Előző cikksorozatomban a vezetékezési rendszerek kerültek tárgyalásra, mint a mozgó és álló szerkezeti egységek mozgását megvezető rendszereket. De hogyan szerzik a mozgási energiát ezek a szerkezeti egységek? Ebben a cikkben a szerszámgépek mechanikus hajtásrendszeréről szeretnék pár gondolatot megosztani, kiváltképp a golyósorsó-anya hajtás kapcsolatról.

Különböző típusú golyósorsó-anya párok
A golyósorsó szerepe
A szerszámgépek előtoló mozgásaihoz szükséges mechanikai energiát a szervo motorok szolgáltatják. Mivel az előtoló mozgások az esetek többségében lineáris mozgások, ezért szükséges beépíteni a rendszerbe egy mozgás átalakító egységet, mely nem más, mint a golyósorsó-anyahajtás. Feladata, hogy a mozgó szerkezeti egységeket (asztal vagy állvány) megfelelő kinetikai és kinematikai jellemzők tartása mellett, minél pontosabban pozícionálja, továbbá, hogy az előtoláshoz szükséges erőt biztosítsa. A terhelések eloszlása egy szerszámgépben nem egy egyszerűen megállapítható állapot. Az viszont tény, hogy az előtolás irányába eső terhelések javarészét a golyósorsó veszi fel, a többit pedig a vezetékezési rendszer.
Golyósorsók-anyák pontossága, gyártása
Az orsók gyártásánál a pontosság és a gyártástechnológia szorosan összefüggő dolog. Két gyakori technológia áll rendelkezésre a golyósorsó gyártáshoz. A leggyakoribb eljárás a hidegen hengerlés. Az orsó meneteit lehet egy lépcsőben, vagy több lépcsőben is kialakítani. A hengerelt golyósorsók nagy előnye, hogy hengerlés során az orsók menetei (vagyis a gördülő elemek futópályái) felkeményednek, így nem mindig szükséges az utólagos hőkezelés. Továbbá a hengerlésnél ismeretes, hogy a hengerelt darab a hengerlés irányoknak megfelelően a mechanikai tulajdonságaik is kedvező mértékben javulhatnak (pl.: az említett keménység, szakítószilárdság), mely egybeesik a gördülő elemek mozgási irányával.
A másik gyártástechnológia a forgácsolt orsók gyártása. A forgácsolási eljárás a profilköszörülés. A köszörülés előgyártmányaként szolgálhat egy lépcsőben hengerelt orsó, vagy akár esztergált orsó is. Forgácsolás során a futófelület mechanikai tulajdonságai nem javulnak jelentősen. Így a felületkeményítő hőkezelés elengedhetetlen. A köszörült menetek sokkal pontosabbak, így az orsó-anya rendszerrel elérhető pozicionálás pontossága jelentősen megnő.
Mint minden mechanikus gépelemet, az idők folyamán ezt is próbálták/próbálják szabványosítani. Az egyik legátfogóbb szabvány ezen a területen a német DIN 69051-es szabvány, mely a golyósorsókat a különböző irányban megengedhető radiális ütéseik, pozícionálási pontosságuk alapján osztályozza. Az osztályozási csoportok a legpontosabb csoporttól: a P0-tól a P5ig tart, majd a T5-től folytatódik a T10-es, legpontatlanabb osztályig. A P-s csoportnak megfelelő minőségű golyósorsók a precíziós orsók közé tartoznak, míg a T-s csoport főleg anyagmozgatási rendszerekben ajánlottak. Precíziósan köszörült orsók a P0-P5, illetve gyakran T5 és T6 is beletartozik, a hengerlés pontosságának függvényében. Szerszámgépekben főleg a P-s minőségi megfelelésű orsók kerülnek beépítésre, középkategóriás gépeknél P3-P5-ig terjedő intervallumban.
Másik átfogó szabványrészlet a japán JIS B 1192-es szabvány, mely szintén a méretpontosságokat veszi figyelembe a csoportosítás során, ugyanakkor a szabvány javasol egy mérési módszert, mely átfogóbb képet ad egy orsó-anya rendszer tényleges viselkedéséről. E javaslat alapján elvégzett mérés alapja egy hajtásrendszer beállási pontossága, illetve ütései-kotyogásai 300 mm-es szakaszra viszonyítva. Az elgondolás alapja, hogy hiába gyártunk le egy menetet pontosan, de a menetek akár több méter hosszon is végig vannak futtatva. A DIN szabványhoz hasonlóan a JIS is kategorizálja az orsó-anya párokat: C0 a legpontosabb, majd rendre C1, C2, C3, C5, C7, C8 és C10. A hengerelt orsókat a szabvány alapján egy „t” betűvel kell megjelölni, a hengerelt orsók általában: Ct7-Ct10. Középkategóriás gépeknél a beépített orsók általában: C3-C5.

Szabvány szerinti futáspontosság ábrázolása, 300 mm-es szakaszra vonatkozatva: X-tengely-haladás iránya, Y-tengely-radiális ütés, la-tényleges eltérés, ep-megengedett eltérés (szabványos méretek), c-korrekció mértéke
A magyarországi viszonylatokban szükséges megemlíteni az ISO gyolyósorsó-anya hajtásokra vonatkozó szabványát. Mint az ISO általában, ezen a területen is, a gyakorlatiasságra, pragmatikus gondolkodásra törekszik, ezért a golyósorsókat egyrészt gyártási pontosságuk, másrészt gyakorlati szempontból jelentősebb futási pontosságukat a megszokott IT pontossági rendszerbe sorolja be, mely a gyártástechnológusok által jól ismert. A középkategóriás gépekben IT4-IT6-os pontosságú orsók kerülnek beszerelésre. Az ISO szabvány is 300 mm-re vonatkoztatva adja meg egy hajtásrendszer pontosságát.
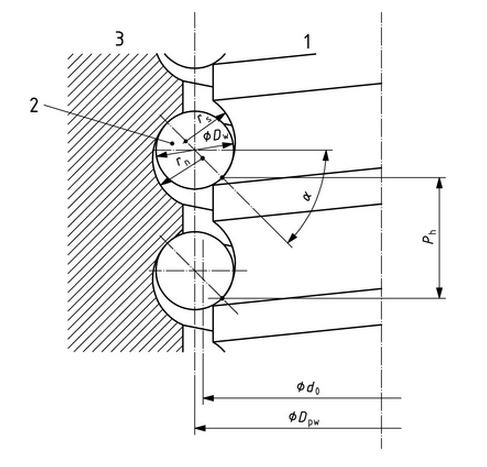
ISO szerinti méretmegjelölések szabványos orsóknál
Szerző Juhász Miklós
Felhasznált források:
1, http://www.designworldonline.com/thomson-neff-precision-rolled-metric-ball-screws/
2, https://www.iso.org/obp/ui/#iso:std:iso:3408:-1:ed-2:v1:en
3, http://www.nookindustries.com/LinearLibraryItem/Ball_Screw_Load_Definitions
4, http://www.thk.com/?q=eng/node/230
5, http://www.nsk.com/products/precisionmachine/ballscrew/
6, http://www.thk.com/?q=eng/node/230
7, http://www.globalspec.com/FeaturedProducts/Detail/Steinmeyer/Steinmeyer_Custom_Ball_Screws/49370/0
8, http://www.barnesballscrew.com/ball-screws/
9, http://www.strippittech.com/Strippit_Ballscrew_Care_and_Replacement.html
10, http://www.nskeurope.com/cps/rde/xchg/eu_en/hs.xsl/innovative-nut-cooling-ball-screws.html