A maradéknagyolásról szóló korábbi cikkünkben (Optimális maradéknagyolás készítése manuálisan) megvizsgáltuk hogyan készíthetünk manuálisan szerkesztett pályákkal olyan maradéknagyoló pályát, melynek gépi főideje rövidebb, mintha a CAM rendszerünkkel automatikusan számíttatnánk a maradéknagyolást. Most vizsgáljuk meg milyen szempontokat érdemes figyelembe venni, mikor a maradékanyag eltávolításához készítjük a szerszámpályákat. Ez a sokszor egyszerűnek látszó feladat is rejt magában kihívást, hiszen itt is sok optimalizációs lehetőségünk van.
1. A maradékanyag metszet-területe
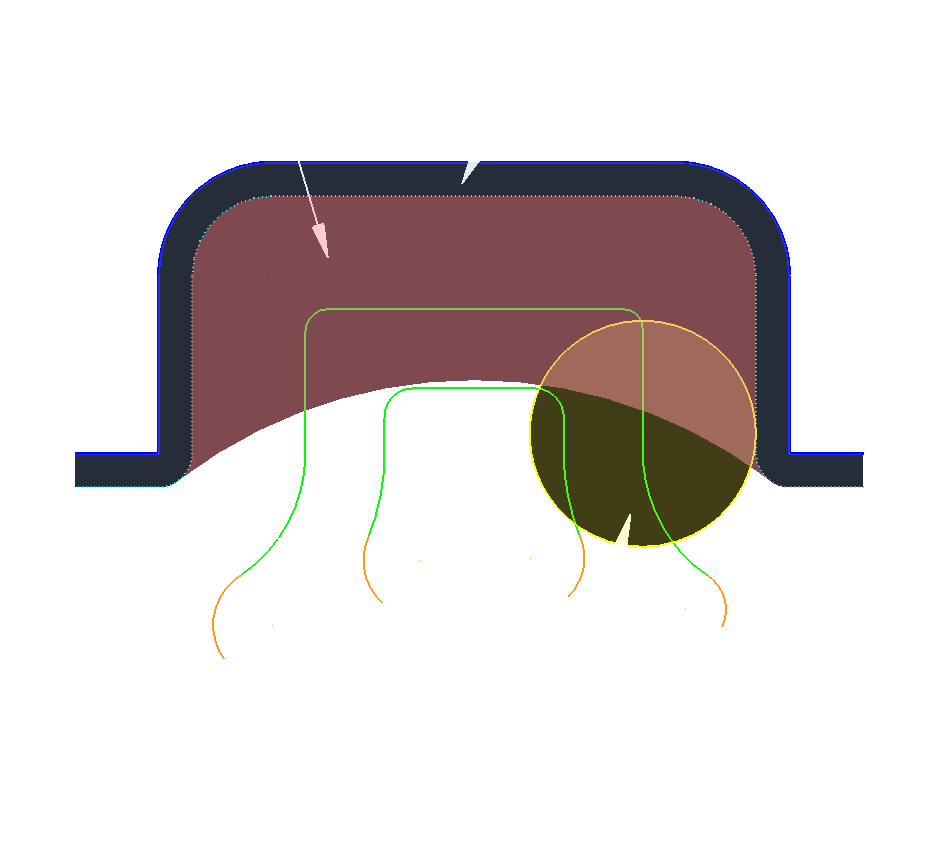
Mivel a maradéknagyolás a nagyoláshoz hasonlóan állandó szinteken történik és általában kontúrozó (ofszet) jellegű, ezért ha egy szinten megvizsgáljuk, hogy a maradék(metszet)terület eltávolítása hogyan optimális, az egész maradéknagyolást optimalizáljuk abban az esetben, ha feltételezzük, hogy a teljes maradéknagyolás összes szintje választott szintünkkel hasonló jellegű metszet. Nagyon durván megközelítve: amennyiben ezen maradék(metszet)terület mérete a szerszám metszeténél nagyobb, akkor általában egy fogással nem távolítható el az anyag. Ilyenkor oldallépés, ofszetpálya szükséges, hogy megfelelő szerszámterhelés mellett történjen az anyageltávolítás. Ezekben az esetekben indokolt és érdemes nagyoló megmunkálást készíteni a maradékanyag eltávolításához, hiszen ilyenkor olyan “nagy” a maradékterület, hogy szükség van több oldallépésre. Viszont ebből egyenesen következik, hogy azokban az esetekben, mikor a maradék(metszet)terület olyan kicsi, hogy a szerszám egy oldallépésben “el tudja” távolítani az anyagot, akkor egy megfelelő ráhagyással, lépésközzel és forgácsolási paraméterrel készülő simító pálya optimálisabb megoldást adhat, illetve könnyebben optimalizálható, mint az azonos helyre készülő maradéknagyolás. A szemléltető ábránkon ez a két eset látható, leegyszerűsített esetre nézve.

2. A maradékanyag “eloszlása”
A másik fontos szempont az optimális maradékanyag megmunkálás készítéséhez, hogy megvizsgáljuk a maradékterület nagysága mellett azok mennyiségét és az egyes területek egymáshoz viszonyított helyzetét! A maradékterületek megmunkálásakor gyakran előfordul, hogy a CAM programozó a CAM rendszer által kiszámolt maradékterületre készít maradékmegmunkálást. Pedig ezek a CAM rendszer által kiszámolt területek nem minden esetben a megmunkálás szempontjából is optimális területet jelölik annak ellenére, hogy maga a terület valójában az eltávolítandó anyag területét határolja. Ennek érzékeltetésére a szemléltető ábránkon látható problémát vizsgáljuk meg.

.
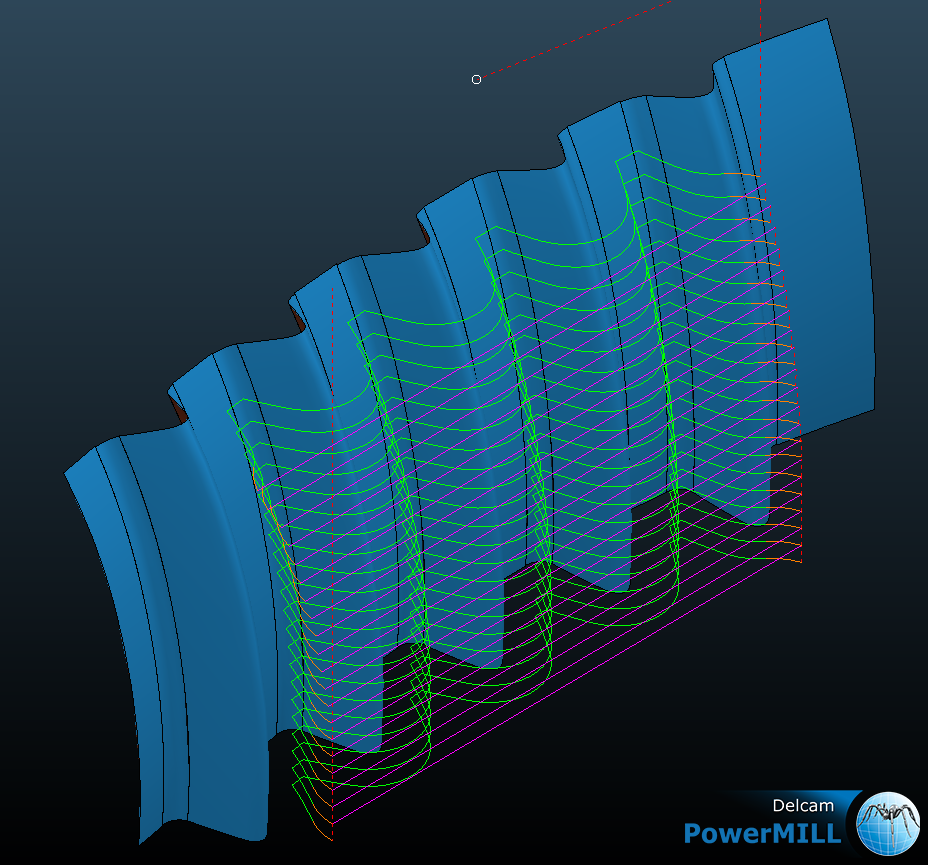
A baloldali ábrán látható esetben a bordás jellegű területre úgy készítettünk maradékmegmunkálást (kontúrozó / állandó-z simító pályával), hogy azt a CAM rendszer által számított maradékterületre számítottuk ki. A pályaszegmensek ki- és belépő mozgásait ívesre állítottuk, hogy a legegyenletesebb és legrövidebb pályát kapjuk. A jobb oldalon látható esetben ugyanezekkel a paraméterekkel készítettünk egy maradékmegmunkálást, de most nem határoltuk a maradékterületre, hanem az egész bordás területre számítottuk. Ebben az esetben természetesen forgácsoló mozgással mozog a szerszám olyan területen is, melyen valójában már nincsen anyag, ezért mondhatnánk, hogy a megmunkálás nem optimális. Valójában azonban ez a teljes területre számolt maradékmegmunkálás 55%-al rövidebb gépi főidejű! Ez a hatalmas időnyereség azért következett be, mert azokon a helyeken, ahol a “felesleges forgácsoló mozgás van a levegőben” eset áll fenn rövidebb pálya keletkezett, mint a maradékterület figyelembevételekor, ahol ezeken a területeken ki- és belépések vannak, melyek jóval hosszabb útvonalak. Ezen egyszerű, szemléltető eset alapján elmondható, hogy amennyiben az egyedi maradékterületek számossága elég nagy és azok viszonylag közel vannak egymáshoz (a szerszámátmérőnél nem sokszorta nagyobb távolságra), akkor érdemesebb azokat egy területként kezelni a megmunkálás során. Arrol az egyszerű tényről nem is beszélve, hogy az ilyen manuálisan meghatározott, összevont területek meghatározása jóval kevesebb időt vesz igénybe a CAM rendszerben, mint a pontos és egyenletes maradékterületek meghatározása. (Hasonló optimalizációs lehetőségről írtunk a borda jellegű területek megmunkálása cikkünkben.)
3. A maradékmegmunkálás szintjei
Fontos szempont lehet még a maradékmegmunkálás megfelelő szintjeinek meghatározása abban az esetben, ha maradéknagyolást készítünk. Ebben az esetben ugyanis érdemes a maradéknagyolás szintjeit úgy meghatározni, hogy a nagyolások szintjén is történjen megmunkálás, hiszen ekkor lesz fogásvétel irányban “egyenletes”, jobban tervezhető a terhelés. Ebből egyenesen következik, hogy érdemes úgy megválasztanunk a maradéknagyolás fogásvételét, hogy az egész-számú hányada legyen a nagyolás fogásvételének (feltételezve természetesen, hogy a maradéknagyoláskor kisebb fogásvételt alkalmazunk, mint a nagyolásnál.)
Egy másik jól használható módszer, ha a CAM rendszerünkben van lehetőség a nagyolás közben a “lépcsők finomítására”, hiszen ebben az esetben a nagyolás közben, a nagyoláskor kialakuló nagyobb lépcsőket csökkenthetjük kevés idő ráfordítással. Ebben az esetben érdemes a finomított lépcsőket a maradéknagyolással azonos szinteken készíteni, ezzel biztosítva a maradéknagyolás optimalizálását.