külső pofáknak van egy késes kialakítású része (hegye), illetve a szokásos síkpofás része. Hogy melyik részével mérjünk, az leginkább a munkadarabtól függ. Ha a munkadarabunk felülete érdes, nem teljesen sima, akkor a késes részével kell mérnünk. Minél nagyobb felületen érintkezik a pofa az érdes felülettel, annál nagyobb a mérés bizonytalansága, hiszen a felület egyenetlenségeinek hibái összegződnek. Azonban ezt körültekintéssel kell végeznünk, hiszen minél nagyobb a mérőléc és a munkadarab távolsága, annál nagyobb lesz a mérés hibája. Ha a munkadarab felülete kellőképpen sima, a felület egyenetlensége (például a felületi érdessége) nagyságrendekkel kisebb értékű, mint a mérés kívánt pontossága, akkor a munkadarabot a mérőléchez közelebb, vagyis a síklapos pofákkal ajánlott mérni. Ez az egyik oka annak, hogy a pofák tövében kiegyengetett felület található. Így elkerülhető, hogy forgácsolt alkatrészek esetén a sarkoknál esetlegesen ott maradt apróbb, le nem választott forgács darabok csökkentsék a mérés pontosságát. Ha a műszer síklapos részével mérünk, óvakodjunk attól, hogy az alkatrész élére is rámérjünk.
A tolómérők felosztása általában analóg kijelzés esetén 0,02 mm körül van. Ez azt jelenti, hogy ez a legkisebb méret, ami jól megkülönböztethető a mérőlécen leolvasáskor.
A mérőlécen találhatóak a főskála értékei. Mérés esetén azt figyeljük először, hogy a mozgó rész „0” értéke melyik egész milliméter osztást hagyta el. Utána, azt keressük, hogy a nóniusz skála mely osztása esik egybe a fő skála értékével. Ha két skálaosztás egybeesik, akkor a tizedes vesző utáni értéket tudjuk leolvasni a tolómérőről. Ez a legnagyobb konstrukciós csodája a tolómérőnek! Egy francia matematikus, Pierre Vernier igényelte a kisebb mérettartományok mérését, majd 1631-ben (!) bevezette a tolómérő mellék skáláját, vagyis a nóniusz skálát. Az észrevétele a következő volt: az emberi szem csupán egy-két milliméteres tartományban képes észrevenni két hosszméret közötti különbséget. De ha a két „hosszméret” egymás mellett van, és azt kell szemre vételezni, hogy egy egyenesen fekszenek-e, akkor az emberi szem sokkal pontodssbban képes észlelni a különbséget. A melléksála használatának alapja tehát az, hogy az egyenesek kitérését könnyebben észrevesszük, mint az apró méretbeli különbségét. A nóniusz skálát más műszereknél is bevezették, például szögmérőknél, mikrométereknél, stb.

A Nóniusz skála leolvasása
Tolómérők fajtái
Alapvetően két fajta tolómérő kialakítást különböztetünk meg. Analóg és digitális kijelzésű tolómérőt. A digitális kijelzésű tolómérőt gyakran – hibásan – „digitális tolómérőnek” hívják. A működési elve ugyanúgy analóg, csak a kijelzése digitális.
A klasszikus analóg kijelzésű tolómérő (angolszász nyelvterületen Vernier caliper) az egyik legelterjedtebb kialakítás. Főskála, a hozzá tartozó nóniusz skálával. Felosztása általában 0,02 mm.
A szintén analóg kijelzésű, mérőórás tolómérővel már ritkábban találkozhatunk. Elve hasonló, viszont itt egy óraműves lassító áttétellel tudjuk növelni a műszerünk felbontását. Felosztása általában 0,01 mm. Ezt a megoldást sokkal ritkábban alkalmazzák. Az előbb említett klasszikus tolómérő is egy igen érzékeny műszer, az óraszerkezet viszont tovább növeli a konstrukció érzékenységét.
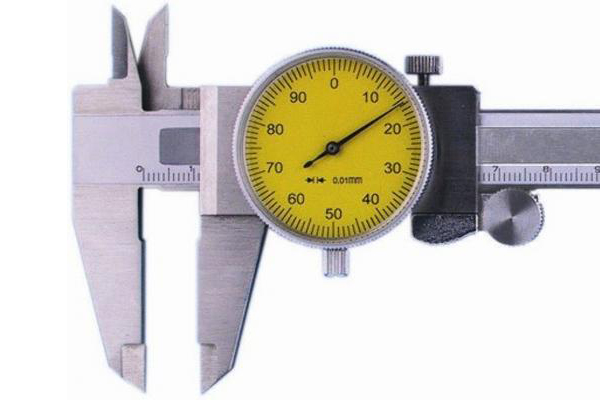
Órás tolómérő
Manapság, a gyorsabb mérés érdekében, a digitális kijelzésű tolómérőket részesítik inkább előnyben. A digitális tolómérőnek, a gyorsasága mellett, másik nagy előnye, hogya direkt hosszmérés mellett különbségek mérésére is használható egy relatív nullpont beállításával. Mint említettem a mérés elve szintén analóg, csak a kijelzése digitális. A tolómérő kijelzőjén feltüntetett érték gyakran csalóka lehet. Vannak esetek, amikor 3 tizedes jegyet mutat a műszer (vagyis akár képesek lennénk 0,001 mm mérésére). A kijelzőn megjelenített többlet tizedes jegyek nem befolyásolják a műszer felbontását. Ezeknek a kialakításoknak a felbontása szintén 0,02-0,01 mm környékén van.

Digitális kijelzésű tolómérő
Tolómérők anyaga
Tolómérő beszerzése esetén kiemelten fontos a műszer anyaga. A jobb minőségű tolómérőket „kor-acélból” (korrózióálló acélból) gyártják, melyet feledzenek, a fontos felületeket köszörüléssel állítják elő. A gyártók gyakran az „INOX” jelzést tüntetik fel a műszeren, vagy a műszer kézikönyvében, mely arra utal, hogy kor-acélból készítették. Más anyagból is készülnek tolómérők: fától kezdve a különböző műanyag kompozitokig. Kiemelném a műanyag tolómérőket. Gyakran lebecsülik őket, mint „olcsó-gagyi” műszer, annak ellenére, hogy a piacon fellelhetőek igen nagy keménységű műanyag tolómérők is. Bár alkalmazási területük korlátozott, pontosságuk természetesen nem olyan jó, mint a fém műszereké, mégis érzékeny felületű munkadarabok esetén érdemes figyelembe venni azt a tényt, hogy a műanyag pofákkal jelentősen kisebb a veszélye annak, hogy megsértjük a munkadarab felületét (például felületkezelt termékek esetén). Természetesen nem mindig kell 0,01 mm-es tűréstartományban dolgozni. Műanyag termékek esetén, ahol a tűrés általában a 0,1-0,2 mm-es tartományban mozog, a műanyag tolómérők felosztása gyakran elegendő lehet. Illetve azt sem szabad elfeledni, hogy a műanyag tolómérők nem vezetik az áramot. Így, ESD (elektrosztatikus kisülés) védelmi követelmények esetén kerülhetnek előtérbe.
Szerző: Juhász Miklós
Források:
http://www.me-bolt.hu/hu/Lapok/Merooras_tolomero.aspx
http://www.tme.eu/html/HU/muanyag-tolomero-merooraval-esd-verzio/ramka_2527_HU_pelny.html
http://blog.labplanet.com/2013/05/13/vernier-scale-2/
http://en.wikipedia.org/wiki/Vernier_scale
http://www.fabricatingandmetalworking.com/zone/measurement-inspection/calipers/
http://www.shan-precision.com/products.htm
http://furdancs.blog.hu/2013/02/28/a_het_mutargya_a_tolomero