![]() Előző cikkünkben a kompakt préskiszolgálók előnyeiről és alkalmazási lehetőségeiről írtunk. Néhány lépésben végigvettük, mikor lehet az ilyen gépeket a legoptimálisabban kihasználni, mikor érdemes más megoldást választani. A lecsévélők, a meghajtás és az automatizálási lehetőségek után most a teljes gépkonstrukciót, az egyengető fejek megválasztását és alkalmazását vizsgáljuk.
Előző cikkünkben a kompakt préskiszolgálók előnyeiről és alkalmazási lehetőségeiről írtunk. Néhány lépésben végigvettük, mikor lehet az ilyen gépeket a legoptimálisabban kihasználni, mikor érdemes más megoldást választani. A lecsévélők, a meghajtás és az automatizálási lehetőségek után most a teljes gépkonstrukciót, az egyengető fejek megválasztását és alkalmazását vizsgáljuk.
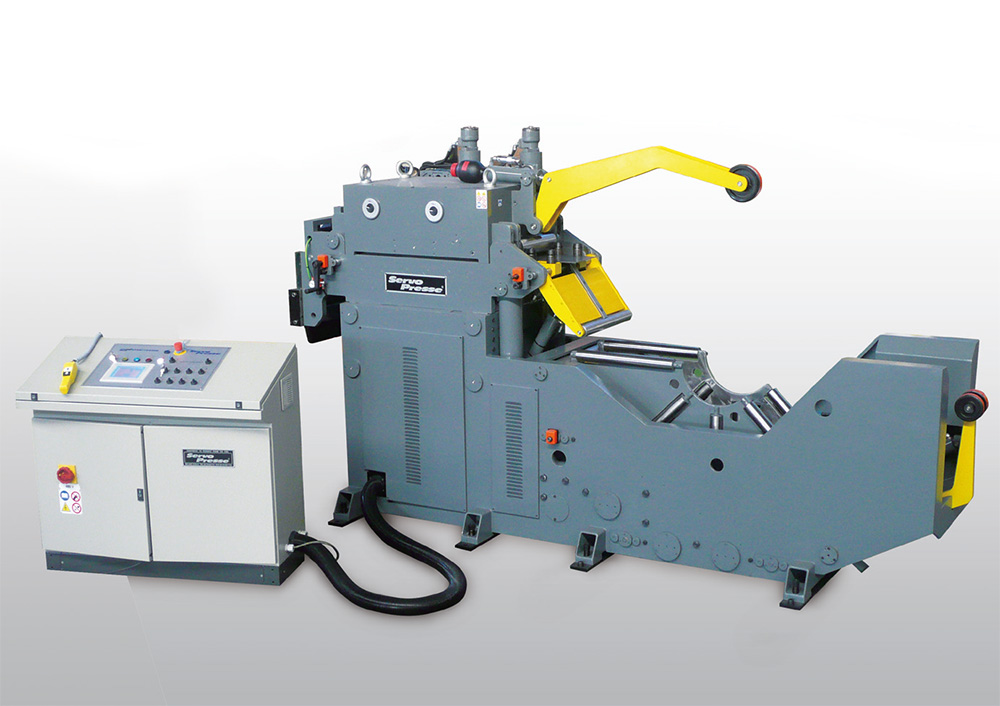
Mikor használjunk bölcsős adagoló-egyengető sorokat?
Az ilyen kiszolgálókat általában olyan esetekben alkalmazzák, amikor nagy vastagságú, vagy nagy szilárdságú anyagból készült lemezeket kell megmunkálni. A bölcsős lecsévélő egyik nagy előnye, hogy a szalag letekeredését, a tekercs fellazulását maga a tekercs súlya akadályozza meg, míg az orsós megoldásnál leszorító karokra van szükség, hogy mindezt elérjük. A tekercsek cserélésének gyorsítására számos lehetőségünk van. Ha egy két bölcsős lecsévélőt használunk, egy tekercset tarthatunk a másodlagos bölcsőn, ami közvetlenül a hajtott lecsévélő mögött helyezkedik el. Ha a tekercs elfogy, a másodlagos bölcső az új tekercset a helyére illeszti. Egy másik lehetőség a probléma megoldására, ha kettős váltó-bölcső rendszert alkalmazunk. Ugyan ez a megoldás drágább, de a rendszer helyigénye is jóval kisebb, mivel itt a cseretekercs közvetlenül a használatban lévő tekercs mellett áll.
Mielőtt egy ilyen rendszer vásárlása mellett döntenénk, érdemes átgondolni, hogy problémát okozhat-e a szalag külső felületének sérülése. Mivel a bölcsős lecsévélő hengerei érintkeznek a felülettel, könnyedén károsíthatják azt a folyamatok közben. Ha szükséges a részben felhasznált tekercsek felcsévélése az újbóli használathoz, jobb megoldás lehet egy orsós lecsévélő, mivel az ilyen eszközök rendelkeznek leszorító karokkal, ami nélkül a felcsévélés nem lehetséges. Az orsós lecsévélők általában hajtott leszorító karokkal vannak felszerelve, így az újracsévélt tekercsek biztonságosan tárolhatók.
Egyengető-adagoló fej megválasztása
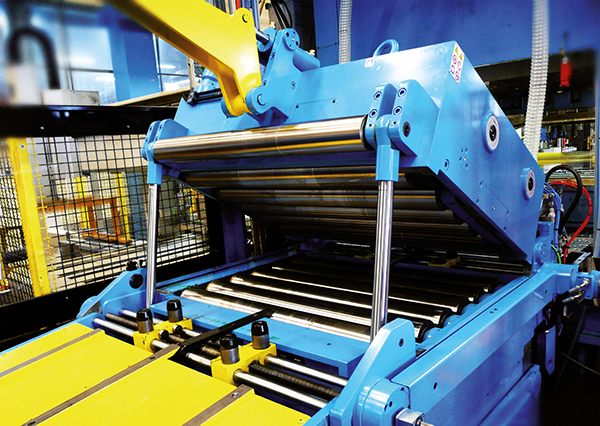
Ha a tekercskezelés kérdésére megfelelő választ találtunk, az egyengető-adagoló hengerek beállítási lehetőségeivel is foglalkoznunk kell. Az egyik lehetőség, hogy olyan egyengetőt alkalmazunk, melyben az egyes hengerpárokat külön tudjuk állítani, vagy egy olyan eszközt választunk, melyben a teljes hengersor együttes állítása végezhető. A teljes hengersor mélységét állító egyengető egyik nagy előnye, hogy kisebb átmérőjű hengereket használ, amiket sokkal sűrűbben lehet elhelyezni, így végeredményben simább szalagot kapunk. Továbbá ezekkel az egyengetőkkel mindössze két paramétert kell meghatároznunk, a bemenetnél és a kimenetnél található hengerek közti távolságot. Mivel a kimenethez közelebb található hengerek kisebb mértékben alakítják a szalagot, itt a hengerek közti távolságnak közel azonosnak kell lenni a lemez vastagságával. Ahhoz, hogy a szalagot megfelelő sebességgel tudjuk az egyengetőn átvezetni, hajtott hengersor szükséges. Mivel ez jelentősen növeli a gépek komplexitását és árát, általában csak az alsó hengersor hajtott.
Az egyengető eszközök számos olyan opciója elérhető, melyek a pontosabb, biztonságosabb megmunkálást teszik lehetővé.
- Hidraulikusan nyitható hengersor
Léteznek olyan egyengető-adagoló sorok is, melyek hidraulikusan nyitható hengersorral rendelkeznek, így a hengerek tisztítása sokkal könnyebb. Mindez azok számára lehet hasznos tulajdonság, akik gyakran váltogatják a melegen hengerelt lemezek és a hidegen hengerelt acél, vagy alumínium tekercseket - Szalag-bevezetők
A szalag-bevezető asztalok használata nagy mértékben megkönnyíti a gépkezelők munkáját, mivel a tekercs kezdőpontját egyenesen az egyengetőhöz vezeti. A szalag-bevezetők állítható magasságának köszönhetően a manuális beavatkozás teljes mértékben szükségtelenné válik, így a központozási problémák is megoldódnak. - Hengermélység beállítása, mérőhengerek
Számos olyan egyengető fejet találhatunk, melyben az egyengető hengerek csak mechanikusan állíthatók, azonban a modernebb gépekben hidraulikusan vezérelhető a hengermélység beállítása. Ennek a szabályozása a vezérlő digitális kijelzőjén keresztül valósítható meg. A folyamatok optimális elvégzéséhez szükség lehet mérőhengerek használatára is, melyek segítségével pontosan nyomon követhető a szalag mozgása. Ez utóbbi a folyamat során képződő hulladék okozta károk kiküszöbölésében jelent nagy segítséget. - Szalag-vezetés
A szalag pontos mozgatása miatt elengedhetetlen, hogy állítható magasságú, a szalagot automatikusan középre pozicionáló szalag-vezetőket használjunk. A szalag-vezetők magasságát kézzel, vagy a vezérlőn keresztül hidraulikus motorok segítségével állíthatjuk, a beállítási paramétereket elmenthetjük, melyeket egy automatizált prés kiszolgáló esetében hatékonyan felhasználhatunk a későbbi műveletek során.
Egy kompakt prés kiszolgáló tehát egy olyan komplex gép, ami magába foglalja mindazokat az eszközöket, melyek a tekercselt fémlemezt átalakítják, és a présterületre juttatják. Az egyetlen gépbe való integrálás nagy előnye, hogy a pontatlan illesztések, a szalag egyenetlen mozgatása így teljes mértékben kiküszöbölhető, valamint az összeállított gép szállítása is könnyebb. A számtalan opció és különböző automatizálási, bővítési lehetőség miatt sokszínű kiszolgáló sorokat állíthatunk össze, melyekkel akár 1830 mm széles, 15,875 mm vastag szalagok is megmunkálhatók.
Forrás Servo Presse
További információk:
A Servo Presse hivatalos oldalán.
A Servo Presse hazai gyári képviselete az SHM Consulting Kft.
Horváth Miklós
Country sales partner
telefon: 0630/389-4054
fax: 0688/424-616
e-mail: miklos.horvath@shmconsulting.hu
web: www.shmconsulting.hu