A most következő cikksorozatban a szerszámgépek szerkezeti felépítéséről fogok írni, melyben összefoglalom a forgácsoló szerszámgépek konstrukciós kialakítási lehetőségeit. Ellentétben a korábbi cikkeimmel, nem egy részt ragadok ki az „egészből”, hanem az „egészről” szeretnék írni. A cikk során egyrészt- ahol szükséges- ott utalni fogok a korábbiakban leírtakra. Másrészt vannak a szerszámgépeknek olyan részegységei, melyeket korábban nem taglaltam, mégis szükségesnek gondolom az ismertetését. Ezeket a részegységeket a mostani cikkben ismertetetem.

Szerszámgépek felépítésének alapjai
Ebben a fejezetben a szerszámgépek konstrukciós kialakításainak megértéshez szükséges alapgondolatokat, összefüggéseket, illetve kifejezéseket-fogalmakat fejtem ki.
Tengelyek: A szerszámgépek esetében két fajta tengelyt kell megemlíteni. Egyrészt vannak a matematikai – mechanikai tengelyek, másrészt a konstrukciós tengelyek. A matematikai-mechanikai tengelyek azok a képzeletbeli tengelyek, mely alapján a szerszámgép program elvégzi a szükséges mozgásokat, előtolásokat. Ilyen tengely-rendszer a mindenki által jól ismert jobb sodrású X-, Y-, Z- tengely-rendszer. A konstrukciós tengelyek azok a szerkezeti egységek, melyek a vezérlő által adott parancsokat megvalósítják. Például, 3 tengelyes megmunkáló központ esetében ezek a szervo motor – golyósorsó hajtásrendszer. Eddig, ezeket a tengelyeket egyként kezeltük (hiszen ez a két tengely típus 95%-ban fedi egymást), de szétválasztásuknak alapos oka van.
Megértés végett két példa: Egy 2 tengelyes eszterga központ tengelyei rendre: X, Z. Ezen matematikai tengelyeknek megfelelő mozgásokat megvalósító hajtásrendszerek párhuzamosan futnak a képzeletbeli, matematikai tengelyekkel.

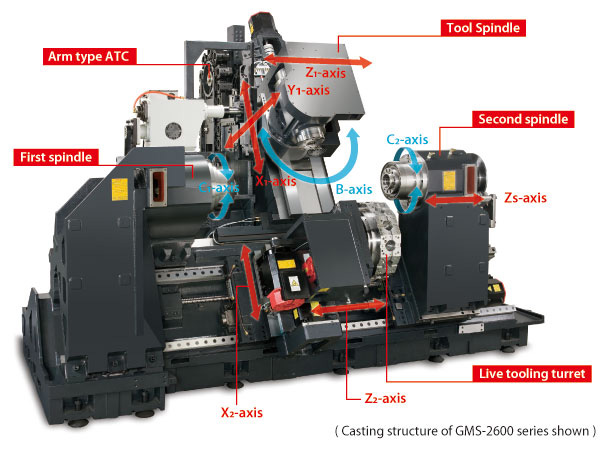
Vízszintes CNC eszterga központ, Y- tengely láthatóan nem merőleges x- tengelyre
Viszont egy Y- tengelyes eszterga esetén, míg az X-Z síkra merőlegesen helyezkedik el a matematikai Y- tengely, gyakran az Y- tengely mozgását megvalósító hajtásrendszer 45 fokos szöggel döntve van a matematikai rendszerhez képest! Ahhoz, hogy Y- tengely mentén mozogjunk a szerszámmal, X- tengely mentén is mozgást kell megvalósítania a szerszámgépnek. Így, míg a matematikai tengelyek egymástól függetlenek (mivel mindegyik merőleges a másikra), addig a konstrukciós tengelyek nem függetlenek egymástól (egyik mozgása, befolyásolja a másik hajtásrendszer helyzetét).
Y- tengelyes CNC eszterga: kivétel – Y- tengely merőleges X- tengelyre
Elméletileg, minden konstrukciós tengely mozgása teljesen független egymástól, míg a képzeletbeli-matematikai tengelyük is független egymástól. Elméletileg…
A valóság azonban nem ilyen szép. A konstrukciós tengelyek elmozdulását vezetékek támasztják meg. Ezeknek a vezetékeknek van egy úgynevezett futási pontossága, amely döntően befolyásolja, hogy a mozgással megegyező, illetve mozgásra merőleges irányban milyen pontosan képesek megvezetni a szerkezeti egységeket. Minden vezetéknek van radiális (mozgásra merőleges irányú) hibája. Ez az eltérés pedig a vezeték teljes hossza mentén változhat. Vegyünk például egy megmunkáló központot, melynek X- és Y- tengelyei az asztalt mozgatják. Ha az Y- tengely mentén mozgunk, az Y- tengely radiális hibái folyamatosan módosítják az X- tengely mentén az asztal pozícióját. Ugyanakkor, ha egy másik gépet nézünk, ahol az X tengely mentén az asztal mozog, az Y- tengely mentén pedig a szerszám, akkor könnyen észrevehetjük, hogy ebben a kialakításban nem függenek egymástól a tengelyek mozgásai. Ennek oka, hogy amíg az első esetben a X- tengely konstrukciósan rá van építve az Y- tengelyre, addig a második esetben ezek a konstrukciós tengelyek (hajtásrendszerek) nem kapcsolódnak szerkezetileg egymáshoz. Vagyis minél több tengelyt építünk egymásra szerkezetileg, annál pontatlanabb lesz a szerszámgép. Ez a kijelentés elvezet minket a tengelyek szétosztásának alapjaihoz (lásd később).
De miért is szükséges kirészletezni ilyen terjedelmesen a hajtások, így a vezetékezések egymásra épülésének problémáját? A válasz egyszerű, a szerszámgépek pontatlanságának jelentős része a vezetékezésből származik, amiről bővebben a korábbi vezetékezéssel foglalkozó cikkemben írtam.
Gépváz
A gépváz feladata a terhelések talajba juttatása, illetve a különböző álló/mozgó szerkezeti egységek egyben tartása. Ebből látható, hogy a szerszámgépek egyik legfontosabb építő eleme a gépváz. Egyrészt ez a legnagyobb méretű szerkezeti egység, ezért döntően meghatározza a gép üzemelés alatti viselkedését, másrészt a gépváz az egyik legdrágább szerkezeti egysége a szerszámgépnek. A gépváz kialakítása döntően meghatározza a gép többi szerkezeti egységének kialakítását.
Anyaga általában lemez- vagy gömbgrafitos öntöttvas. Az öntés során a gépvázat hatalmas terhelések érik, melyek növelik a gépváz anyagában ébredő belső feszültségeket. Másrészt a kiöntött váz a hűlés során különböző részeiben, rétegeiben más-más sebességgel hűl le, ami tovább növeli az öntvényben ébredő magas feszültségeket. Öntés után mindig pihentetik a gépvázat, hogy ezek a feszültségek csökkenjenek bennük. Miért fontos az öntvények öntés utáni feszültségmentesítése? Az alábbi videó egy öntött alkatrész gyártását, majd fűrészelését követi végig.
A terhelés (fűrészelés) hatására az öntvény szétroppant. Képzeljük el ugyanezt egy 5 tonnás gépvázzal…
Szerző Juhász Miklós
Képek forrása:
[1]http://www.mmkchuck.com/english/product/table.html
[2]http://todaysmachiningworld.com/magazine/how-it-works-why-swiss/
[3]http://www.productionmachining.com/articles/the-evolution-of-the-y-axis-on-turn-mill-machines
[4]http://pdf.directindustry.com/pdf/hermle/c-32/16486-516625.html
[5]http://www5.matsuura.co.jp/english/topics/5ax/matsuura.shtm
[6]http://www.hwacheon.com/
[7]http://www.doosanmachinetools.com/
[8]https://brother-ms.secure.force.com/
[9]http://www.hyundai-wiamachine.com/home/products/vertical_machining_centers/f410d-series.html
[10]http://www.tvb-gmbh.de/technologie/hsc-fraesen/