Az egyik leggyakoribb konstrukciós kialakítása a függőleges megmunkáló központoknak a C-vázas, 3 tengelyes, mozgóasztalos változat. X-, és Y- tengely irányában az asztal mozog, míg Z- tengely irányában a szerszám mozog.
Miért van szétosztva a 3 tengely mozgása? (2 tengely mozgatja az asztalt, egy tengely a szerszámot). A válasz a korábban említett tengely-szétosztásban rejlik. Így a Z- tengely mozgása teljes mértékig független marad az asztalt mozgató tengelyek hibáitól. Egyszerűbben fogalmazva: van 3 tengely, és két mozgatható egység (asztal, szerszám), melyeken a tengelyeket optimális módon kell szétosztani.

C- vázas, mozgó asztalos CNC megmunkáló központ
A C-vázas, mozgó asztalos gép mellett gyakori gépváz kialakítás a portálos megoldás. Ellentétben a C-vázassal, itt a szerszámot mozgatja 2 tengely (X-, Z- tengely), az asztalt pedig egy tengely (Y- tengely).
Mindkét gépváz típus merevségének vizsgálatánál fontos szerkezeti egységek a gépvázra szerelt (ritkán egybe öntött) oszlopok, melyek a főorsót tartják az asztal felett. A C-vázas gépnél általában egy oszlop tartja a főorsót, amelynek megfelelő felületeire felszerelik vagy kialakítják a vezetékeket, a Z- tengelyen mozgó szerkezeti egységen pedig rögzítik a főorsót. Innen kapta a gépváz kialakítás a nevét, egy C betű alakját veszi fel oldalnézetben.
Portálos CNC megmunkáló központ
Terhelések vizsgálata
Terhelések leginkább a főorsót érhetik forgácsolás közben. Figyeljük meg a terhelést, ha az Y- tengely mentén hat. Az erő a főorsón keresztül (szerszámon keresztül) előre/hátra próbálja hajlítani a főorsót tartó oszlopot. Ha a főorsót érő erők az X- tengely mentén hatnak, akkor oldalra próbálják hajlítani a főorsót, illetve megjelenik egy járulékos terhelés is, a csavarás. Mivel az oszlophoz képest be kell lógatni a főorsót (hogy a szerszámmal elérjük az asztal távolabbi pontját is, az oldalirányú erők nyomatéka függőleges tengely körül csavarják az oszlopot. Az Y- tengely mentén ható erőknél ez nem volt jelen, mivel az erő keresztülmetszette az oszlopot, így nem volt erőkarja. Látható, hogy azonos terhelés mellett X- tengely mentén járulékos terhelés lép fel, mely növeli a deformációt. Így a legmerevebb iránya a C-vázas szerszámgépeknek az Y- tengely mentén található.

Portálos kialakítás
Portál kialakítású gépeknél a főorsót mozgató Z- tengely hajtás-és vezetékrendszere egy mozgó kocsin található, mely az X- tengelyen mozog. Az asztal így általában az Y- tengelyben mozog. A X- tengelyt tartó álló szerkezeti egységet általában két oszlop tartja. Előnye a C-vázas képekhez képest, hogy a két oszlop értelemszerűen merevebb megtámasztást biztosít. Vizsgáljuk meg most a portál kialakítású gépek terhelését. Ha az erő az Y-tengely mentén éri a főorsót, látható, hogy a két oszlop hajlításra van terhelve. Az X-tengely mentén ható erő szintén a két oszlopot terheli hajlításra, továbbá látható, hogy a csavaró nyomaték minimális, mivel a főorsó és az oszlopok közötti táv minimális, kicsi az erőkarja. Így a portálos kialakítás (természetesen azonos mozgástartomány, és körülbelül hasonló oszlopkialakítás mellett) merevebb.
A C- vázas gépek, mint említettem, az asztalukat mozgatják. A gépváz legfontosabb feladata, hogy a terheléseket elvezesse a talajba. A szerszámgépet érő terhelések azonban nem csak a forgácsolásból adódó, szerszámon eredő erőkből áll. A saját tömegükből is fakadnak terhelések. A különböző gyorsítási, lassítási szakaszokban a mozgó szerkezeti egységek tehetetlensége miatti erők is komoly terhelésnek számítanak, és jelentősen befolyásolják a szerszámgép deformációját. Ha egy C- vázas gép asztalát, például az X- tengely irányában mozgatjuk, az asztal tehetetlensége miatt a gép próbál oldalra dőlni. Ez a tehetetlenségi erő két tényezőtől függ: a mozgó egység tömege és gyorsulása. A C- vázas gépek fő egyensúlyát befolyásoló tengelyek mind az asztalt hajtják, portálos gépeknél a kritikus pont a főorsót hordó X- tengely. A különbség a talajhoz viszonyított magasságuk. Míg a C- vázas gépeknél az asztal alacsonyan helyezkedik el, addig portálos gépeknél a főorsó oldalirányú mozgása akár kétszer olyan magasan is lehet. Az oldal irányú tehetetlenségi erők erőkarja tehát sokkal nagyobb, így a gyorsításból, lassításból származó túllengések is nagyobbak. Ezért általánosan elmondható, hogy a portálos gépek elérhető gyorsulása alacsonyabb. Hogy kompenzálják a portálos kialakítás kinematikai gyengeségeit, főleg szerelt vezetékes támasztási rendszert alkalmaznak ezeken a gépeken (LM- vezetékezés).

C- vázas megmunkáló központ
Továbbá, míg a C- vázas gépeknél a főorsó tömege majdnem korlátlan lehet (csak Z- tengely mentém emelkedik-süllyed), addig a portálos gépnek oldalirányban is kell mozgatnia, jelentősen korlátozott a főorsó tömege, így például hajtóműves főorsó kialakítás portálos gépen ritka. A gyorsításból származó tehetetlenségi erőket a vezetékek nem tudják felvenni, mivel mozgási irányukkal megegyezőek, így ezeket a terheléseket teljes mértékig a hajtásrendszerek veszik fel.
Költségek és főorsó kialakítások
A másik jelentős különbség a két függőleges megmunkáló központ között az áruk. Lehet, a portálos kialakítás merevebb, így pontosabb is, de drágább is. Mivel a főorsót magasabban mozgatjuk, így a gépnek szélesebb támasztási pontok szükségesebbek, ami nagyobb gépvázat jelent. Továbbá a két oszlop anyagban is több mint egy oszlop. Így a beépített öntvényvas mennyisége döntően drágítja a kialakítás árát.
Mivel a portálos kialakításnál a főorsó tömege korlátozott, így az elérhető főorsó kialakítások is. Általában portálos gépeknél direkt hajtású főorsót alkalmaznak (ezek a legkönnyebbek), drágább gépek esetén motororsós, built-in kialakítású orsót alkalmaznak. Merevsége, magas főorsó fordulatszámai miatt a portálos szerszámgépeket főleg szerszámok simítási, kontúrozási műveleteinél alkalmazzák. Merevségükből fakadó pontosságuk miatt elektróda megmunkálásra is. Mind a simítási műveleteknél, mind az elektródamarási feladatoknál lehetőleg hengergörgős, lineáris vezetékes gép javasolt. A csúszóvezetékes konstrukciók nem tudják tökéletesen lekezelni a gyorsulási-lassulási szakaszokat (erről bővebben a vezetékezésről szóló cikkemben írtam), ami a formamarási, 3D-s feladatoknál gondot jelenthet az apró elmozdulások miatt.
C-vázas gépek előfordulnak mind csúszóvezetékes, mind szerelt vezetékes formában. Főorsó kialakításukat tekintve is széles a lehetőségek száma. Egyedi gyártásban, főleg szerkezeti acélok megmunkálásához elérhetőek szíjhajtásos főorsóval, nagy teljesítményű megmunkálásokhoz (acélok nagyolási műveleteihez) hajtóműves főorsóval.

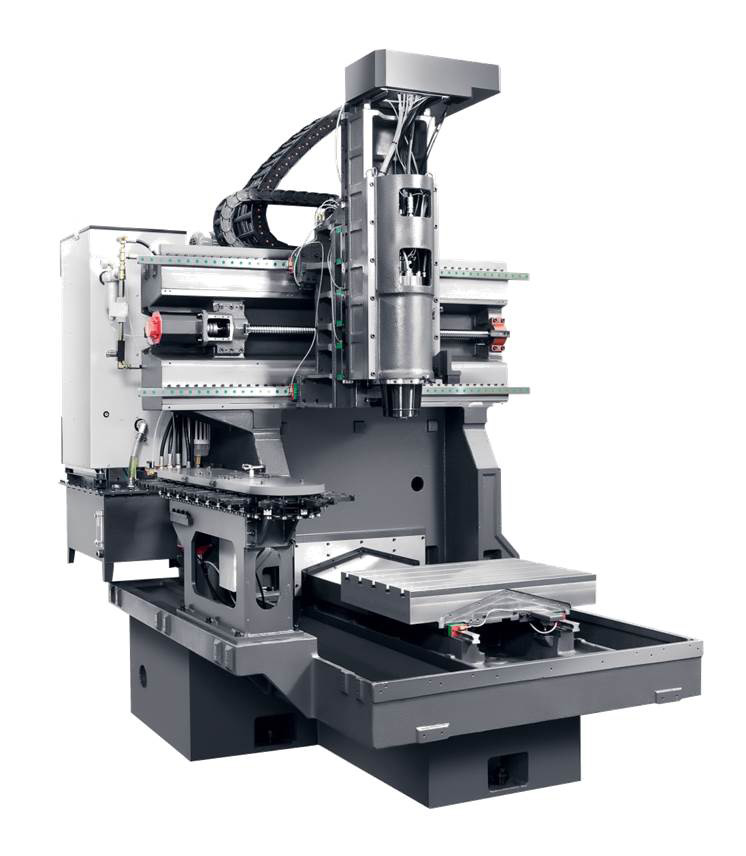
CNC menetmegmunkáló-, maró-, fúró központ vázszerkezete
Tapping center
Külön kiemelném a C- vázas gépek egyik altípusát, az úgy nevezett tapping centereket (fúró-menetmegmunkáló- maró központok). Könnyű szerkezeti kialakításuk, LM típusú szerelt vezetékezésük, direkt hajtású főorsóik révén kiemelkedő kinematikai jellemzőkkel bírnak. Nem ritka közöttük az 55-60 m/perces gyorsjáratú gép is, kiemelkedő ciklusidőket lehet velük elérni. Hátrányuk a könnyű szerkezeti kialakításukból fakad, pontosságuk nem mérhető össze más függőleges szerszámgépek konstrukciókkal. A tapping centerek gazdaságos és gyors alternatív megmunkálást biztosítanak színes és könnyűfémeknél. Magas ötvöző tartalmú acéloknál, öntvényeknél hosszútávon nem gazdaságos, a gép könnyű szerkezete nem bírja hosszútávon a nagy erőterheléseket, főleg a vezetékezés és a filigrán főorsó kialakítás miatt.
Szerző Juhász Miklós
Képek forrása:
[1]http://www.mmkchuck.com/english/product/table.html
[2]http://todaysmachiningworld.com/magazine/how-it-works-why-swiss/
[3]http://www.productionmachining.com/articles/the-evolution-of-the-y-axis-on-turn-mill-machines
[4]http://pdf.directindustry.com/pdf/hermle/c-32/16486-516625.html
[5]http://www5.matsuura.co.jp/english/topics/5ax/matsuura.shtm
[6]http://www.hwacheon.com/
[7]http://www.doosanmachinetools.com/
[8]https://brother-ms.secure.force.com/
[9]http://www.hyundai-wiamachine.com/home/products/vertical_machining_centers/f410d-series.html
[10]http://www.tvb-gmbh.de/technologie/hsc-fraesen/